
连接方式里面, 焊接属于那种不可拆的, 它是把两个需要连接的金属零件, 在其连接的地方, 使局部进行加热, 并且还要填充熔化金属 , 或者采用加压等办法, 从而让它们熔合在一起, 而焊接熔合的那个地方, 也被叫做焊缝。
用于焊接的结构具备这样一些优点, 其质量较为轻, 连接方面是可靠的状态, 工艺过程呈现出简单的特性, 设备也具有简单的特点等优点。
1)相比铸造结构, 焊接结构质量较轻, 结构设计的自由度较大, 由于不需要制模, 所以制造周期短, 成本低, 在小批量生产时, 这一优点更为突出。
2)对于铆接以及螺栓结构而言, 与之相较, 这种结构不存在间隙, 从而使得防腐变得便利, 此外, 由于不需要附件, 所以这种结构还具备质量较轻的优点。
焊接结构中, 对于焊接质量的要求程度颇高, 而确保焊接质量乃是采用焊接结构的关键所在。
保证或提高焊接质量的三种途径:
1)碳钢之中, 碳的质量分数少于百分之零点二二时, 其具备良好的可焊性能, 而这是选择材料时极为重要的一条标准。
2)工艺, 是包含前处理的工艺, 是包含后处理的工艺, 是包含焊接工艺的工艺, 而其中焊接技能乃是起到决定作用的因素。
3)焊缝受载形式, 是结构影响因素之一, 大小也是结构影响因素之一, 是否有利于焊接工艺的施行同样是结构影响因素之一。
焊接件结构设计准则:
1)几何连续性准则:
焊缝的强度, 尤其是在动载荷情况下的焊缝强度一般比周围材质强度低,其影响区的强度同样如此, 并且焊缝往往带有内应力, 所以应尽可能把焊缝设置在应力水平相对较低的区域。
例如:避免在几何形状突变处设置焊缝(因为这里应力集中。);
当焊缝要连接的两侧有情况时, 情况是有时没办法确保几何形状衔接的连续性, 常见状况是板的厚度不一样。针对这种情况, 在进行结构设计的时候, 要留出过渡结构, 目的是以此减轻几何形状突变的特性。
工程应用实例:
(1)不同板厚焊接时,留有过渡结构,减轻几何形状的突变性;
(2)进行压力容器焊接之时, 在曲率突变点, 其应力集中相当严重, 这里也是高应力区, 是不适合设置焊缝的, 此时要把封头在距离焊接处一定距离的区域予以弯曲, 进而使得焊缝处不再存在曲率突变。
(3)焊接不同厚度管时,尽量将焊缝错开,避免圆周焊缝。
2)避免焊缝重叠准则:
针对复杂结构实施焊接作业时, 常常会碰到多条焊缝相互交错且重叠的状况, 由于焊缝交汇的区域刚性极大, 致使结构出现严重的翘曲现象, 进而使得焊缝内部的应力得以增大。因结构经历多次过热, 导致材料的性能有所降低, 产生裂纹的可能性增大。这些多方面的情况, 均会致使焊接所形成的结构承载性能随之降低。由此可见, 我们应当对焊缝的交叉重叠情形予以避免。
防止焊缝的交叉重叠的结构措施有三种:
(1)加辅助结构;
(2)切除部分;
(3)焊缝错开。
3)焊缝根部优先受压准则:
当焊接构件承受弯曲作用, 也就是构件的一面存在受拉情况, 而另一面处于受压状态时, 焊缝根部应当放置在受压的那一面。这是由于焊缝根部容易产生缺口作用, 其承受拉载荷的能力相比于承受压载荷的能力要差, 所以对于载荷方向会发生变化的焊接构件而言, 可以采用双面焊。
