
于钣金件设计之际, 需开展合理之工艺分析, 防止因出现设计缺陷致使模具报废, 不存在实操的设计含有短板, 究竟怎样去避免工艺缺陷呢?
折弯工序的禁忌
一、折弯圆角半径不宜过大
当工件发生弯曲的时候, 除了会产生塑性变形之外, 与此同时还会伴有弹性变形, 进而出现回弹的现象。所以, 弯曲件的圆角不适合过大。不然的话, 就没办法确保折弯角度的稳定。
二、折弯圆角半径不宜过小
造成外层纤维出现拉裂的原因, 是折弯角R过小。其中, 低碳钢的最小弯曲圆角大概是1.0T, 黄铜以及铝的最小弯曲圆角大约为0.6T, 中碳钢的最小弯曲圆角近似于1.5T。
三、折弯直边不宜过小
为了确保工件的弯曲质量, 对于折弯形成的产品而言, 其直边高度为h, 这个h不宜过小, 并且必须要大于或者等于最小弯边高度hmin, 而h满足h≥hmin=r +2t。
式中:
r ——弯曲圆角
t —— 弯曲件板厚
四、折弯边距孔位距不宜过小
把有孔的毛坯进行折弯操作时, 孔距离折弯边缘的距离不适合过小。要是处于折弯边缘的孔的位置太过靠近挨着弯边这种情况, 那么当下有孔的毛坯在进行弯曲动作的时候, 孔原本的形状就会出现改变。从孔的边缘位置到弯曲边缘的距离界定为L, 这个L需要同下文式子相契合:
当t
当t≥2时,L≥r+2t
式中 :
r ——弯曲圆角;
t —— 弯曲件板厚。
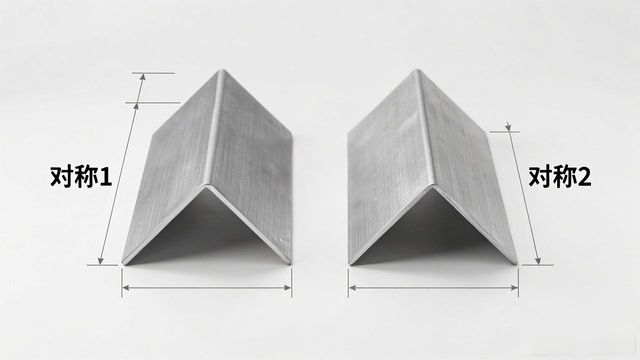
五、折弯形状和尺寸的对称性不宜相差过大
弯曲件, 为防止其出现变形的情况, 其高度之间的相差千万不适合特别大幅度, 弯曲件的形状以及尺寸应当尽可能地做到对称, 不然的话, 在小端那个地方就会产生那种畸形的歪扭现象。要是这样的结果在设计的时候很难进行改善的话, 那就必需得予以保证。
h>r+2t
式中:
h ——小边高度;
r ——弯曲圆角;
t —— 弯曲件板厚。
六、局部弯曲边缘不应忽视冲卸荷孔槽
当在局部对某一段边缘进行弯曲操作时, 为了避免在交接之处因为应力集中从而导致出现撕裂的情况, 不能够忽视要先去冲卸荷孔, 还要切槽, 或者把弯曲线移动到一定的距离之外。
七、窄边弯曲不应忽视工艺切口
窄边进行弯曲操作时, 变形区的截面形状会出现畸变情况, 也就是内表面的宽度会变宽, 而外表面的宽度会变窄。当板宽为b。
要是弯曲件的宽度b, 其精度有着较高要求, 并且不允许存有鼓起的状况, 那么在弯曲线上预先做出工艺切口这件事, 就不应该丝毫忽视。
八、弯曲工序不能忽视回弹
弯曲那会儿, 塑性变形跟弹性变形一块儿存在着。等外载荷没了之后, 弹性变形就没了, 出现回弹。回弹的值跟材料性能, 相对弯曲半径r/t, 弯曲角这些要素有关。
