
这些年以来, 机械制品朝着多功能、高功能化的方向发展, 这种发展的态势是极为强劲的, 进而对零件提出了必须达成小型化、微细化的要求。要想满足这些要求, 那么所使用的材料就一定要具备高硬度、高韧性以及高耐磨性, 可是具有这些特性的材料, 它们自身的加工难度也是格外大的, 所以就出现了新的难加工材料。难加工材料就是如此, 伴随着时代的发展以及专业领域的各不相同而出现。其独有的加工技术亦是随着时代以及各个专业领域的研究开发而持续不断地向前发展。
另一方面, 信息化社会来临, 难加工材料切削技术信息能够借助因特网相互交流, 所以, 以后有关难加工材料切削加工的数据这些信息会愈发充实, 加工效率肯定也会进一步提升, 本文围绕难加工材料切削加工为核心, 阐述该技术近些年的发展动向。
切削领域难加工材料
切削加工时, 通常会出现刀具磨损, 其包括如下两种形态, 其一为, 因机械作用而致使出现磨损, 像是崩刃或者磨粒磨损等情况;其二为, 因热及化学作用而导致出现磨损, 诸如粘结、扩散、腐蚀等磨损, 还有因切削刃软化、溶融而产生破断、热疲劳、热龟裂等。
切削难加工的材料之际 , 在很短时间里头 , 就出现了上述的刀具磨损情况。这是因为被加工的材料里头 , 存有比较多且促使刀具磨损的因素。举例来说 , 多数难加工的材料 , 都具备热传导率较低这样的特点。在切削的时候 , 产生的热量特别难扩散开来。由此导致刀具刃尖的温度非常高 , 切削刃受到热的影响极其明显。这种影响所产生的结果 , 会让刀具材料粘结剂在高温状态下 , 粘结强度下降。wc也就是碳化钨等粒子 , 很容易分离出去 , 进而加快了刀具的磨损速度。此外, 难加工材料当中的成分, 与刀具材料的有些成分, 在切削高温的条件之下, 会产生反应, 进而出现成分析出的情况, 或者出现成分脱落的状况, 又或者生成其他的化合物, 而这将会加速形成崩刃等刀具磨损的现象。
在切削高硬度、高韧性的被加工材料之际, 切削刃的温度会变得很高, 并且还会出现和切削难加工材料时类似的刀具磨损情况。比如说在切削高硬度钢的时候, 跟切削一般钢材相比较而言, 切削力要更大一些, 要是刀具刚性不足的话, 将会引发崩刃等现象, 这会让刀具寿命不稳定, 进而还会缩短刀具寿命, 特别是在加工生成短切屑工件材料时, 会在切削刃附近出现月牙洼磨损, 常常在短时间内就会出现刀具破损。
从事切削超耐热合金这项工作时, 鉴于该材料在高温状态下硬度极高, 进行切削操作之际, 应力会大量聚集于刃尖部位, 如此一来, 便会致使切削刃出现塑性变形这种情况;与此同时, 因加工硬化现象所引发的边界磨损状况也较为严重的。

鉴于这些特性, 故而当要求用户对难加工材料进行切削操作时, 一定要审慎地挑选刀具的品种与切削条件, 从而达成理想的加工成效。
难加工材料切削加工应注意问题
切削加工大概被划分成车削、铣削, 还有以心齿为之主要切削的情况(像钻头、立铣刀端面切削之类), 这些切削加工之中, 切削热对于刃尖所产生的影响也是各不一样的。车削属于一种连续切削, 刃尖承受的切削力没有明显的变化, 切削热持续作用在切削刃上面;铣削却是一种间断去切削, 切削力断断续续作用于刃尖, 切削的时候会发生振动, 刃尖所受到的热影响, 在切削的时候加热, 在不切削的时候冷却, 交替着进行, 总体所受的热量比车削的时候要少。
