
一种工程语言是焊缝符号, 其用以于图样之上标注焊缝形式, 标注焊缝尺寸, 标注焊接方法等, 焊缝符号属于进行焊接施工的主要依据, 从事焊接工作之人需熟悉常用焊缝符号的标注方法以及其含义, 从事检测工作之人也要熟悉常用焊缝符号的标注方法及其含义。
焊缝符号通常经由基本符号以及指引线构成, 在有必要的情况下能再添加上辅助符号, 还有补充符号以及焊缝尺寸符号。
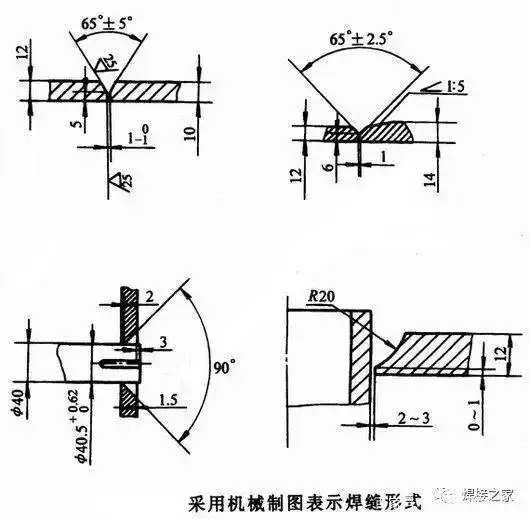
当然,在表示焊缝时,也可以采用机械制图的方法来详细表示。
焊缝标注示例呈现在下图, 图里所显示的焊缝符号涵盖, 其涵盖基本符号, 此基本符号为图中数字8后面的那个符号, 还涵盖补充符号, 此补充符号是图中的一面黑旗, 并涵盖指引线以及焊缝尺寸符号。
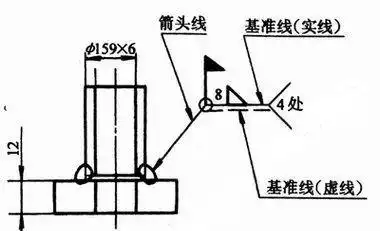
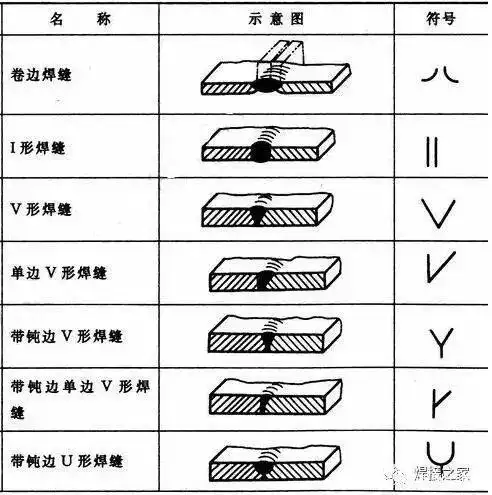
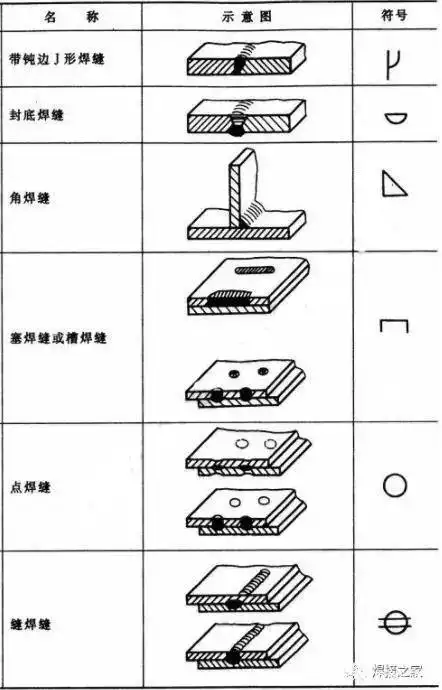
基本符号是表示焊缝截面形状的符号。
试举个例子来说像I形焊缝, 还有V形焊缝, 以及带钝边V形焊缝、角焊缝、封底焊缝等等, 具体的符号可见于下面这张表格。在当前所说的这个例子当中, 所表示的焊缝乃是一种角焊缝。
表示焊缝表面形状特征的符号是辅助符号。而辅助符号存在三种。它们分别用以表示焊缝表面平齐, , 焊缝表面凹陷, , 焊缝表面凸起。本文由NDT互联网联盟进行排版编辑!
