
焊接及其表示方法
GB/T324-2008
焊接
制造业里有一种工艺叫做焊接, 它会把零件连接处加热, 让其熔化, 又或者是加热并加压, 促使其熔化, 熔化过程中(此过程有时要用到填充材料, 有时则不用), 会使连接处熔合成为一体, 而且焊接这种工艺所形成的连接是不可拆的。
焊接加工时所要求的一种是焊接图样, 焊接件的结构以及和焊接有关的技术参数理应在焊接图中明晰表示出来, 国家标准里规定了焊缝的种类, 规定了焊缝的画法, 规定了焊缝的符号, 规定了焊缝的尺寸标注方法, 规定了焊缝的标注方法。
有着电弧焊, 还有电阻焊, 另外气焊以及钎焊, 这些是常被运用的焊接方法, 当中电弧焊的应用最为广泛。
常见的焊缝接头和焊缝形式
(a)对接接头、焊缝
(b)搭接接头、点焊缝
(c)T形接头、角焊缝
焊缝标注方法
图样上焊缝有两种表示方法,即符号法和图示法
01
以符号标注法为主的焊缝标注, 在必要之时允许辅以图示法, 像用连续或者断续的粗线去表示连续或断续焊缝, 在需要之际绘制焊缝局部剖视图或者放大图拿来表示焊缝剖面形状, 用细实线绘制焊前坡口形状等情况。
01
符号法

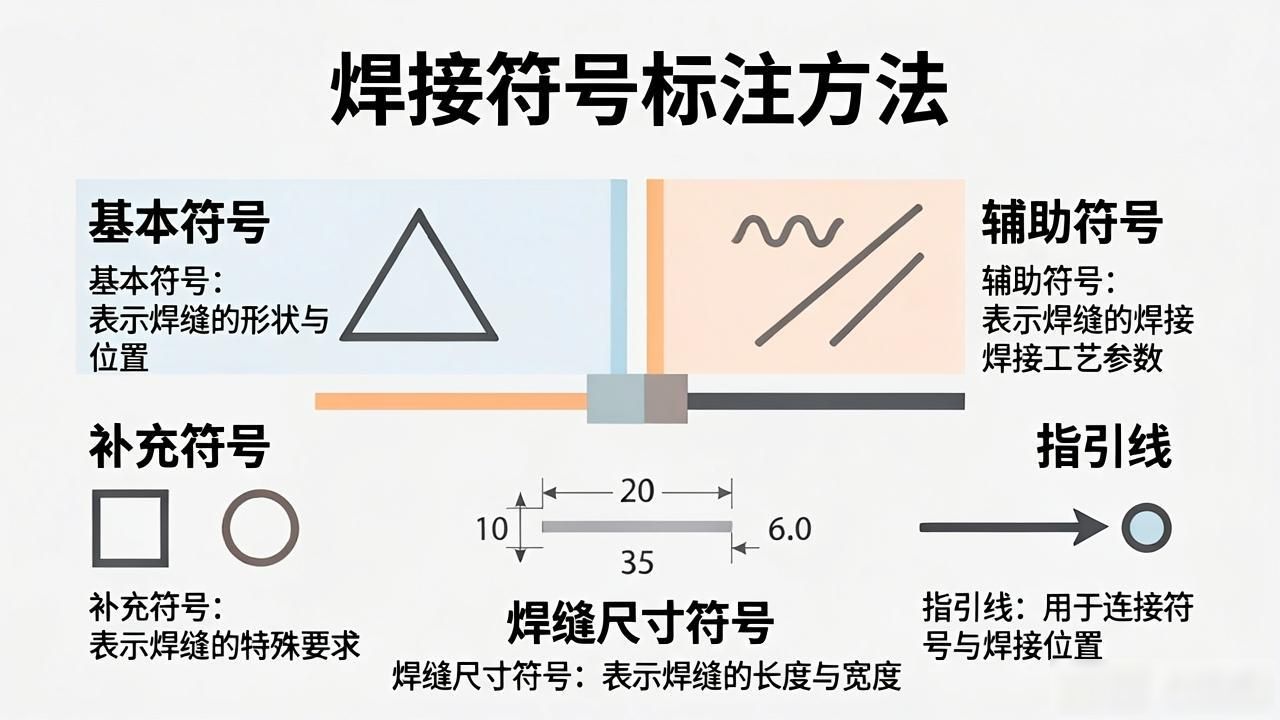
表示焊缝的结构形式, 会用到焊缝代号, 焊缝代号主要是由这些组成的, 有基本符号, 有辅助符号, 有补充符号, 还有指引线以及焊缝尺寸符号。
基本符号, 其作用是用来对焊缝横截面的形状加以说明, 线宽是标注字符高度数值的十分之一, 要是字高为3.5毫米的话, 那么符号线宽就是0.35毫米。
