
软磁合金, 作为电力电子、通信设备以及精密仪器的核心材料, 其磁导率、矫顽力和损耗等关键性能, 是由其加工工艺直接决定的。那软磁合金是怎样被加工成精密元件的? 从熔炼纯净度的控制, 到纳米级的热处理, 每一个环节的精度, 都会对最终产品的可靠性产生影响。那么, 要如何借助繁杂的工艺, 把金属原料转变为高性能软磁元件? 今天就带领大家去知晓软磁合金是怎样被加工成精密元件的。
一、冶炼与铸造:纯净度是性能基石
首位要达成的软磁合金冶炼目标, 是去管控杂质元素, 就比如C、O、N、H这些, 这些元素会致使磁损上升, 原因在于其会钉扎磁畴壁, 真空感应熔炼也叫VIM以及电弧炉加上AOD精炼属于主流工艺, VIM工艺于10 3 Pa真空度状况下进行熔炼, 把氧含量掌握在30 ppm以内, 夹杂物尺寸小于等于5μm, 而 AOD炉借助氩氧混合气体展开强搅拌, 能把碳含量降低到0.01%以下, 与此同时还可降低成本。在铸造阶段的时候, 是需要对冷却速率加以控制得, 表示为, 金属型铸造能够获取得到细小的晶粒, 其晶粒度处于ASTM 8 – 10级的一个范围之内 , 同时, 松泊比也就是实际密度和理论密度的比值, 能够达到98% – 99.5%, 如此一来, 就可以减少孔隙对于磁导率所产生的负面的影响。
二、塑性成形:晶粒取向与应力调控

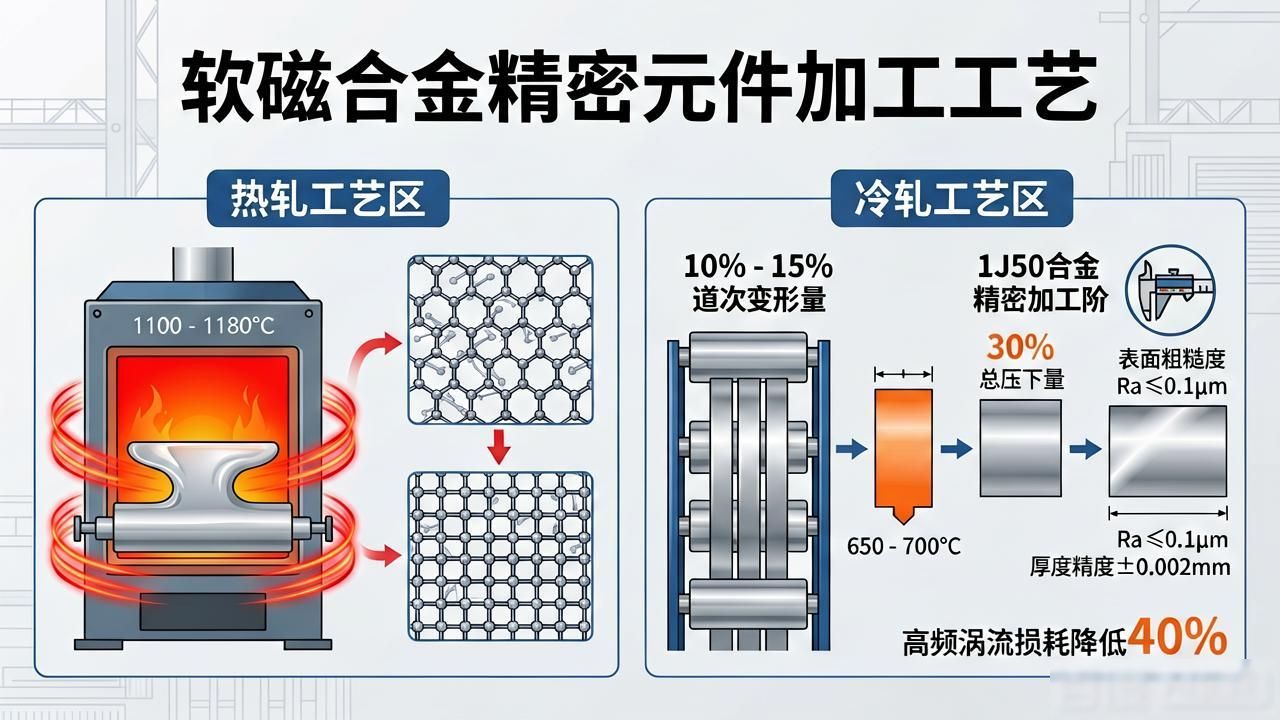
决定合金的晶粒结构以及磁各向异性的是热轧与冷轧工艺, 热轧是在1100 – 1180℃这个温度区间里开展的, 其终轧温度要大于或等于900℃, 因动态再结晶进而形成均匀的晶粒, 冷轧则需要对道次变形量加以控制即处于10% – 15%这个范围, 还要进行中间退火也就是在650 – 700℃下进行以此来维持塑性, 对于1J50这类合金而言, 冷轧的压下量能够达到30%, 从而制成0.05 mm这种超薄的带材, 在经过精密轧制以后, 带材厚度精度达到±0.002 mm, 其表面粗糙度Ra小于或等于0.1μm, 高频涡流损耗能够降低40%。
三、热处理:磁性能的决胜环节
磁性能得以优化, 其核心手段便是让材料经历热处理, 这其中涵盖了退火, 磁场处理以及时效处理。
退火工艺是这样的, 在1150℃的环境下进行时长为4小时的氢气退火以此来消除应力, 在1200℃时进行磁场退火从而优化磁畴取向, 1J22合金在处于900到1000℃这个区间退火之后矫顽力明显降低。
时效处理: 在600℃的温度下, 经过8小时的缓慢冷却, 以此促使Ni Fe有序相析出, 进而增强磁稳定性。1J67合金依托固溶、退火以及正火组合工艺, 其抗热疲劳性能提升了25%。

