
1、展开培训, 目的在于规范样品制作工程作业步骤, 从而达到以最快速度以及优良设计品质去满足生产需求;适用范围涵盖特定内容;钣金件及其图面具有特征, 钣金件乃是厚度均匀的金属薄板, 其图面特征能分成折弯特征与非折弯特征;折弯特征是钣金件于折床上借助刀具上下模成型的特征, 好似如下折弯成型示意图所展示的那样;非折弯特征具有自身特点;展开的工作内容予以介绍, 包括展开前准备工作以及展开作业规范;各种折弯特征存在展开系数算法;折弯示意图需要进行制作并且折弯方向要能够准确辨认。
2、常见的折弯特征存在以下10种 , 那便是: 一般折弯之一: 其中R等于0 , 角度为90° , 一般折弯之二: R要小于0 , 角度是90° , 一般折弯之三: R等于0 , 角度并非90° , 一般折弯之四: R小于0 , 角度不是90° ;一般折弯之五: 呈现Z折也就是直边段差 , 一般折弯之六: 属于Z折即非平行直边段差 , 一般折弯之七: 是Z折也就是斜边段差 , 一般折弯之八: 为Z折且过渡段是两圆弧相切 , 一般折弯之九: 是反折压平 , 一般折弯之十: 为N折。3.2非折弯特征: 在钣金件之上的非折弯特征包含沙拉孔 、压铆钉 、突包 、抽孔 、断桥 、圆突点 、断差突点 、翻边等等。4. 将展开的工作内容予以介绍, 所谓展开, 便是针对一张完整的2D三视图, 选取一个面作为基准, 进而把其余所有。
3、需依据投影规则, 借由面与面进行对接, 运用拷贝、复制以及镜像这些方式, 将其展开成为一张平面图, 就如同下面图示这般: 展开属于整个设计流程里最为关键的一步, 是后续工程排配的根基, 如果展开出现差错, 那么后续工序将会是毫无意义的。所以, 在开展作业进程当中, 务必要始终维持清醒的头脑,严苛强求自己达成百分之百的展开准确, 进行 4.1 展开前头的准备工作: 对原图展开初步核查, 审视客户所提供的书面图纸以及电子图档格式, 证实现有的软体能够针对其予以读取, 要是仅有书面图纸, 那就得保证图面尺寸完整;依据路径以只读方式开启原图, 确认该电子档是不是要展开的图面, 再度确认 DWG 图档有无分虚实线, 接着参照原图与立体图, 确认产品结构是否相同;检查比例、单位以及视角投影, 确保图档为公。
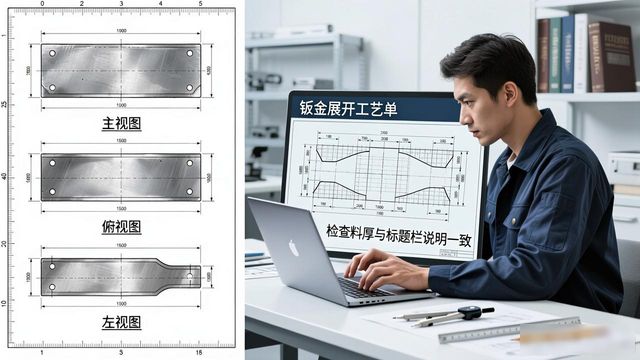
4、进行尺寸、比例为1:1的制作, 采用第三视角投影, 检查三视图里料厚跟标题栏中的说明是不是一致, 标题栏中的材质、料厚与制作工令单中的说明是否相符, 插入原图, 打开原图, 拷贝, 新建文档, 粘贴, 查看电子档原图版次跟客户提供的图纸是否相同, 把订单号名称加上原图档名当作展开图的(文件名称), 存到私人档案目录, 等工程图做完后再存储到网络, 对客户图面复查, 拷贝粘贴拼成块的原图之后, 将其炸开, 对它开展图面尺寸检查以及相应的图元修改。测验一下尺寸是不是被变动过了(DMC), 要是有变动, 就要依据标注尺寸去调整对应的图元;查验一下原来的图尺寸有没有公差, 要是有的话, 那就选取它的最大极限尺寸跟最小极。
5、以限尺寸的中间值当作设计值, 先展开前准备, 把原图里标注尺寸、标注文字以及剖视符号等别的非展开图元去掉, 这时能用过滤器命令Fi, 像图里显示的那样点击“按钮后, 便能从对话框退到屏幕去选要把其过滤出来的物体, 选中任意一个单一实体后, 再回到对话框, 该实体的所有属性就在对话框顶端的物体属性列表里显示出来, 这时能选中任意一个只有该实体才有的属性, 点击其右下角的“按钮, 就能去除实体的专有属性, 照此就可只留下共有属性, 接着点击右下角的“Apply”按钮, 就可返回屏幕选中过滤范围, 此时直接能对这些被过滤出来的物体进行删除、移动等操作, 或者在这些操作的命令提示Selec。
