
镗削加工的基本概念阐释
在机械加工当中的孔加工范畴之内, 如果讲钻削指的是针对实心材料施行“钻出初始孔”这样的操作, 那么镗削便是针对已有预制孔进行“精加工成合格大孔”的关键工艺了, 好多大型箱体以及发动机缸体上面的高精度孔、孔系, 全都离不开镗削加工。那么究竟什么是镗削加工, 我们运用通俗的话语去梳理它的基本概念。

依据国家机械制造工艺基本术语的标准界定, 镗削这种切削加工方法是, 镗刀进行旋转并以此作为主运动, 工件或者镗刀作出进给运动, 其核心作用在于, 运用镗削的方式去扩大工件的预制孔。那么简单来讲, 当我们有对一个大尺寸的孔进行加工的需求, 或者是对精度有着较高要求之孔的加工要求时, 钻削仅仅只能打出精度并不高的初始孔, 而扩孔以及铰孔又更加适宜于中小孔径的加工, 在这样的情况之下, 镗削就能够发挥其作用了: 它借助镗刀一层又一层地切除预制孔壁上多余的材料, 它不但能够将孔径加以扩大, 而且还能够对初始孔的位置偏差予以修正, 最终能够获取符合设计所规定要求的尺寸、形状以及位置精度。
受加工所用机床存在差异的影响, 常见的镗削加工具备各种各样典型样式。此样式中的首范例乃立足于车床上的镗孔。在这一方式当中, 工件会随着车床主轴开展旋转运动, 镗刀则会进行轴向进给操作。借由这般操作, 被加工出来的孔的轴心线会与工件回转轴线达成重合状态。这种状态特别适宜于用于对那些与圆周外表面有着同轴度要求的内孔进行加工。举例而言, 像是法兰、套筒类零件的内孔, 就常常运用这种方式来予以加工。
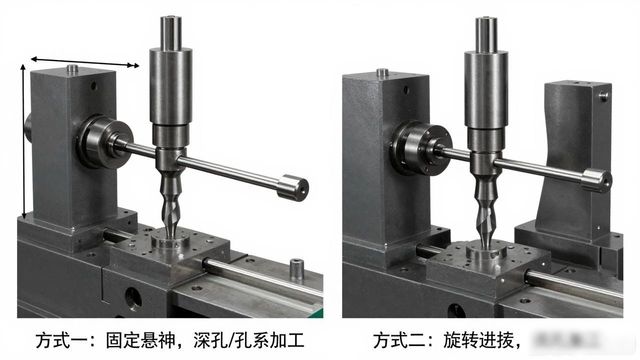
紧接着的第二种乃是镗床以及镗铣床上执行的镗削, 且此镗削还是最为典型的镗削加工情形, 它又被划分成两种加工方式, 其一为镗刀仅仅负责进行旋转, 而工件则被安装、固定夹在工作台上以此进行进给操作, 采用这种方式时镗杆的悬伸长度是固定不变的, 其刚度良好, 当针对深孔或者距离主轴较远的孔展开加工之际, 还能够借助后立柱来支撑镗杆从而保障精度, 这是在加工箱体类的大孔、孔系时最为频频运用的一种方式;其二是镗刀在一边进行旋转的同时一边完成进给运动, 这种方式大多被应用于小型浅孔的加工方面, 只是鉴于在加工进程当中镗杆的悬伸长度会出现变化, 容易致使产生不太明显的微小形状误差, 所以其使用场景相对性的较为有限。即便处于设备欠缺的状况下, 况且能够对车床予以改装, 进而达成镗削加工, 以此去解决特殊工件的加工需求。

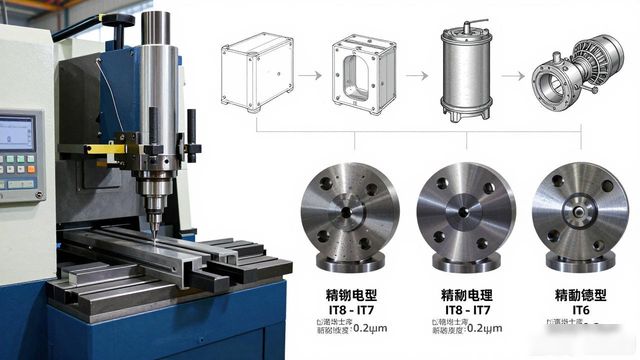
镗削具备很强的加工灵活性, 其覆盖了从粗加工至精细加工的全阶段, 粗镗能够去除大部分余量, 其尺寸精度可达成IT12到IT11, 精镗能达到IT8至IT7,精细镗的尺寸精度最高可至IT6级, 表面粗糙度最低能达0.2μm, 能够满足绝大多数工业场景的精度要求。现今, 在普通机械的箱体零件方面, 能察觉到镗削加工的运用, 在精密模具的精密孔系那里, 也能看到镗削加工的身影, 而且在大型压力容器之中它有实例见证, 于航空发动机零件之上同样有其应用, 另外, 存在专门的坐标镗床这一器具, 它能够加工位置精度处在0.002至0.01mm范围之内达到高精度标准的孔系, 这样一种工艺在机械制造领域属于不可缺少的核心孔加工工艺。












暂无评论内容