选用氢气来进行保护退火, 于850℃至900℃这个温度区间进行处理, 处理时长规定为2小时到4小时, 以进一步达成去除杂质气体的目的, 促使矫顽力有所降低, 与此同时能够让磁导率得到提升。
四、精密加工与表面处理:功能化实现
微型铁芯适用的激光切割, 其精度能够达到正负零点一毫米, 其中热影响区小于等于零点零五毫米;传感器密封壳体所采用的激光焊接, 其焊缝强度可达母材的百分之九十。
对表面进行绝缘处理, 采用磁控溅射的方式沉积 SiO/Al O 涂层, 其击穿电压大于或等于 500 V/μm的数值, 能够满足高频应用时对于绝缘方面的需求。对于耐腐蚀性较差的像 1J77 这种合金, 需要对其表面进行钝化处理或者电镀镍层, 如此一来在海洋环境中其腐蚀速率便会降低 30%。
五、应用导向的工艺定制
不同应用场景对性能需求各异:

高频器件, 也就是5G基站相关的器件, 需要将其晶粒尺寸控制到10至20μm的范围以内, 以此来降低涡流损耗。
高温环境, 也就是航空航天领域的那种环境: 添加铬元素以及钼元素, 像1J77这种材料添加3%的Cr, 如此一来对抗氧化的温度而言, 便提升到了550℃。
强腐蚀场景:采用等离子电解抛光+涂层复合处理,延长寿命。

软磁合金的加工, 是一场技术交响, 其贯穿于冶金、材料以及精密制造等方面 , 从对微米级夹杂物实行控制, 到 级有序相进行析出 , 每一步工艺所发生的创新, 都在推动着磁性能边界的突破 , 未来伴随智能化工艺监控以及多尺度模拟技术获得应用 , 软磁合金加工将会进一步迈向“性能能够设计、成本可以优化”的全新阶段 , 为新能源、量子科技等领域给予更强大的材料支撑。













暂无评论内容