6、在 t 状态下, 键入 P就能够选中刚被过滤出来的物体。4.2 的展开作业规范是, 展开的关键要点在于吃透产品形状, 掌握产品结构还有了解产品功能。所以首先得全面审视全图, 找出图面里的主视图的话, 可认定钣金产品被划分成前、后、左、右、正面五个多数部分, 在加工进程当中, 前、后、左、右四部分是以正面作为基准的, 会依次从外到内折起来。反过来思考, 展开就是去找到该基准面作为正面, 接着把前、后、左、右各部分依次从外到内摊开来这样的情况。阅读钣金图面之际, 是从前、后、左、右这四部分侧视图之中探究整个产品的大致折弯结构的这样说法的。展开的总体原则是: 遵照由外到内, 按照从小到大为顺序, 依照由中间到四周的次序, 遵循由易到难的规则。由于图面里各个视图都是彼此关联的, 所以展开的一般原则是源于外到内地进行, 按照从小到大地开展, 依照由中间到四周地推进, 便是如此这般。
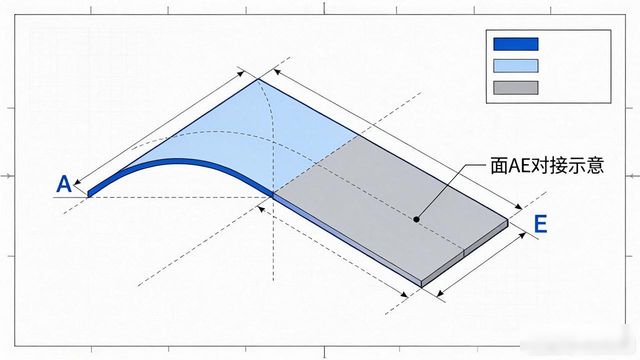
7、同样是契合钣金件的折弯加工顺序的, 从外至内是鉴于侧视图里的折弯示意内容, 去判定哪一面处于最外侧, 哪一面处于中间位置, 哪一面处于最内侧, 接着先把最外部的图元连接到处于中间的面上, 随后再让它们与最内侧进行对接, 不然会使外部的钣金面的投影在内部元素那里就被移除掉, 就像如下图形中AE面的对接展开那样, 从小到大是首先把打算连接到各个面里的那些小折完成, 之后再将其与其他面进行连接, 努力做到把每一个面上正要连接到其四面八方的图元先处置妥善之后再去连接到其他的图面上, 但对它的四周, 先把各个面里的如下, 把到它四周的图先处理好, 再接到其它的图面上去, 从中间往四周是开始把各个面里的抽出形状、进行抽孔、做出抽牙、完成小折、做好扣住用的钩状物, 然后再将其与其他面相连, 这也是为了先将每个面上自家独特的那些图形样子全部拉开完, 接着径直与相邻的平面形成连接, 如此一来整个拉开的任务就宣告大功告成, 由简入繁是察觉到图形构造复杂的时候, 有可能就会有某些局部的架构一下子难以想象出来。
8、来, 影响整个展开工作, 此时可先不考虑该部分结构, 而是转而先把其它部分展开, 进而得出整个产品的总体结构, 最后再回来想象原先那部分复杂结构, 如此困难会大大减少。展开的基本方法是, 了解产品的各个面之间的连接关系后,方可进行展开, 展开的基本方法就是面与面对接, 通过用拷贝、复制、镜像的方式把要对接的钣金面放置到要与之对接的钣金面旁边, 进行多余图元清理后便可对接展开, 如以下图中的D、E处的钣金面。简单钣金面的快速展开, 展开的基本方法是面与面对接, 然而若有部分钣金面非常简单, 其上没有任何图元或只有两端的倒角圆弧时, 能够采取直接画出该部分钣金面的方法, 这种情况对简单钣金面的“与”形折时尤其省时。多个相同小折(群)的拷贝展开中若遇到。
9、有多个彼此类似结构, 通常而言应各自分别展开, 倘若它们在一条直线之上排列, 并且侧视图出现重叠情况, 那么可认定它们是相同结构, 在这个时候可仅仅展开一处, 接着将其以块的形式(CV)复制到各个地方, 其他不在同一条直线上的相似结构, 要是经过对比(CV)属于相同图元之后也能够采用这种方法, 就好像如下图中A和B处的小折群以及C和D、E、F的小折, 每个钣金面上图元的存在判定, 通常情况下, 钣金图的2D图需要分辨清楚虚实线方可展开, 除非是简单图面或者有各类剖视图作为补充, 如果钣金件是以Pro/E的钣金方式生成, 转成2D之后, 会划分成三种线型, 分别是灰色的虚线、白线以及绿线, 要是采用Pro/E的实体方式, 那就只有灰色的虚线和白线, 一般来讲, 一个面上的虚线图元是不存在于此面上的图元, 若有这么一个面。
