

现阶段, 金属切削技术已然提升不少, 可是针对难加工材料而言, 其切削效率依旧很低, 究竟怎样提升切削效率, 并且降低加工成本, 这是当下制造业所面临的主要问题。
由于航空航天、石油、化工、兵器以及原子能等工业呈现出蓬勃发展的态势, 各种各样难以进行加工的材料也得以被广泛运用, 在这些材料当中, 不锈钢、钛合金、淬硬钢等材料具备代表性。
1、不锈钢
材料加工硬化性极大, 于切削进程里面, 可以产生塑性变形的是被加工材料;不锈钢的导热率相当低, 如果进行切削加工的话, 切屑所带走的热量很少, 切削点的温度就会上升, 进而致使刀具寿命变短;与此同时, 不锈钢亲和性很强, 容易让刀尖产生积屑瘤, 并且后刀面会产生附着物, 最终造成被加工表面精度下降。
2、钛合金
钛合金切削加工性呈现出这样的情况, 密度小, 导热性差, 切削加工时切削热不容易扩散, 致使刀具寿命非常短。钛合金亲和力大, 有着高的化学活性, 容易和相接触的金属亲和, 造成粘结、扩散加剧, 刀具磨损。钛合金弹性模量低, 弹性变形大,会让已加工表面与后刀面的接触面积大, 磨损严峻。

3、淬硬钢材料
它很大的特点在于, 硬度是高的, 强度也是高的, 它具有的塑性是差的, 它的导热性也是差的。在进行切削这个过程的时候, 切屑与前刀面相接触的长度属于短的情况, 所以呢, 切削力以及切削温度是集中于切削刃附近区域的, 这样很容易致使刀具出现磨损以及崩刃的状况。
难加工材料难以加工, 是因其相对切削性极差原因所在, 像具有高硬度, 高强度, 高塑性, 高韧性, 低导热性, 低塑性, 高脆性, 化学性能过于活泼诸般特点, 致使切削过程里切削力大, 切削温度高, 切屑难于控制, 加工硬化严重, 刀具耐用度低等问题出现。
1、采用新型材料
立方氮化硼刀具, 硬度虽比金刚石略低, 却远超其他高硬度材料, 热稳定性比金刚石高很多好多, 能达1200℃以上, 适合高温干切削, 还有一个优点是化学惰性大。
高速钢刀具性能并非足够先进, 于高速钢基体之上, 运用物理气相沉积即PVD法, 涂覆耐磨材料薄层通常是TiN, 能够明显提升刀具寿命还有加工表面质量, 削减切削力。
