
(O)1 焊接位置代号”HF”是指管轴水平固定焊。
(X)2, B类厚板存在垫板进行横焊时, 有斜口开槽的试板应当放置在上方位置。(X)3, 焊接符号“(X)4”。
处于焊接符号里的“(O)5 ”, 处于焊接符号里的“ (X)6 ”, 处于焊接符号里的“(X)7 ”。
“是表示现场全周焊。
“是表示方槽焊。 “是表示渗透焊。
“系表示对接焊,而非角焊。
(O)8 焊接符号中”(O)9 焊接符号中”
“是表示脚长相等交错双边断续角焊。 “是表示单边连续角焊。
(O)10, 称焊接位置代号“H”时, 其代表的意思是横焊。 (X)11, 在焊接符号里, “V”所表示的是开单J 型槽。
“系表示需全周焊。
“,如在图示中无该项批注或说明时,
(O)13 焊接符号之尾叉”
则尾叉可视情况予以省略。
请你明确一下关于(O)16的内容以及具体需求呀, 这样我才能完整准确地按照要求改写。目前仅针对前面(X)14和(X)15改写如下: 焊接技术员最为关键的是技术要娴熟, 至于对焊接符号的知晓情况并非重要之事。焊接符号当中的特定符号表示的是在实地进行全长范围的焊接。
“是表示塞孔焊接。
(O)17 焊接符号”
厘及9公厘。
“是表示连续角焊,两侧脚长分别为6公
(O)18 焊接符号

公厘,焊接间距为150公厘。
“是表示单边断续角焊,焊接长为50
(O)19 焊接符号”
“是表示方形槽,根部间隙2公厘。
第1页
(O)20 焊接符号””是表示V形槽焊接。
(X)21 焊接符号”
厘及9公厘。
(X)22 焊接符号”(O)23 焊接符号”
“是表示单侧断续角焊,脚长分别为6公
“是表示V形槽焊接。 “是表示全周焊接之意。
(X)24
“(X)25
“属于搭接接头。
(O)26 焊接符号
” “表示开60度之V形槽。
(X)27 工程图“”中,”2″是表示焊件根面。
(O)28 焊接符号”(X)29
“是表示V形槽焊接,箭头反侧加焊道。
某项目中, (X)30 , 有一种焊接符号, 它所代表的意思是, 存在间断交错角焊这种焊接方式, 而且其脚长是 6 公厘的焊接。
长度是50公厘, 间隔为300公厘。(O)31, 焊接符号, (O)32, 焊接符号。
意思是, 那种连续单边角焊, 其脚长是6公厘, 这所表达的并非对称角焊, 而是交错角焊。
第2页
(X)33, 焊接符号“”所表达的是, 它在示意方形槽对接焊, 并且, 是需要两面都实施焊接操作的。
(X)34 在焊接符号中””是表示双边连续角焊。
把电焊和气焊适用的是, (O)35 CNS焊接符号 , 中国国家标准简短称作CNS的是, (O)36。
37题中, 技能检定试板里的B1F4表示的是薄管存在衬环对接情况。而38题呢, 技能检定试板之中, C1VF3所能够代表的恰恰是薄管有衬环对接这种状况。
对于(X)39, 技能进行检定时, 存在垫板的软钢薄板立焊, 其技能代号被规定为A1H2。对于(O)40, 厚板进行焊接时, 横焊试板当中方形槽板的方向, 应当放置在上方。对于(O)41, 薄板检定弯曲试验所使用的试片, 其标准宽度选取的数值是38公厘。