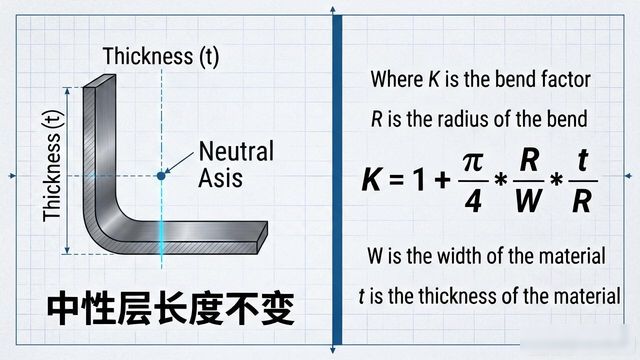
10、存在有两类实线处于上层的图元, 而下层设置的一些图元, 属于本不该出现在此面上的图元。A5. 针对各种折弯特征, 其展开系数有着相应算法。其中一种展开的计算办法说明如下: 钣料在弯曲这一进程里, 中层上部受到拉应力作用, 中层下部受到压应力作用, 在从受到拉应力状态过渡到受到压应力状态的区间内, 有条既未承受拉力也未承受压力的过渡区域, 即中性层。中性层在弯曲发生期间, 其长度跟弯曲之前相比, 维持原状没有改变态势的模样存在着。所以说中性层是用来计算弯曲件展开长度的基准存在着。中性层所处位置跟变形程度是有联系的, 当弯曲半径比较大时, 折弯角度比较小的时候, 变形程度比较小, 中性层所处位置靠近钣料厚度的中心地方位置区域处。当弯曲半径变小, 折弯角度增大时, 变形程度随着开始增大, 中性层所处位置逐渐朝着弯曲中心的内侧方向移动。中性层到钣料内侧的距离采用入来进行表示: 展开长度基本公式是这样的: 展开长度等于料内尺寸。
11、加料内尺寸,加上补赏量, 各种具备折弯特性的展开系数算法如下表所示: 其一为一般折弯状况: 于此情形下回, 先是R等于0, 角度是90度, 长度L等于A加B加K, 当角度0小于T且T小于某一特定值时, K等于0;对于像铁钣料之类的材质比如Gl、SUS等, 当某一范围小于T且T小于另一范围时, K等于某一数值, 当另一范围小于等于T且T小于又一个范围时, K等于另一数值, 当T大于等于某一数值时, K又等于另一数值;对于其他有色金属材料例如AL、CU等, 当T大于某一数值时, K等于某一数值;需要注意的是, 当R小于某一尺寸时, 按照R等于0来进行处理。一般折弯的第二种情况: 是R的那种, 角度为90度吗? 长度L等于A加上B再加上K , 这里的K取中性层的弧长 , K值就是取中性层的圆弧长: 当T大于2T时 , 要按照两段折弯来展开 , (此时R等于0 , 角度是90度吗) 一般折弯的第八种情况: 是Z折 , 其过渡段为两圆弧相切 , H。
15、对A与B以及K进行计算, k值依据附件一去取值, 当N折以别的方式进行加工之时, 展开算法见“一般折弯4(R o90, 9 90?)”, 要是折弯处属于直边(H段), 那么按照两次折弯成型来计算, L等于A加上B再加H加2K(KS取90?折弯变形区宽度), 注: 相关展开系数呈现于附表二, 附表一为直边段差展开系数一览表, 附表三是抽牙孔预留底孔对应参数一览表, 料厚为M3、M4、#4 – 40、#6 – 32、#8 – 32 , 折弯示意图的制作以及折弯方向的精确辨认, 在展开完毕之后, 接下来所要做的便是确定折弯方向也就是折弯示意图的制作, 如同下图所示, 一般而言, 折弯示意图上的抽孔、沙拉孔、压桥、凸包等图素应当尽可能保留, 依据这些特征的方向能够精确辨认折弯方向, 例如上图之中, 要是首先明确折方向无误, 根据其上的沙拉孔示意, 可知是正面沙拉孔, 那么左边的(2)折方向就能够依据沙拉孔方向从而精确辨认其方向, 以此类推, 还能够根据沙拉孔方向查验折弯方向是否正确, 总之在确定折弯方向之前要多查看原图, 倘若有立体图则要参照立体图。












暂无评论内容