材料的屈服点σs越高, 弹性模量E越小, r/t越小, 弯曲角越大, 那么回弹越大。为保证工件精度, 弯曲时不能忽视回弹。减小回弹可用各种方法, 像修模, 或利用不同部位回弹方向不同, 或局部增加三角肋, 还可采用摆动块的凹模结构以减小回弹。
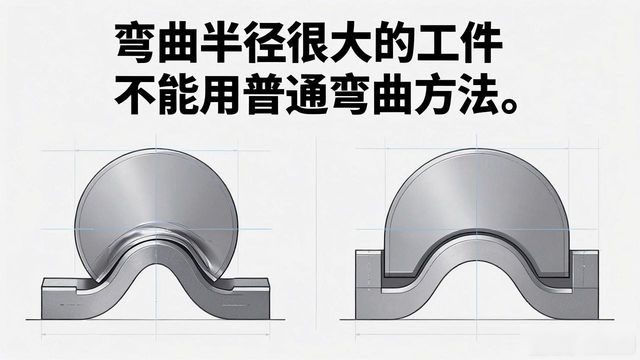
九、弯曲半径很大的工件不能用普通弯曲方法
存在这样一些零件, 弯曲半径十分大, 对于这类, 不能采用普通的弯曲办法。不然, 因其弹性变形极大, 没办法获取所需的形状以及尺寸, 在这种时候, 就可以采用拉弯的方法。
把一个轴向拉力加在板料弯曲之前, 该轴向拉力的数据要让毛坯断面内的应力稍微比材料的屈服点大些, 之后在拉力发挥作用的同一时间开展弯曲。
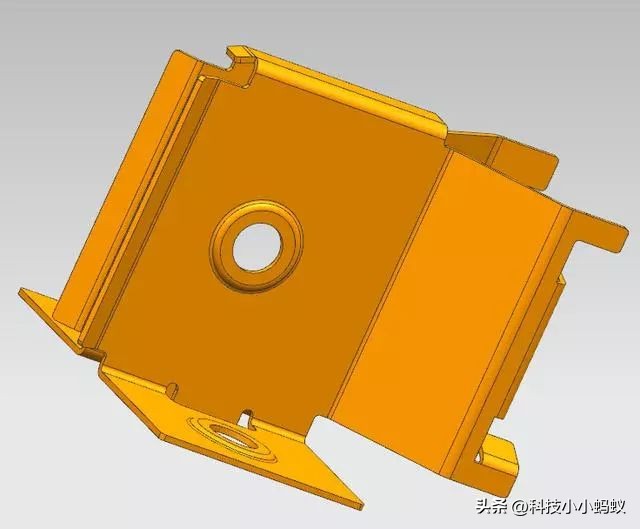
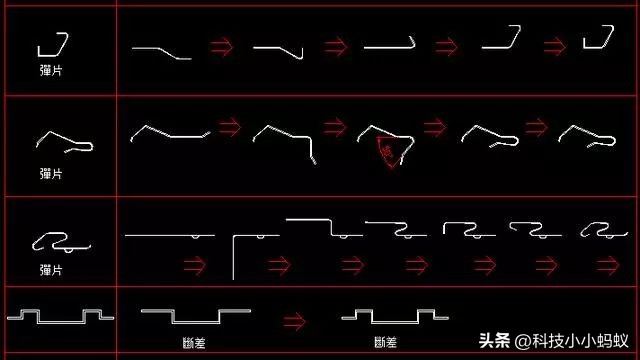
十、复杂形状零件的弯曲不能一次到位
形状复杂的那种弯曲件, 并无法一次就弯成, 而是得经过多次弯曲才能完成成形。工序安排所遵循的原则是, 先去弯曲外角。后续的次弯曲, 绝不能够对前次弯曲的部分造成有关于变形方面影响。弯曲的次数, 有可能是两次, 也有可能是三次, 甚至或许会是多次。
十一、弯曲件边缘不宜有缺口
边缘部分存在缺口的弯曲得的那个部件, 要是在毛坯的状况下把缺口冲出来, 在进行弯曲这个动作的时候就会出现叉口这种情况, 要是严重到一定程度的话就没办法完成成形这个操作了。所以说这就必然得在缺口的地方留出连接带, 等到弯曲完成形成形状之后再来把连接带切除掉。
十二、弯曲模的结构不能忽视毛坯偏移
弯曲工艺里, 偏移实属影响着工件精度的一个关键要素, 所以于初始弯曲之前, 毛坯便得有一部分稳妥地稳于模具一部分之上, 去防止弯曲时出现偏移啊。
应尽可能地去利用零件之上的孔来实施定位, 如果零件之上不存在能够被利用的孔, 那么就可以思考工艺孔定位。

十三、弯曲模结构不应使材料在合模进产生大的局部变薄和划伤
弯曲模合模时要留意, 仅在零件明确的弯曲线位置开展弯曲, 毛坯不可出现大的局部变薄和划伤。采用左图结构弯曲时, 外角C处弯曲线的位置在弯曲进程中会变化, 先是在B点, 最终到C点, 因而致使零件外角形状不准, 直臂部分变薄。
十四、模具结构不应妨碍和阻止毛坯在合模过程的转动和移动
要考虑弯曲模具的结构, 使其能顾及毛坯于弯曲阶段的转动空间, 不可对毛坯的移动以及转动形成妨碍阻碍, 不然会对工件的形状和尺寸造成影响。这一点, 对于形状复杂的多角弯曲而言是尤为重要的。