于通常情形之下, 并不需要精准无误地去阐明焊缝的表面形态, 故而辅助符号常常是不予以标注的。
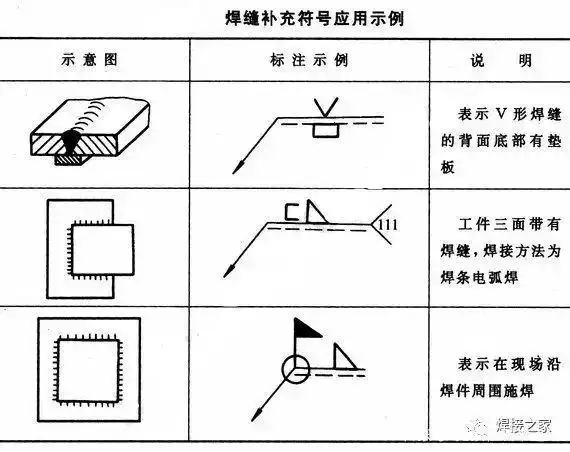
有时为了补充说明焊缝的某些特征,需要其它符号来表示。
比如说, 要是想要表达焊缝将工件周围环绕起来这种情况, 那就用一个圆圈去进行表示;要是想要表明焊接的时候焊缝底部是带有垫板的这种状况, 那就能够用一个矩形来予以表示之类的, 这些全都归属为补充符号。
在这个例子当中, 被称作现场符号的黑旗存在, 意味着在此处的那个焊缝是于现场或者工地上开展焊接工作的。补充符号的应用示例处于如下这里的表中可见。
然而, 为把焊缝完整地予以表示, 除开上述那些符号之外, 还得涵盖指引线、某些尺寸符号以及数据。
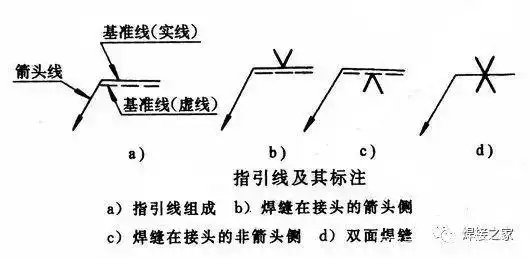
被带有箭头的指引线以及两条基准线结合塑造而成的指引线, 其中一条基准线是实线, 另一条是虚线, 如同上图a所呈现的那样。
若焊缝处处于接头的箭头那一侧, 那么会把基本符号标注于基准线的实线上方, 如同图b里面所呈现的那样。
假如焊缝处于接头的非箭头一侧, 那么便会将基本符号标明在基准线的虚线边上, 犹如图c展示的那样。
标注对称焊缝及双面焊缝时,可不加虚线,如图d所示。
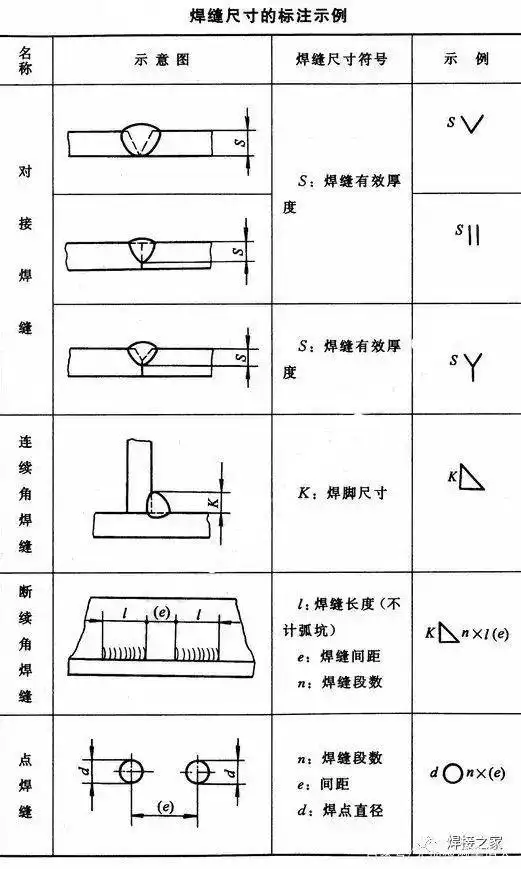
焊缝尺寸数量繁多, 当对实际焊缝进行标注之际, 要是尺寸方面因素占比少, 便直接于焊缝符号之上予以标注。
有时, 我们采用机械制图的方式来表示, 目的是更为明确地将焊缝的形式表示出来。
上图为釆用机械制图方法表示焊缝形式的几个例子。
下表列出了一些常见焊缝尺寸的标注实例:
焊缝接头
这几个案例被用作引导, 从中归纳总结出了焊缝接头的如下三个要素。第一个要素是熔透方式, 第二个要素是坡口型式, 第三个要素是接头类型。
拿案例来说, 在依靠项目进行建设的进程当中, 针对焊缝接头型式的正确称呼有过好多回讨论, 有一部分焊接专业人员没办法对焊缝接头型式进行正确界定, 从而改变焊缝接头形态。
其中有一次讨论较为突出, 一部分工程师所作之事为, 在某主设备支撑无损检测委托单里填写这般信息, 即, “坡口的型式为: V , 接头的型式是: BW”。
原来的设计, 仅仅是要求“CJP焊缝”, 而这种坡口型式, 是由那家该工程师所属的公司自行去设计构造出来的。

(焊缝坡口示意图)
