
要确保焊接质量,焊工于焊接之前,得先准确挑选恰当的坡口。坡口形式主要是由接头强度、焊接方法、焊接效率、焊接成本等诸多综合因素予以决定的。倘若坡口精度高,像坡口角度、钝角尺寸、坡口表面粗糙度以及平直度等方面表现良好,那么焊缝质量便能得以保证,且焊接成本也会较低;与之相反,要是坡口精度差,就容易出现较为严重的焊接缺陷,此时焊接成本也会跟着增加。
那么“什么是坡口?
在焊件上,有一个待焊的部位,这个部位会依据设计或者工艺方面的需求,被加工成具有一定几何形状的沟槽,此沟槽就叫做坡口。
为什么要开坡口?
1.保证根部焊透,便于清渣;
2.调节焊缝金属中母材和填充金属的比例
3.获得良好的焊缝成形
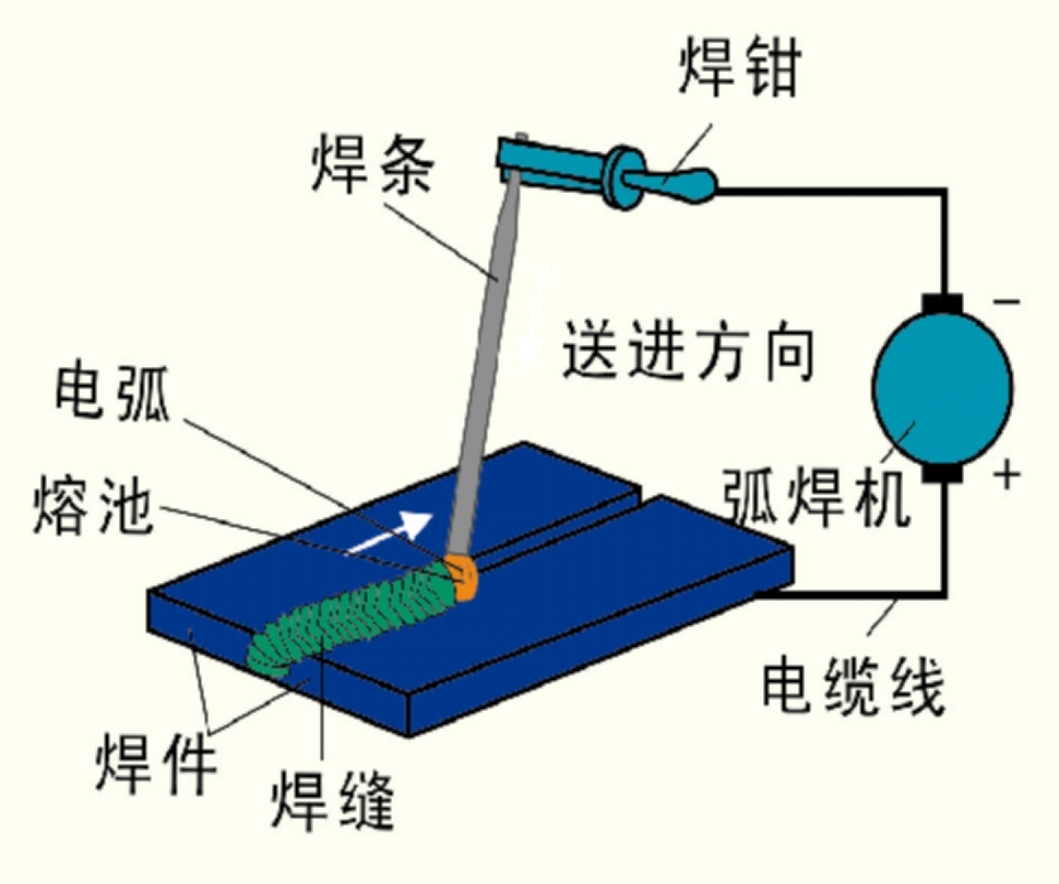
那么首先,我们先去简单,了解一下电弧焊的工作原理,短路、产生引弧,焊条和焊件出现熔化,液态熔渣向上浮动,液态金属进行冷却结晶,最终形成焊缝。

电弧焊的工作原理
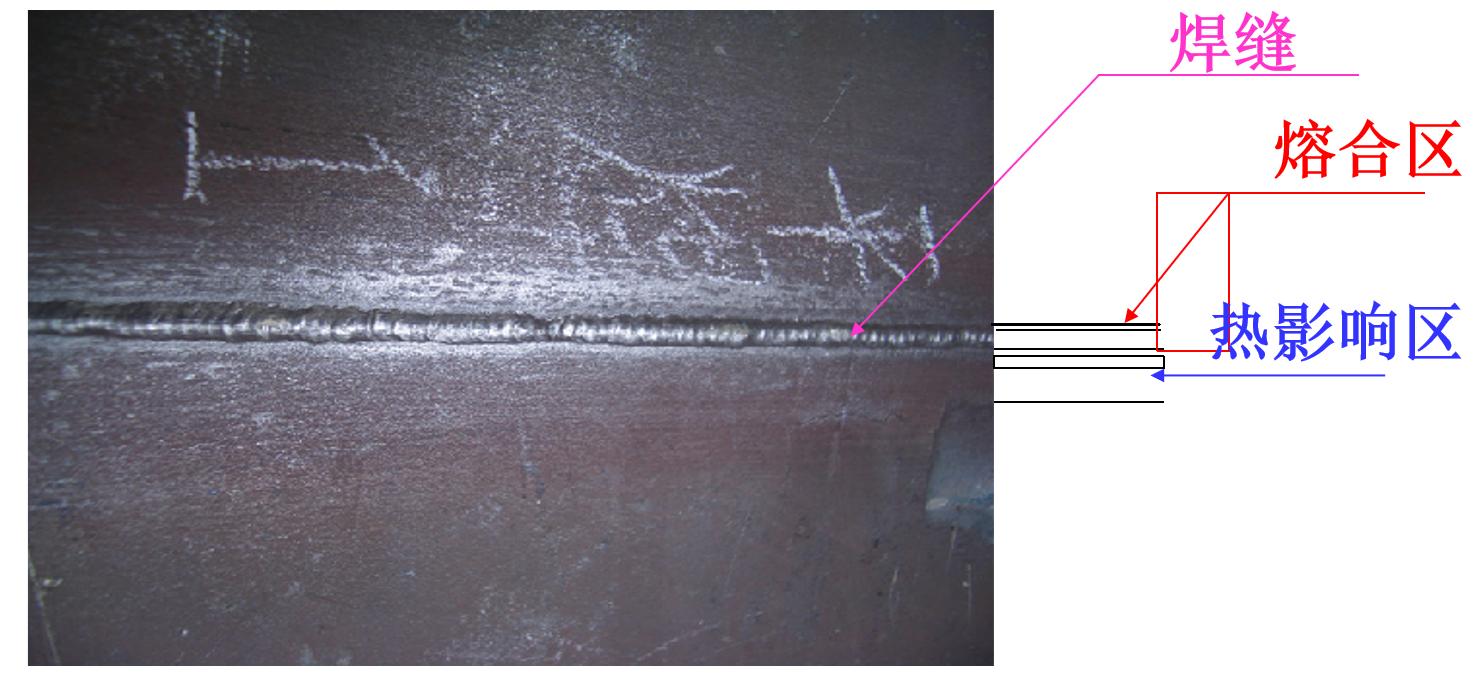
焊接接头的基本形式