铣削之际, 切削热呈现出一种属于断续加热的现象, 刀齿在非切削之时就会被冷却, 如此情形将会对刀具寿命的延长有所助益。日本理化研究所针对车削以及铣削刀具寿命展开了对比试验, 那铣削所用到的刀具乃是球头立铣刀, 而车削用于的就是一般车刀, 二者处于相同的被加工材料切削条件,(鉴于切削方式存在差异, 切削深度、进给量、切削速度等仅仅能够做到大体上是一致的), 以及在同一环境条件之下开展切削对比试验, 其结果显示出, 铣削加工于刀具寿命延长这方面更为有利。
进行切削时, 使用带有心刃(也就是切削速度等于0m/min的部位)的钻头、球头立铣刀等刀具, 常常出现靠近心刃处工具寿命低下的状况, 不过这仍比车削加工时要好。
对难加工材料开展切削操作时, 切削刃受热所产生的影响颇为显著, 这常常会致使刀具寿命有所降低, 要是切削方式属于铣削, 那么刀具寿命会相对而言长一点儿。然而, 难加工材料无法自始至终全都运用铣削加工来完成, 这种期间总会存在需要进行车削或者钻削加工的时刻, 所以, 需针对不同的切削方式, 采取与之相称的技术措施, 以此提高加工效率。
切削难加工材料用刀具材料
立方氮化硼在高温下具有现有刀具材料中最高的硬度, 其极其适合被运用在针对难加工材料的切削加工之中。新型涂层硬质合金是以超细晶粒合金作为基体的, 它选用了高温硬度良好的涂层材料来进行涂层处理使得这种材料具备优异的耐磨性, 它也是能够被用于难加工材料切削的优良刀具材料之一。
化学活性高、热传导率低的难加工材料钛、钛合金, 可选用金刚石刀具来进行切削加工。cbn烧结体刀具适用于高硬度钢及铸铁等材料的切削加工, cbn成分含量越高, 刀具寿命就越长, 切削用量也能够相应提高。据报道, 目前已经开发出不使用粘结剂的cbn烧结体。
适用于铝合金、纯铜等材料切削加工的是金刚石烧结体刀具, 金刚石刀具刃口锋利, 热传导率高, 刃尖滞留热量较少, 能把积屑瘤等粘附物发生控制在最低限度之内, 切削纯钛钛合金时, 选用单晶金刚石刀具切削较为稳定, 还可延长刀具寿命。
涂层硬质合金刀具对于各种难加工材料进行切削加工基本都适用, 可是涂层性能, 像是单一涂层、复合涂层, 它们之间的差异是非常大的, 所以呢, 要依据不同的加工对象, 去选用适宜的涂层刀具材料。有报道称, 最近已经开发出了金刚石涂层硬质合金、dlc涂层硬质合金, 这使得涂层刀具的应用范围被进一步扩大了, 并且已经能够用于高速切削加工领域了。
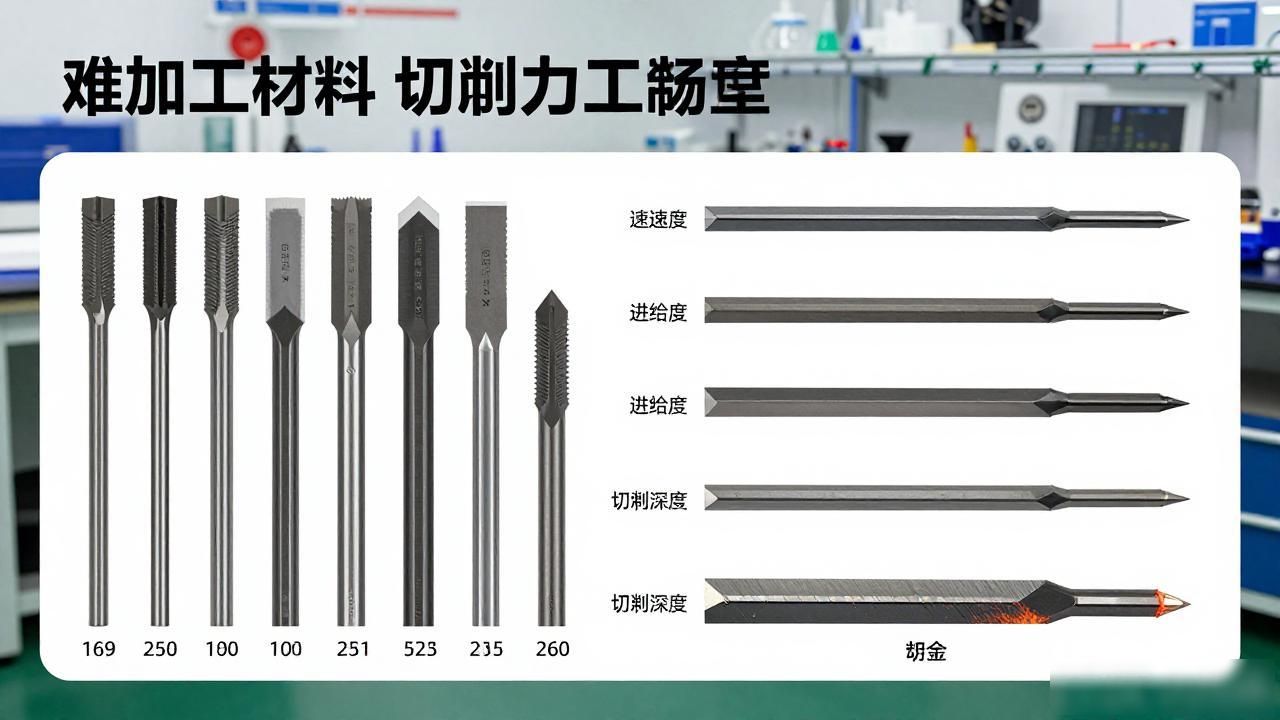
切削难加工材料刀具形状
进行切削难加工材料的操作时, 刀具形状的最佳化能够充分地发挥刀具材料的性能, 要选择与难加工材料特点相适应的前角、后角、切入角等刀具几何形状, 对刃尖进行适当的处理, 这对提高切削精度、延长刀具寿命有着很大的影响, 所以, 在刀具形状方面绝对不能掉以轻心。但是, 随着高速铣削技术的推广应用, 近来已经渐渐采用小切深手段以便减轻刀齿负荷, 采用逆铣方式并提高进给速度, 所以, 对于切削刃形状的设计思路也有所改变。