对于标注双面焊焊缝或接头的时候, 存在基本符号的组合情况, 基本符号能够组合起来使用。
辅助符号:是表示对焊缝表面形状特征辅助要求的符号。
辅助符号通常是跟焊缝基本符号一块儿配合着使用的, 在针对焊缝表面形状有着特殊要求的情况之下才会使用。
焊缝补充符号:是为了补充说明焊缝某些特征(范围)的符号
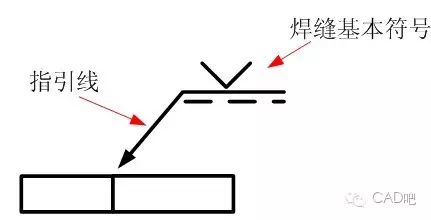
绘制指引线时, 要采用细实线来画, 其中, 一般会有带箭头的指引线, 这被称作箭头线, 同时还有两条基准线, 一条是实线, 另一条是虚线, 并且基准线通常情况下与图纸标题栏的长边保持平行, 在必要的时候, 还能够加上尾部, 这个尾部是由90°夹角的两条细实线构成的。
为了让焊接方法的标注得以简化, 还要使文字说明也被简化, 能够采用国家标准, 乃是GB/T5185-1999规定的情况, 这种规定是用阿拉伯数字去表示金属焊接, 以及钎焊等各类焊接方法的状态, 这种状态被称为代号。
焊接方法标注在指引线的尾部。
看, 图示呈现的竟然是对接接头周边的焊缝情况。而焊条电弧焊(111)所处的位置为非箭头的那一侧, 没错吧。
打底,表面齐平;埋弧焊(12)焊成的V形焊缝在箭头侧,
表面也要求齐平。
1.通常情况下, 箭头线针对焊缝的位置一般不存在特别的要求。要是箭头线径直指向焊缝, 那么它能够指向焊缝的正面或者反面。然而, 一旦标注单边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝, 此时箭头线应该指向有坡口一侧的工件。