因焊接方式而连接起来的接头,被称作焊接接头,焊接接头当中有焊缝,还有熔合区,以及热影响区。
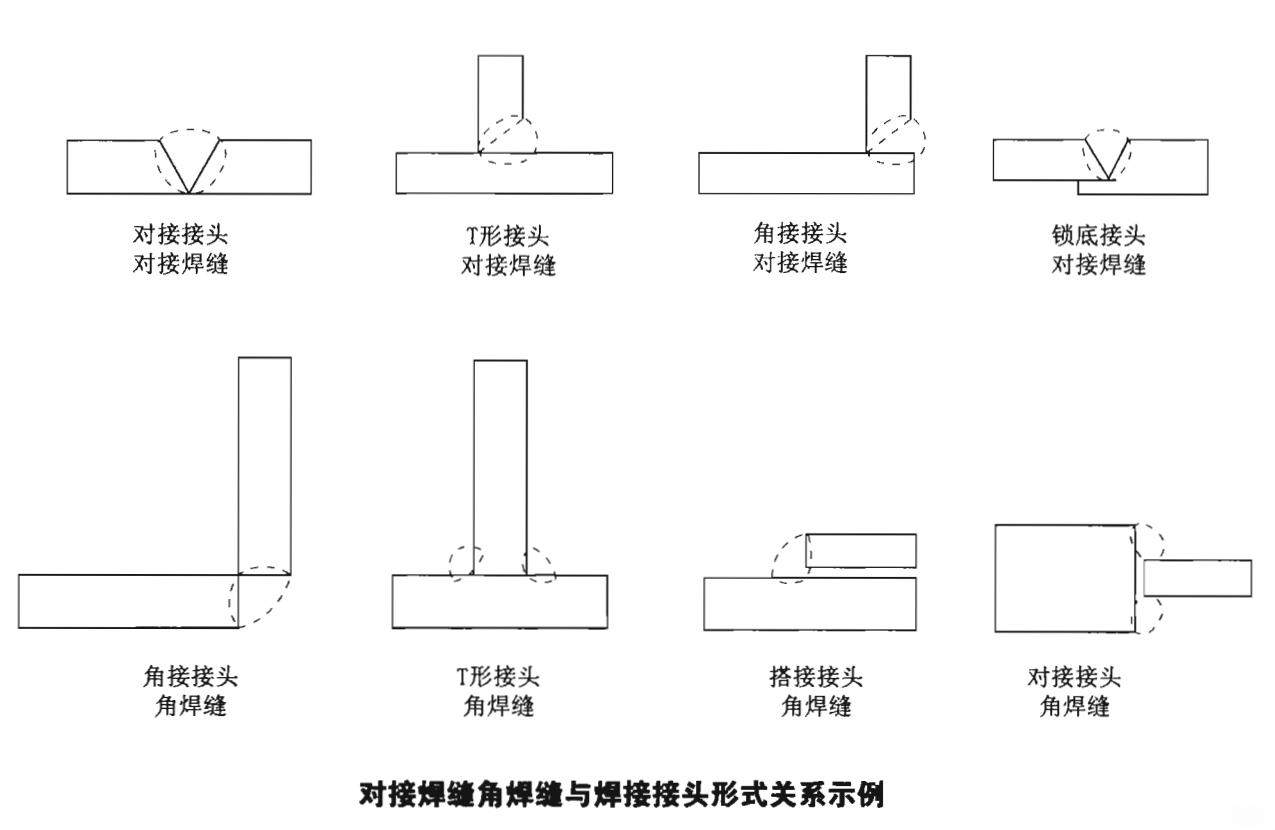
常见的焊接接头形式
坡口的选择原则
1.保证焊接质量
2.便于焊接施工
3.坡口加工简单
4.便于控制焊接变形
介绍几种主要的坡口加工方法
1.坡口加工方法分类
坡口加工方法可分为:

1)气割、等离子切割、碳弧气刨等热切割加工。
2)切削、剪切、磨削等机械加工。
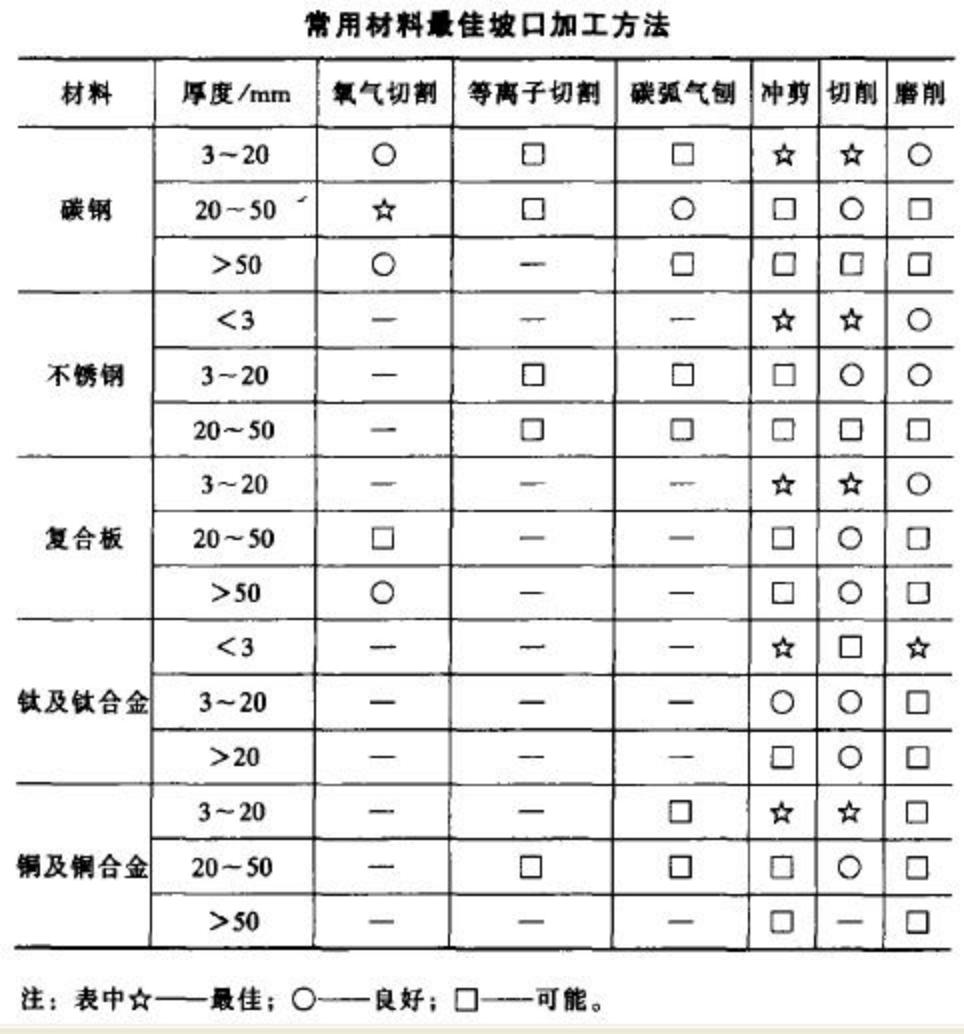
常用材料最佳坡口加工方法
2.热切割
(l)氧气切割在热切割坡口中,最常采用的是氧气切割方法。
跟机械加工切割相比较而言,氧气切割具备一系列特性,诸如设备构造较为单纯,投资所需费用不多,操作起来便捷容易,并且灵活性相当不错等,特别是它能够对各种带有曲线形状的零件以及大厚度的工件实施切割,切割得出的质量状况良好,所以在工业生产里,对于碳钢以及低合金钢切割而言,它始终是被广泛运用的基本方式。在氧气进行切割之时,当正确把握切割参数以及操作技术所限定的条件下,气割坡口的质量是良好的,能够直接用于装配以及焊接。