另有一部分工程师觉得, 上述那两个基本焊接信息的填写是不正确的, 这将会致使 NDE 检测人员对焊缝检测区域出现误判, 进而产生焊缝漏检的风险。本文由 NDT 互联网联盟排版编辑!
并且呢, 准确的称呼应当是这样叫, 即, 完全熔透, 呈现单边坡口的样式, 属于T型焊缝, 它的坡口型式并非按照典型的设计来的, 当进行NDE委托的情况下, 此时应该配上焊缝的示意图。
理由如下:
1)BW是butt (joint)weld的简称, 其中文名是对接(接头)焊缝。按照NF – 3226.1(b)中所指出的对接接头型式, 上图明显不属于对接。它更满足图NF – 3226.1 – 1中(c) 和(g)的T型接头型式, 并且满足ASME第IX卷QW – 490中给出的T型角接头, 也就是相互之间近乎呈直角排列、构成T字型的两个构件之间的接头。而对接接头的定义是, 近似在同一平面上的两个构件之间的接头。
2)对于坡口的型式而言, 在NF卷NF – 3226.1(b)中有关于T型接头所给出的典型坡口型式, 这一典型坡口型式可见图NF – 3226.1(a) – 1, 它是供作为参考的那种典型焊缝详图。现场开具出来的坡口明显并非典型坡口型式当中的任何一种, 所以严格依照V型坡口的那种叫法是不正确的, 依据图NF – 3226.1(a) – 1里那我们唯一能够提取到的信息来讲, 该坡口属于单边坡口, 鉴于这个坡口并非典型坡口, 那么在无损检测委托单当中应当配上具体的坡口图纸。
3)存在全熔透以及这部分熔透的情况, 详细的内容是可以看下面所阐述解说明白的定义的 , 中核五公司所开具的NDE委托单当中是没有去注明这一个信息的 , 这样将会对NDE关于焊缝根部进行无损检测时的判定产生影响的。
误区案例
案例一, 存在这样一种情况, 有人错误地认为, 只要出现全熔透的状况, 那就属于BW, 进而把全熔透T型坡口焊缝称作对接焊缝, 而这恰恰是上述背景案例中产生错误的根本源头所在。
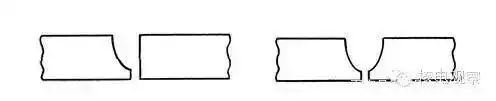
情况二: 没办法准确分辨下面这两种坡口样式, 不清楚存在单边 V 型坡口的界定。
( 单面V型坡口及单边V型坡口)
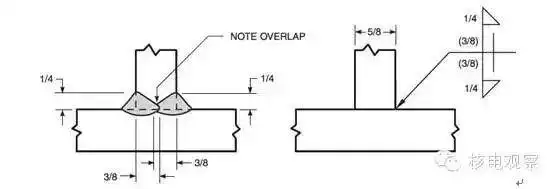
案例三: 不能准确辨别角接接头跟角焊缝的差异之处, 然而接头的类型跟是不是角焊缝并没有直接的关联, 以下两组焊缝的示意图皆是角接接头, 可是都并非角焊缝。本文由NDT互联网联盟进行排版编辑!