基本符号相对基准线的位置(U、V形组合焊缝)
(a)
(b)
(c)
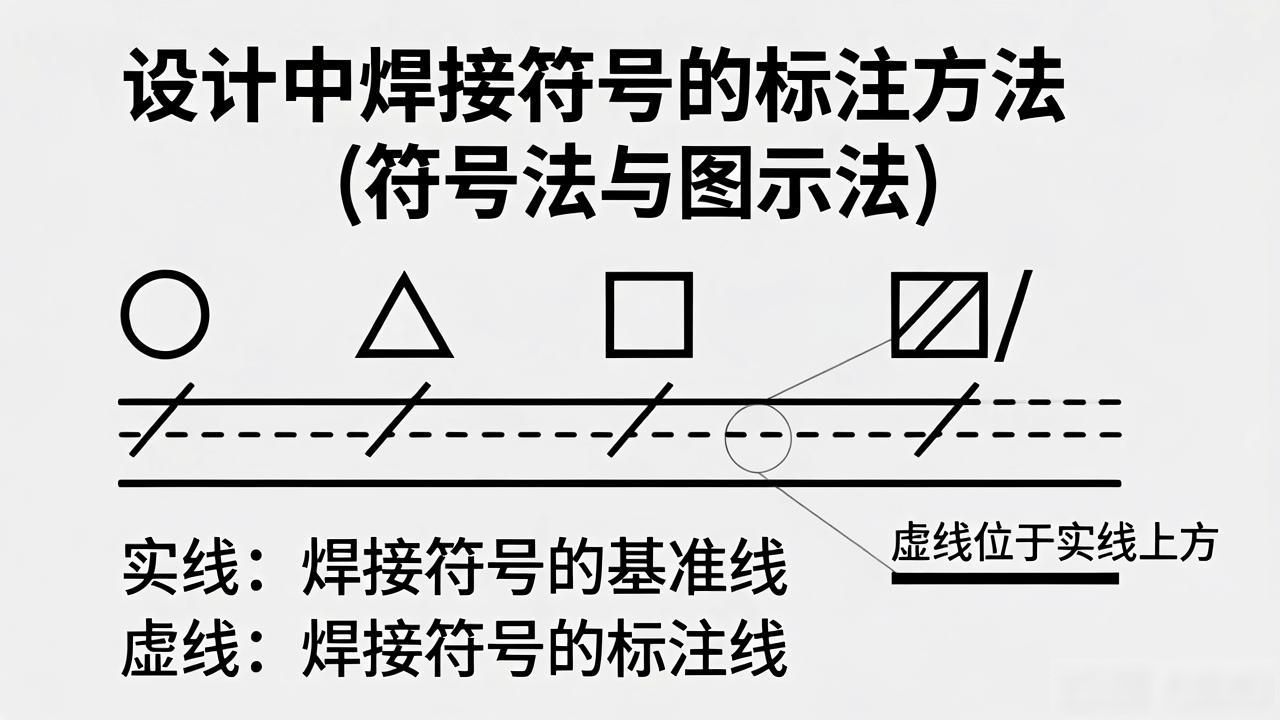
2.基准线的虚线也可以画在基准线实线的上方,如下图
3、倘若箭头线径直指向焊缝, 那么基本符号要标注于实线那一侧。要是箭头线指向焊缝的另一侧, 基本符号需标注在基准线的虚线那一侧。就如同下面这张图。
基本符号相对基准线的位置(双角焊缝)
双面焊缝(单边V形焊缝)
4、标注对称焊缝和双面焊缝时,基准线中的虚线可省略。如下图
对称焊缝(角焊缝)标注
5、箭头线指向焊缝, 另一侧无焊缝要求, 在不致引起误解的情形下, 允许省略基准线的虚线。
焊缝尺寸符号:是表示坡口和焊缝各特征尺寸的符号。
焊缝的尺寸符号为:
01
高度方向
02
长度方向
特定情况下简化标注
例:常见焊缝标注及说明
图7-37焊接装配图实例(支架)
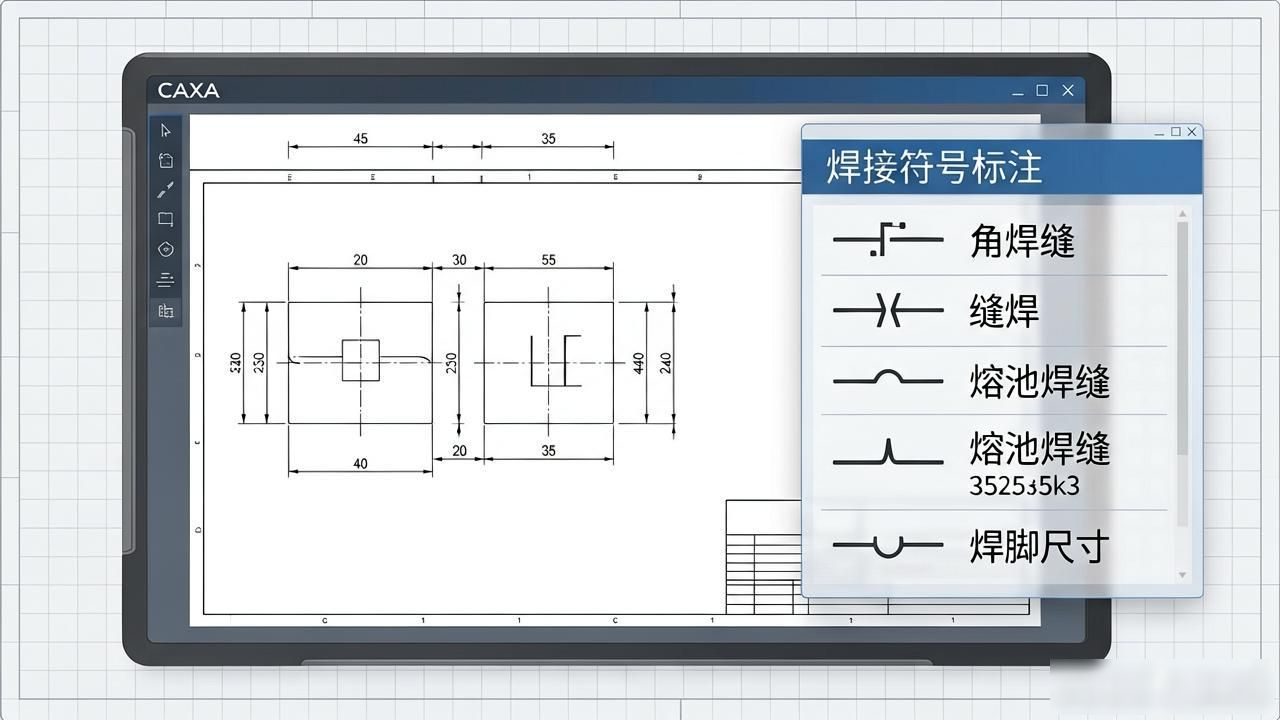
在CAXA电子图板里, 尺寸标注这项功能当中, 提供了焊接符号的标注方式, 去对尺寸标注里的焊接符号做选择, 就会弹出如同图7-38这个展示样子的对话框。
图7-电子图板的焊接符号标注
图示法
国家标准GB/-1990《技术制图焊接符号的尺寸、比例及简化表示法》作出规定, 当需要在图样里简易地绘制焊缝之际, 能够用视图表示, 能够用剖视图表示, 能够用剖面图表示, 还能够用轴测图示意地表示。
在同一图样中,通常只允许采用一种画法。
01
02
感谢聆听
单击此处添加副标题







暂无评论内容