(2)用于切割不锈钢的等离子切割,切割有色金属时也常用,在一般氧气切割不锈钢时,因不锈钢含较多铬,切口中会形成高熔点、粘性大的Cr2O3熔渣,此熔渣粘附在切口面上,阻碍切割氧与铁反应,进而致使气割过程中断,等离子切割是借助高温等离子电弧的热量,让工件切口处的金属局部熔化,并且凭借高速等离子的动量,排除熔融金属来形成切口的一种加工方法,它不同于利用铁一氧燃烧反应化学过程的氧气切割法,是利用物理过程的熔割法。
因为等离子切割速度快,故而在碳钢方面也有采纳,然而其切割面的表面粗糙度比不上气割,并且在切割厚板的时候,无法获得直角切割面,除此之外,碳素钢空气等离子切割时,切割面上会形成白色氮化层,这样的切割面直接用于焊接,常常会产生气孔,所以,用于焊接的空气等离子切割面在焊前必须进行打磨或者再加工。
(3)采用碳弧气刨这种方式能够对坡口进行加工,然而其刨削面精度是较为欠缺的,并且噪声比较响亮,污染状况颇为严重。碳弧气刨还有一个主要的用途,那便是将有缺陷的焊缝予以去除,以此用于焊缝的返修。
3.机械加工
(1)切削时,会采用切削方法来加工坡口,其尺寸精度颇高,坡口面的表面粗糙度同样很高,并且不存在热影响区。加工坡口存在刨、铣这两种方法。然而,运用切削加工坡口存在缺点,具体在于,不管是刨这种方式,还是铣这种方式,加工面与刃口的冷却以及润滑都得使用润滑油,要是坡口面的润滑油清除得不干净,那么在焊接时常常会造成如气孔、裂纹、氢脆等之类的缺陷。
(2)加工面经剪切后,其被划分成四个部分,分别系喇叭口、剪切面、断裂面以及飞边,此划分依据为加工时的应力状态。通常而言,各部分与板厚存有特定关系,具体来说,当上刃与下刃间隙增大时,喇叭口和飞边会相应变大,而剪切面则会变小。故而,因采用剪切加工的坡口面存在喇叭口和飞边部分,所以坡口面以及钝边都不易保持整齐,在一般情况下,经剪切后需开展切削加工。
(3)用手提砂轮机来进行磨削加工坡口,这几乎是普遍的做法。当下的磨削工具具备小型轻便的特点,使用起来相对便利,然而其工作效率较低,安全性欠佳,卫生条件也不容乐观。