(X)42, 一般手工电焊经历技能检定合格之后, 其对应的资格时效呈现出永久有效的状态。(X)43, 技能检定里的(此处应明确B类所在内容, 原句缺失)有垫板对接这种情况, 其开槽角度处于60~75°的范围。(O)44, 技能检定呈现的代号A2F3所代表的, 是薄板无垫板平焊这种焊接形式。(X)45, 技能检定拥有的代号A2F3之中, “2”的含义是代表有着垫板进行焊接。
(O)46, 焊接符号的主要目的在于, 运用简单的符号去表示焊接的方法。(X)47, 技能检定代号A2F3之中, “F”所代表的是立向焊接。
(X)48, 焊接符号的表示法, 要是焊道处于箭头的同一侧, 那么就画在副基在线。(X)49, 技能检定代号D2VH4里“VH”代表着管轴水平固定焊。(O)50, 只要焊接符号放置在基在线, 就表明焊道焊在了箭头的同一侧。
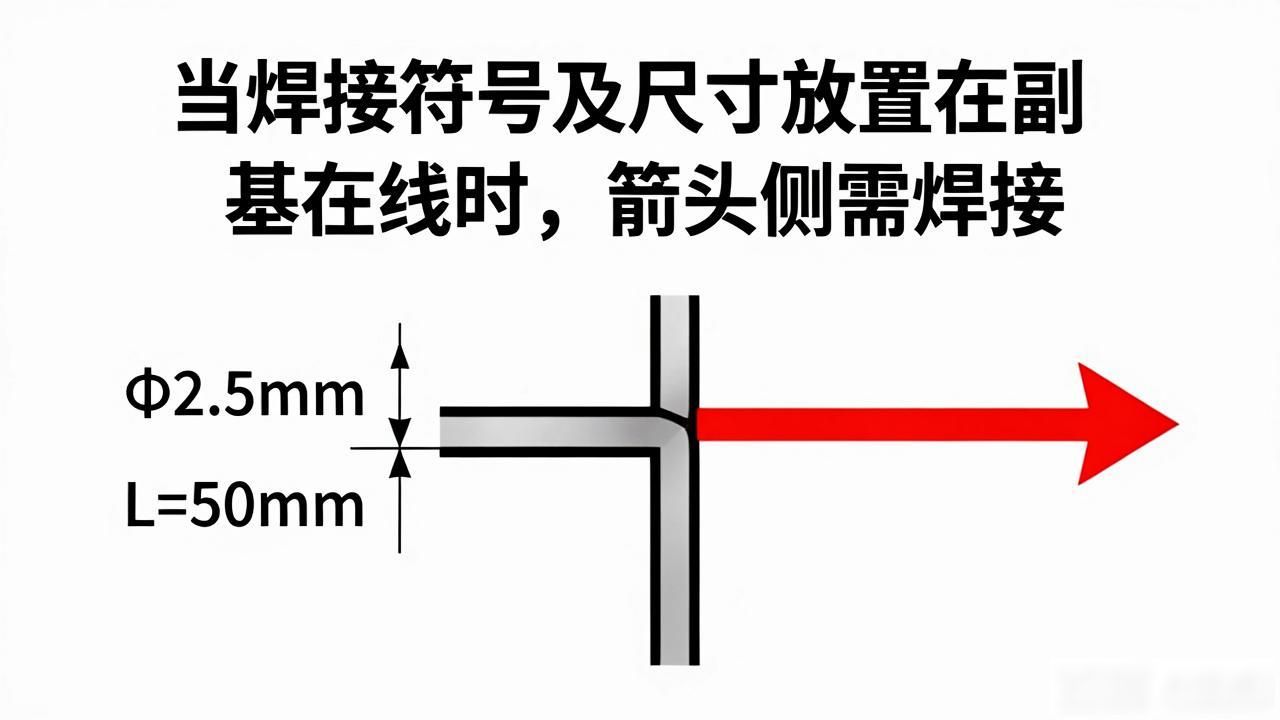
当焊接符号里的符号以及尺寸放置在副基在线的时候, 这就意味着箭头侧是需要进行焊接的。
焊接符号里, 要是焊接符号以及尺寸处于基在线的时候, 那么这就意味着箭头侧是需要进行焊接的。焊接符号的表示方法, 电焊和气焊是不一样的。
那个, 在制图里头, 由线条构成的视图, 还有尺寸符号乃至注释等等这些统称为图面的要素。而, 在制图之时那个比例设置成1:2这种情况可不是放大的画法。
制图线条, 作为构成工程图的基本要素, 其粗细无需去区分。绘图之际, 机件的轮廓形状乃是用粗的虚线来绘制的。
(O)58, 投影线, 是, 从, 一视图, 的一点, 连到, 另一视图, 或是, 另一点, 的细线。
之所以说正投影的绘图方法, 是那种能够正确地将其形状以及机件各个部分的细则表示出来的方法。
及尺寸。
, 那个所谓的视图, 是在观察者与对象之间放置一个透视面, 然后, 从对象上的各个点引出线垂直。
直于透视面所构成的图样。
一个复杂的工程图, 仅靠一个视图就能够完全展现出对象全面的形状以及尺寸, (X)61。
寸。
(O)62 前视图是表示对象前部的形状,长度及高度。
(〇)63, 正投影系借助投影原理去求视图, 以此来展现对象的正确形状。(X)63, 绘制侧视图的时候, 无需与前视图对齐。
第3页
识图, 就是去读那图, 之后呢, 得想办法弄明白其对象的样式, 还有那大小, 以及制造期间的各项。
知识。
第三角投影法, 指的是把对象放置于第三象限内进行绘制的方法 , 对象在投影箱里面, 最多能够透视出八个视图。
其中, (O)这个68, 第一角投影法的右侧视图, 是从位于前视图的那右侧进行透视得出的。(X)作为69的第三角投影法而言, 其左侧视图, 源于自前视图左侧进行透视, 画在右侧这里。(O)70的一般图面有着前视、俯视以及侧视等这三视图。(O)71的前图是那个能最充分呈现对象大部分形态的形状的视图。(X)72选择视图所处位置, 不是依据虚线数量多少来确定的。