具有粉末冶金制品特点的硬质合金刀具, 是由碳化物(WC、TiC等)构成的, 按晶粒形态的细小程度可区分成普通硬质合金、细晶粒硬质合金以及超细晶粒硬质合金这三类;而依据化学成分又能分成钨钴类(YG)、钨钴钛类(YT)以及添加稀有碳化物类(YW)这几种。钨钴钛(YT)类刀具, 对于钛合金有着强烈的亲和力。
对于金刚石刀具情况如下, 它有着极高的硬度, 还有耐磨性, 其刃口锋利, 具备的还有低摩擦系数, 再者高弹性模量也有, 高导热系数同样存在, 另外与非铁金属亲和力小等优点也有。金刚石类刀具适用于难加工材料做精加工, 也适用于做超精加工。金刚石的耐热温度仅仅只有700升至800℃, 在加工的时候必须要进行充分的冷却, 同时还要进行充分的润滑。
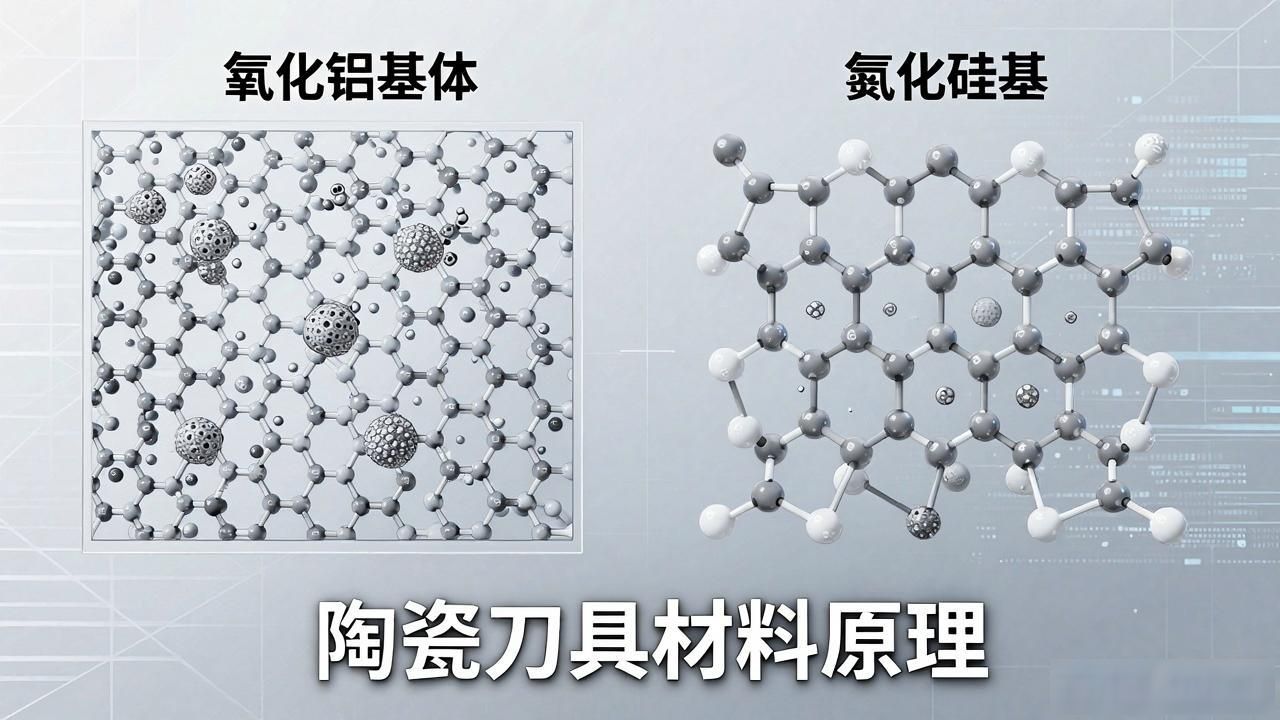
借助在氧化铝基体里添加碳化物、氮化物、硼化物、氧化物等, 还有在氮化硅基体中添加同样这些物质, 借此得到陶瓷刀具材料。陶瓷刀具具备的高温性能比硬质合金更好, 因此它适用于高速切削。Si3N4基陶瓷刀具所拥有的断裂韧性以及抗热震性, 要高于Al2O3基陶瓷刀具, 所以适合用于铸铁的高速切削。
2、 采用非常规切削
(1)加热切削法
一种加热切削法是导电加热切削, 这种方法要在工件和刀具的回路里, 且工件得是导电体, 施加低电压, 大概是 5V, 还要施加 大电流, 约 500A, 靠这个使切削区生出热量。另一种加热切削法是等离子体加热切削, 也就是用等离子弧给靠近刀尖的工件材料加热, 让其硬度、强度降低, 依此以此改善切削条件。
最近这些年, 在国内出现了一种名为“电熔爆”的切削方法, 带电的刀盘和被加工的表面会产生剧烈的放电情况, 被加工的表层能够快速地被熔化、然后进行爆离, 进而把余量给切掉, 这种方法使得工件内部的材料是不会受到热的影响的, 它的效率比较高, 对于硬的、软的、黏料都是适用的, 既能够对其进行粗加工, 又能够对其进行精加工。

(2)低温切削法