此加工方式很大程度依托操作者的经验与直觉,故而要确保坡口精度颇具难度。不过,风动砂轮以及电动砂轮总成本不高,用途广泛,对于厚度小于8mm的部件,较多采用磨削方法加工坡口,这种方法在现场修磨坡口方面更为适用。
采用这种方法之际,需要留意的是,选取砂轮一事,尤为是针对超低碳不锈钢以及有色金属而言,砂轮的砂粒会致使工件被污染,进而引发脆化情况,所以对于砂轮的挑选以及使用过程当中的管理,务必要给予充分的关注。
4.小结
综之前述,要想取得理想的焊接坡口质量,挑选恰当的坡口加工方法是极为重要的。
(1)于热切割加工方法里,氧气切割较多被用于切割碳钢以及低合金钢,等离子切割主要针对不锈钢与有色金属,而碳弧气刨在焊缝返修当中的应用更为频繁。
(2)对于机械加工方法而言,切削加工可保障尺 寸精度以及坡口表面粗糙度,然而在焊接之前,一定要实施必要的 除油处理,其中,剪切主要应用于薄板加工方面,通常情况下,在剪切之后需要开展切削加工,磨削加工不仅成本低廉,而且用途特别广泛,适合用于现场修磨坡口,不过务必要留意砂轮的选择以及使用过程中的管理。