第73条, 第一角投影法当中的俯视图, 是绘制在前视图的上方位置。第74条, 当实线跟虚线出现重迭情况的时候, 仅绘制虚线就行。第75条, 纵横方向的实线和虚线相交汇的时候, 不应该去画相接的情况。第76条, 中心线跟虚线重迭的时候, 只画出虚线。
符合要求的组合式不同材质之剖面线的绘制方法是相同的, 虚线的呈现状态, 需留意长短、间隙的具备一致性, 直线平行于投影平面, 它在该平面做出的投影是一点。
把(X)80改写为: 存在这么一条直线, 它和投影面呈倾斜状态, 此直线的投影线段要比实长更大。把(O)81改写为: 当有一个平面垂直于投影面的时候呐, 它的投影呈现为一条线段。把(O)82改写为: 俯视图是从对象处于正上方的那个角度所看到的形状。
(0)83的对象处于投影箱内, 箱子的垂直面被称作透视面, 箱子的水平面也被当作透视面。
以(X)84 而言, 那种不规则对象的表面,于投影箱那儿处于被透视状态下的尺寸, 是其实际的长短情况。
对于一投影面的位置, 要是是平行的那种情况, 那么在该平面上会显示出其实长。在数个视图之间, 边或者面的投影, 不借助投影线是没办法绘制的。视图的排列以及选择, 不用依据机件结构的复杂性去做决定。第一角投影法里的左侧视图, 是画在前视图的右边的。
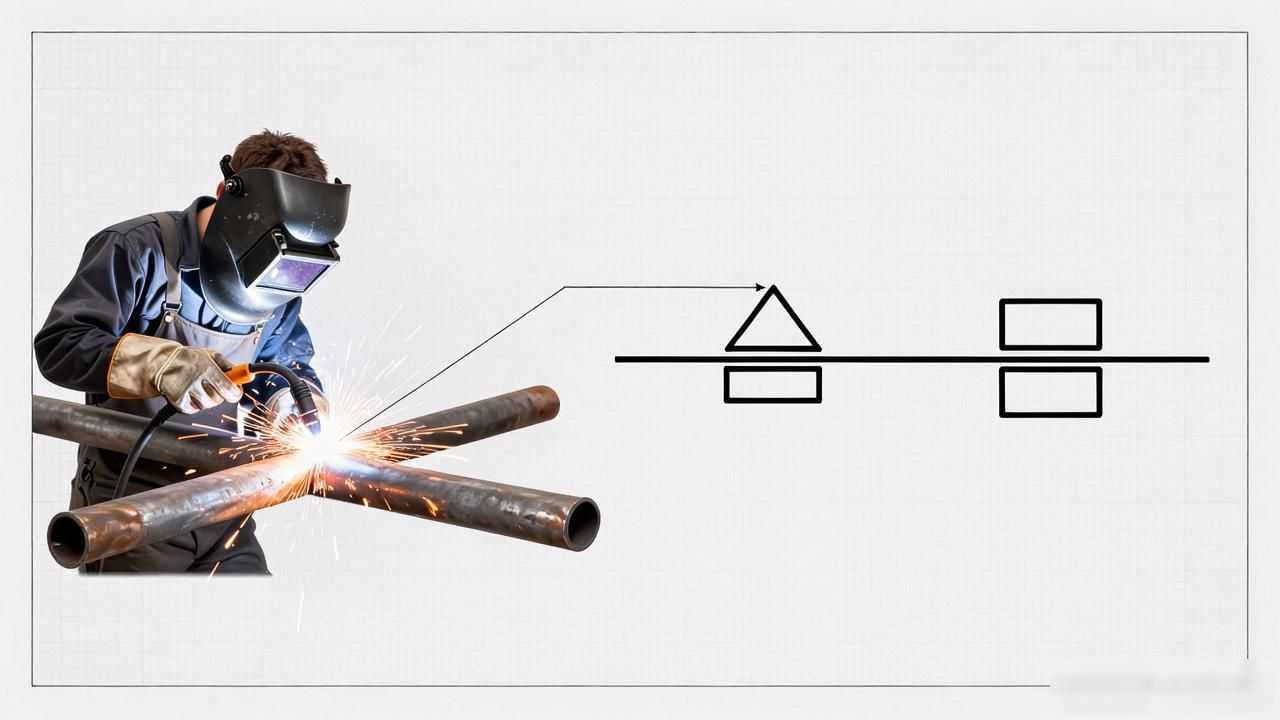
(O)89, 焊接符号的标示线, 是由引线构成的, 它还由基线构成, 也由副基线构成, 并且由尾叉构成。
(O)90, 焊接符号里的引线、基线以及尾叉, 是采用细线予以表示的, 副基线则是用虚线去表示的。(X)91, 焊接符号的基线是一条水平线, 也能够倾斜或者直立。
(O)92: 要是存在二处亦或是更多处的接头, 在进行相同焊接操作之际, 二条及或者更多条的引线能够共同分享。
一基线。
( X )93 , 当两边进行焊接的时候 , 那么就应该把相关的符号标注在基线上方以及下方, 然而仅仅只用一条引线是需要添加的。
副基线。
在焊接符号尾, 任何有助于了解的其它项目, 都通过批注或者特殊说明这样的方式去进行加注, 以(O)94为标注。
叉内。
( X )95 材料编号里, SB 是那种归属于机械构造用轧钢料的代号。( X )96 一般而言, 含碳量处于 0.5%以上的碳钢, 是被称作低碳钢的软钢。
(O)97, 中国国家标准里一般结构用轧钢料的代号, 是“SS”。(O)98, 铸铁含碳量, 约在2.0%以上。
第4页
是(O)99, 金属材料里当前以钢铁合金的用途最为广泛。是(O)100, 铸铁材料, 由于缺乏延展性, 容易致使焊件出现龟裂。不(X)101, 含碳量较高的金属, 机械加工的时候比较容易。是(O)102, 软钢的熔点温度大概为1530℃。