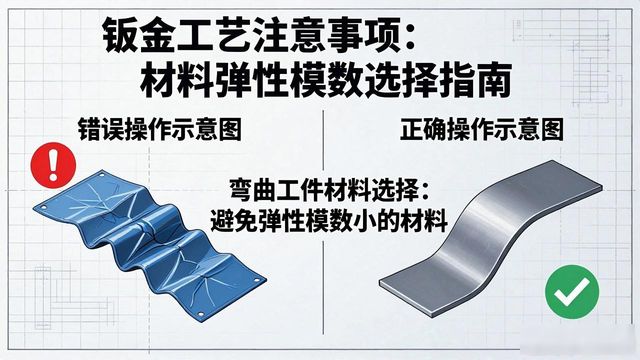
十五、弯曲工件不宜采用弹性模数小的材料
弯曲回弹得大小之处, 跟材料的弹性模数呈正比关系。针对弹性模数小之材料这情况而言, 变形以后的弹性恢复量很大, 所以不适宜运用在弯曲工序范围之内。针对于相同屈服点的材料来讲, 那些弹性模数大的材料, 变形之后其弹性恢复量挺小得。已退火的低碳钢, 相较于软锰黄铜, 更适宜当作弯曲工件材料来用。
十六、弯曲工件不宜采用屈服点高的材料
材料屈服极限的高低, 与弯曲回弹的大小呈现出成正比的关系。对于屈服点比较高的材料而言, 在发生变形之后, 具备较大的弹性恢复量, 所以是不适合用于弯曲工序的。也就是说, 当材料的弹性模数保持相同的时候, 屈服点较高的材料, 其弹性恢复量会比较大。所以, 冷作硬化钢这个材料是不适合用于弯曲工序的。
十七、有弯曲件, 其弯曲半径大, 弧度角也大, 对于这样的弯曲件, 不适合采用普通弯曲方法。
滚动弯曲(卷板)适用于弯曲半径以及弧度角都极大的弯曲件, 普通弯曲方法则不适用。板坯放置于2至4个辊子中间, 随着辊子转动, 板坯弯曲成型, 此为滚弯。而且因辊子位置能相对于板坯恰当改变, 所以还能够制成四边形、椭圆形以及其他非圆断面的筒形件。
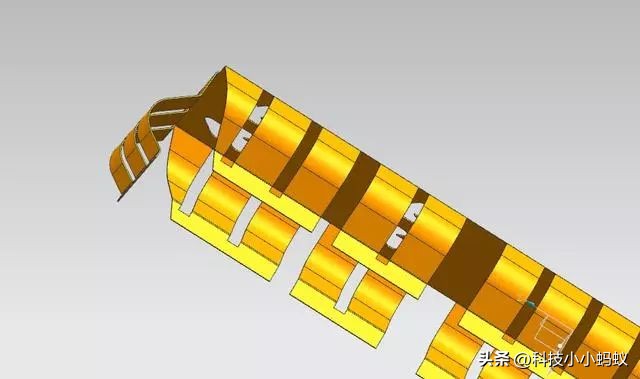
十八、长带料的弯曲不宜用普通弯曲方法
适于长带料绕纵轴线弯曲的方式是滚压成形而非普通弯曲方法, 滚压成形是把带料放置于前后直排的数组成形辊子当中让其通过, 在辊子回转时, 带料向前送进之际, 还会顺次开展轴向弯曲成形, 滚压成形能够制造出断面形状复杂的制件, 形辊制造较为简单, 成本低廉, 而且寿命较长。

十九、变截面的零件不宜用一般滚压成形方法
在中小批量生产里要制造变截面槽形零件, 为了降低投资, 能够采用滚压成形。在这个时候, 成形辊除了会与板坯在纵向方面会产生相对运动, 还需要在横杆方向进行仿形运动呐。
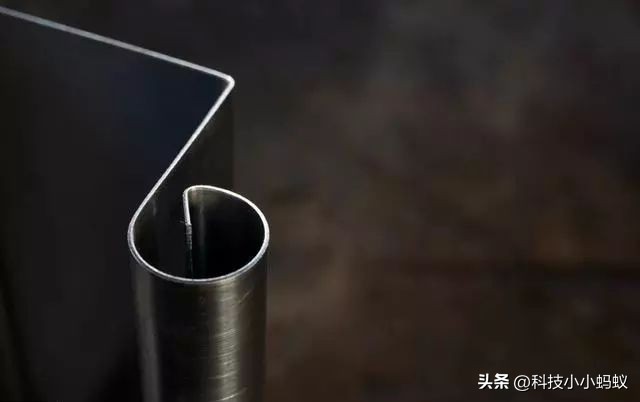
二十、管材与型材的弯曲不宜用普通弯曲方法
虽说从变形的性质方面来看的话, 管材跟型材的弯曲和板料那种弯曲是一样的, 然而工艺方法以及难点却有着较大的差异。管材以及型材进行弯曲的时候必须得防止弯曲变形区内毛坯断面形状出现畸变。在生产进程当中, 管材与型材的弯曲办法存在拉弯、滚弯、推弯以及绕弯等。需要留意的是, 拉弯的凸模、滚弯的辊子、推弯以及绕弯的固定模, 它们的工作表面应当做成跟毛坯断面形状相契合的凹槽, 以此防止断面的转动以及形状的畸变。必要的情况下管内还得添加相应的芯棒。












暂无评论内容