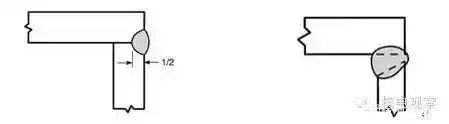
( 角接接头示意图)
情况四: 不能够准确地分辨出J型坡口焊缝, 以及U型坡口焊缝, 还有窄间隙焊缝。J型。
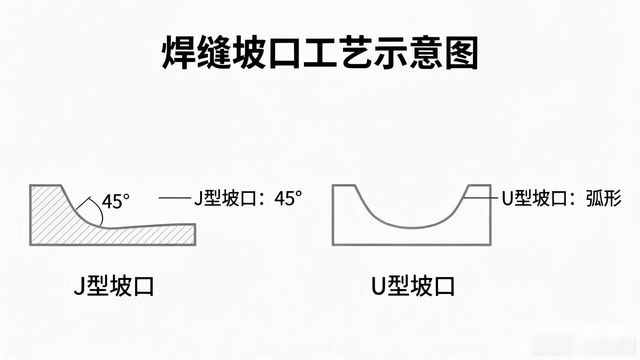
(J型坡口和U型坡口示意图)
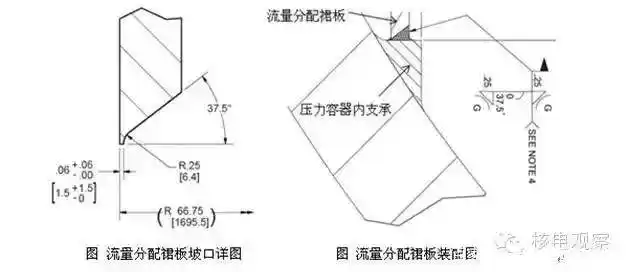
案例五: 在国标里存在双V坡口的误导情形, 实际上, 于美标典型坡口中, 并没有“双V”这种坡口型式, 一般来说, 类似的坡口所采用的是J型坡口型式。
如堆内构件流量分配裙板焊缝接头,见下图。
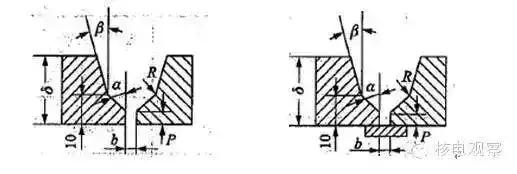
( 国标中给出的“双V”坡口示意图)
焊缝接头三要素
经由对规范以及定义予以理解, 能够归纳并总结得出, 焊缝接头的三要素分别是, 熔透方式, 坡口型式, 接头类型。
熔透方式有两种包括:
全熔透、半熔透;
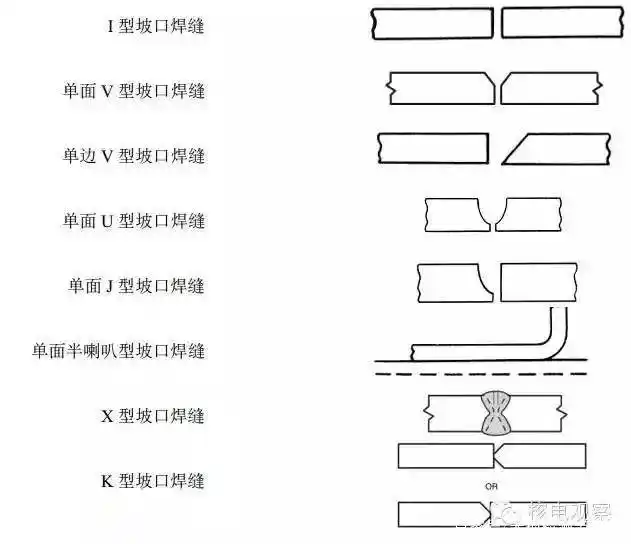
存在着典型的坡口型式, 其数量为八种, 其中存在I型坡口焊缝, 存在单面V型坡口焊缝? 存在单边V型坡口焊缝, 存在单面U型坡口焊缝, 存在单面J型坡口焊缝, 存在单面半喇叭型坡口焊缝, 存在X型坡口焊缝, 存在K型坡口焊缝。
角焊缝往往与坡口型式组合存在;
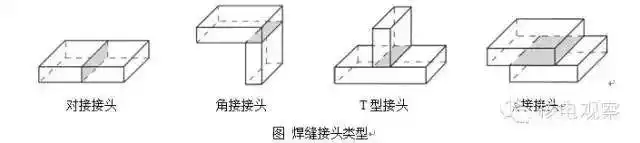
存在着四种接头类型, 分别是对接接头, 还有角接接头, 另外是搭接接头, 以及T型接头。
针对任意焊缝接头, 依据上述三个要素予以分解, 这会有助于你对那个焊缝接头进行确定。
专业术语及定义
接头类型
对接接头(butt joint)
近似在同一平面上两个构件之间的接头。
角接接头( joint)
两个互成近乎直角的元件之间的接头。
搭接接头(lap joint)
两平行平面中搭接构件之间的接头。
T型接头 也称丁字接头(tee joint)
相互之间近乎直角排列作T字型的两个构件之间的接头。