(O)此钢铁当中倘若就是磷量比例过高, 那么焊接之后焊出道子轻易极易产生龟裂景象现象。(X)这钢铁里铬量高的时候, 其强度以及耐磨性能都会下降降低。(X)材料编号之中, SM它是属于锅炉所要用到的轧钢料的那种代号。(O)但凡金属比重在4以上的这些, 就被称作叫重金属。
把括号里的数字顺序打乱, 变成以下小分句: (X)121、(O)107、(X)118、(X)111、(O)108、(O)132、(O)110、(X)126、(O)109、(O)119、(X)112、(O)133、(O)113、(O)114、(X)127、(O)115、(X)125、(/X)116、(O)134、(O)117、(X)122、(O)128、(X)129、(O)130、(O)131、(O)136 、(O)123、(O)124、(O)135 , 高张力钢的抗拉强度在490N/m㎡(50kgf/m㎡)。 用高碳钢制成的鎯头可经久耐用。
铝属于轻金属, 它的比重在4以下, 镁也属于轻金属, 其比重同样在4以下。制作錾子适宜选用中工具钢这种材料。
拥有SS41(SS400)这种情况的碳钢材料, 它的抗拉强度应当是在400N/m㎡(41kgf/m㎡)这个数值往下。CNS钢材编号为SS400(SS41), 其中的“400”(“41”)所代表的意思是含碳量。
CNS金属材料的规格是SS400(SS41), 其中第一个“S”意味着是钢料, SS400(SS41)是中国国家标准也就是CNS规定的一般结构用轧钢料的规格。
首先, 抗拉强度所表达的是, 在金属被拉断之前, 每一个单位面积能够承受的最大拉力。其次, 钢的硬度呈现出随着含碳量的增加而呈反比的变化态势。
钢铁中含碳量增加时,抗拉强度,也跟着增加。
凡延伸率高之金属其硬度亦较高。
高碳钢于焊接后,其硬度与冷却速率成正比。
按含碳量高低, 碳钢能被区分为低、中、高碳钢, 比之不锈钢, 软钢的熔点温度更低, 与钢相比, 铝的比重更大。
当硫元素含量处于较多的状况时, 它会与铁发生化合反应从而生成FeS, 进而使得钢铁材料的热脆性得以增加。碳当量越高的碳钢在完成焊接之后, 焊接的部位越发倾向于形成麻田散铁。制造切削工具一般会采用低碳钢。通常被称作软钢的是指高碳钢。
铝及镁材料是属于重金属类。
含碳量处于0.6至0.8%范围之内的钢, 较多地被用于制造工具, 铸铁的抗拉强度跟抗压强度是相等的。
一般来说, 那种延性越大的材料, 焊接之后越不容易出现龟裂的情况。铜的延展性比软钢要好, 并且铜的导电性也比软钢要好。
通常情况下, 金属会因为温度是高还是低, 进而对其导电率产生影响, 当温度处于较高状态时, 导电率处于较低水平。金属材料的机械性质, 其实是说像那些强度、硬度、韧性以及脆性等方面的性质。在碳钢当中, 如果含磷量比较多的话, 那么这对于机械性质来说是有害的。
焊件承受的力处于降伏点以下, 在那外力被去除之后, 恢复到原来的状态, 这种情况被称作弹性变形。软钢所含的碳量是在0.13至0.2%。
第5页







暂无评论内容