对难加工材料开展钻削加工之际, 增大钻尖角, 做出十字形修磨, 乃是降低扭矩切削热的有效途径, 利用其手段能够把切削以及切削面接触面积控制于最小范围当中, 这对于延长刀具寿命、提升切削条件极为有利。钻头进行钻孔加工之时, 切削热极容易滞留在切削刃附近, 并且排屑也相当困难, 而切削难加工材料之时, 这些问题更为显著突出, 对此必须予以充足的关注。

通常情况下, 为了能够让排屑变得更加便于操作而更容易些, 设在后面部分的是钻头切削刃处的冷却液喷出口, 它能够供应足够量的水溶性冷却液或者雾状冷却剂之类的, 这样一来让排屑更加顺利通畅, 而且这种方式对于切削刃的冷却效果也是很理想的。最近这些年, 已经研制生产出一些润滑性能良好的涂层物质, 当把这些物质涂镀在钻头表面之后, 在使用其进行加工3至5天的浅孔时, 可以采用干式钻削的方式。
历来孔精加工采用镗削方式, 然而近来已渐渐从传统连续切削方式转变为采用等高线切削这种间断切削方式, 这种方式对于提高排屑性能、延长工具寿命都更为有利, 所以, 这种在设计上用于间断切削的镗削刀具一经设计出来, 就马上被应用于汽车零件cnc切削加工, 在螺纹孔加工方面, 目前也已采用螺旋切削插补方式做加工, 切螺纹用的立铣刀也已经有大量投放于市场了。
如上面所讲述的那样, 存在这样一种逐渐推进的历程, 它是从最开始的持续不断地进行切削, 向着间断性切削的转变, 而这样的转变是紧随对cnc切削的理解层面不断深入之后才得以开展的。当运用这样的切削形势去切削那些难以进行加工的材料时, 能够维持切削过程的平稳状态, 并且还对延长工具的使用期限有着积极的作用。
难加工材料切削条件
曾经, 难加工材料切削的条件一直被设定得相对较低, 后来, 随同刀具性能的提升, 高速高精度cnc机床得以出现, 并且高速铣削方式也被引入等情况, 当下, 难加工材料切削已然步入高速加工以及刀具长寿命化的时期。
嗯, 当下, 采用那种小切深的办法, 以此来减轻刀具切削刃所承受的负荷, 进而能够提高其切削的速度以及进给的速度, 这种加工的方式, 已然成为了切削那些难加工材料的最佳方式。当然, 去挑选适应难加工材料所特有的性能的刀具材料以及刀具的几何形状, 这也是极为重要的, 并且还要力求让刀具切削的轨迹达到最佳化。比如说, 在钻削不锈钢这类材料的时候, 因为材料它的热传导率是很低的, 所以, 必须得防止切削热大量地滞留在切削刃上面, 为了达成这个目的, 应该尽可能地采用间断切削, 这样就能避免切削刃和切削面之间因为摩擦而产生热量, 这对于延长工具的寿命以及保证切削的稳定, 都是会有帮助的。对难加工材料用球头立铣刀进行粗加工时, 可以提高刀具切削部振摆精度夹持刚性, 工具形状夹具应配合好, 以便高速回转条件下, 保证将每齿进给量提高至最大限度可确保有效延长工具寿命。












暂无评论内容