低温切削法, 会采用液氮(-180℃)或者液体CO2(-76℃)当作切削液, 能够降低切削区的温度, 就如同图3所展示的那样。依据试验, 运用这种方法, 主切削力能够降低20%, 切削温度能够降低300℃以上, 与此同时积屑瘤会消失, 提升了已加工表面的质量, 刀具耐用度能够提高2至3倍, 在加工高强度钢、耐磨铸铁、不锈钢、钛合金的时候都有效果。
(3)豪克能加工
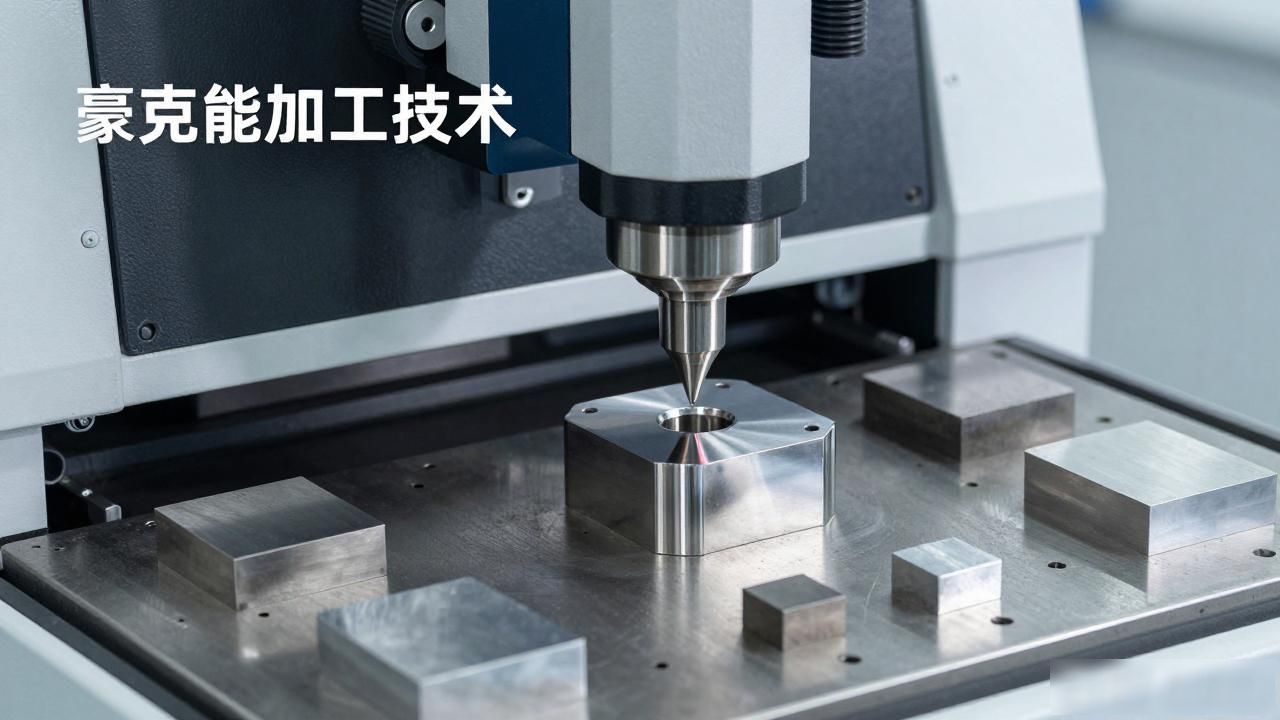
豪克能是一种能量加工方式, 它通过利用激活能与冲击能的复合能量, 来针对金属零件展开加工, 这种加工在一次进行时, 就能让零件表面达成镜面效果, 还能够实现改性, 拥有创新性能量加工技术的特点。鉴于金属在常温时具备冷塑性这一特质, 采用运用的豪克能针对金属表面实施复合能量的那种加工途径, 得以让金属零件表面达成更为理想的表面粗糙度规定;与此同时它属于不去除材料的那种加工途径, 能够在确保工件表面完整性的状况下开展加工, 预先设定理想且可控的压应力, 进而延长工件的使用期限;提升零件表面的显微硬度, 以及耐磨性与疲劳强度和疲惫寿命;契合不锈钢、铝合金、铜合金、钛合金、镍基合金等金属材料的镜面加工需求。
(4)超高速切削法
常规切削时, 提高切削速度之所以会使刀具耐用度降低, 是因为有人提出, 当切削速度增高到一个临界值时, 切削温度便达到最高值, 此后温度会随着速度持续提高而降低, 切削力也跟着下降这样就能获得较高的表面质量, 这便是超高速切削的理论基础, 不过因为美国、德国、日本的学校以及工厂在超高速切削方面虽有诸多实践, 然而这种切削方法, 常常会受到多方面设备条件限制而难以推广, 并且它在难加工材料切削中究竟能否发挥作用, 目前尚有待深入探讨。
(5)采用特种加工方法
除了上述各类方法之外, 工程机械零件的加工, 陆续研究出一些和切削加工原理全然不一样的加工方法, 像电火花加工、电解加工、超声加工、激光加工、电子束加工、离子束加工等, 这些被称作特种加工方法。
在特种加工方法里, 工具跟工件基本上不接触, 加工的时候没有明显的机械作用力, 能够加工脆性材料, 以及精密细微零件, 还有薄壁和弱刚性零件等。此方法借助电能、化学能、声能、热能去除被加工材料, 瞬时能量密度相当高, 能够加工任何高硬度材料。












暂无评论内容