坡口型式
1.坡口焊缝( weld)
被焊构件之间存在一个或两个, 焊缝正是在其之间的坡口内形成, 坡口焊缝的典型型式是这样的:
(注: 此处当留意单边V型坡口焊缝以及K型坡口焊缝的英文, 它们分别是 -bevel- weld、-bevel- weld , 右侧所配的图仅仅只是样图)
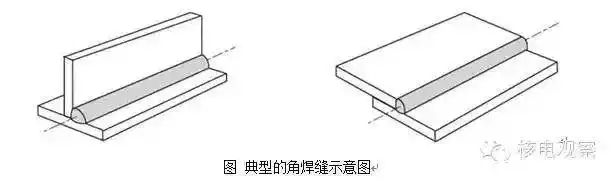
2.角焊缝( weld)
于搭接、T 型以及角接头里头, 联结大致相互呈直角的两个表面的焊缝, 其焊缝的横截面近似于三角型。下边的图是两种典型的角焊缝哪, 一个是 T 型接头的焊缝。另一个是搭接接头的角焊缝。
3.坡口焊缝与角焊缝组合型式
组合存在的角焊缝通常会和坡口焊缝、角焊缝一起, 依据焊缝接头形式三要素来进行分解, 此图焊缝准确地说应是: 全熔透且为K型坡口焊缝, 加之两侧角焊缝所构成的T型接头的情况, 这种表述才正确。
(坡口焊缝与角焊缝组合示意图)
熔合方式
处于完全熔合状态时, 在整个需进行焊接的母材表面之上, 以及所有的焊层之间, 还有所有的焊道之间, 均会发生熔化的情况。
全熔透焊缝, 也就是简称CJP的那种焊缝, 其焊缝金属会穿过整个接头厚度范围内的坡口焊缝, 这里要注意, 其中包含I型坡口。
半熔透(PJP)焊缝根部焊缝金属未穿过的坡口焊缝。
注:此处注意完全熔合与完全熔透的区别。
特殊坡口及参考文件
除了那种具有典型性的焊缝接头类型之外, 另外存在着一些属于特殊类别的焊缝接头, 在这里不会逐一对其进行罗列。
焊缝接头对应的美标和具体内容见以下参考文件:
1) AWS A2.4焊接、铜焊和无损检测标准符号
2) AWS A3.0 标准焊接术语和定义
3) ASME第IX卷 QW – 490 定义及其他章节
4) 关于ASME第NF卷, 其中NF – 3226.1(a) – 1所涉及的典型焊缝坡口图。
需留意: 文中要是涉及标准, 都有可能出现失效情况, 所以此文仅仅用于学习参考, 要是存在错误, 麻烦留言指出, 还期望这些知识点能够对你有所帮助!








暂无评论内容