4)避免铆接式结构准则:
在工程实际当中, 有不少焊接结构是通过模仿铆接结构而得到的, 这类结构一般会采用衬板、搭接等形式, 表面上好像增强了承载能力, 然而实际上并非如此。
5)避免尖角准则:
尖角的地方, 进行焊接定位存在困难, 焊接的质量不容易得到保证, 并且热熔体太小, 尖角容易被熔化, 这样的焊接结构不应该被采用。
6)便利焊接工艺准则:
焊接结构的设计条件中, 不但要达成结构自身功能的需求, 而且还得符合焊接工艺的要求, 而焊接工艺涵盖的范畴里, 不仅仅是焊接这一行为本身, 同时还包含了前期处理、后期处理以及检测。
(1)要有足够大的操作空间;
(2)焊接要方便定位;
(3)焊接件要方便检测;
(4)点焊需要有足够大的平台,避免电极与旁边的板材粘结。
7)对接焊优先准则:
焊缝形式存在多种样式, 当中对接焊缝的强度是最高的, 在承载负荷较大的情形下, 特别是在动载荷发挥作用时会优先予以采用, 然而并非在任何状况下对接焊都会被优先适用, 比如说角焊缝尽管强度比不上对接焊缝那么高, 不过它不需要进行前期处理, 能够节省成本, 在载荷量不大的时候可以优先选用。
8)焊接区柔性准则:
在焊接进程当中, 焊接区域受到高温的作用, 构件由此产生热变形, 处于这种状态下的两构件被连接成为一个整体, 当焊接所产生的热量消散之时, 因为所引发的热变形由于自由变形受到新的限制所以无法完全消除掉, 进而据此产生残余变形, 并且引起内应力。消除这种内应力的运用广泛且较为常见的办法是把焊接完成的构件予以热处理。采用热处理工艺确实能够有效地降低或者消除内应力, 进而提升焊接质量, 然而与此同时也提升了构件的制造成本, 当构件体积较大的时候, 进行热处理还相对比较困难。借助有目的的结构设计同样能够减少内应力。
应力于焊接区内产生, 其根本缘由在于, 结构自由变形遭受一定程度的限制, 焊接区周边刚性越大, 该限制便越大, 所以, 在具备可能性的情形下, 应尽力削减焊接区周边构件的刚性, 如此一来, 便从根本层面减少了内应力的产生。
9)焊接量最少准则:
结构中焊接量最少的那种焊接结构才是最好的, 要在最大程度上减少焊缝的个数以及焊接量。焊缝在机械性能方面, 原则上来说, 相较于母材是差一些的, 焊接量要是大的话, 这就意味着过热影响的区域会大, 结构所产生的内应力以及热变形也会大, 这样一来就提高了对于热处理以及结构校正的要求。
附:简述焊接件图样表达。
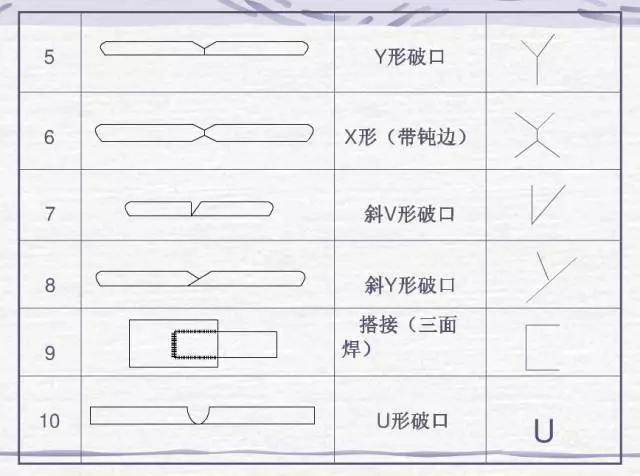
于焊接件图之上, 把焊接要求予以表达之际, 通常而言, 得把焊缝的型式、尺寸清晰地表示出来, 有时候, 还需要对焊接方法以及要求加以说明。
焊缝代号依托基本符号、辅助符号、补充符号指引线以及焊缝尺寸符号等共同构成, 基本符号用于呈现焊缝横剖面形状, 辅助符号则是用以说明对焊缝的辅助要求。
箭头线, 以及两条基准线, 其中之一是实线, 另一条是虚线, 它们共同构成指引线。








暂无评论内容