
汽车制造里, 关键环节之一的那个钣金展开技术, 其重要性不用多说就明白。要掌握这个技术, 不但得有深厚的理论基础, 还更得有丰富的实践经验以及创新思维。接下来, 我们会深入去探讨钣金展开技术的各个要点, 目的是要让每一位热爱汽车行业的人都能弄清楚这一领域的奥秘。
合理规划展开方式,力求减少冗余工序并确保加工便捷。
立足对实际工艺予以考量的基础之上, 用心去安排加工顺序, 像孔与折边之间的距离, 还有压铆以及焊接工艺等各种情况, 均是一定要契合加工逻辑的。
谨慎选择间隙及包边方式。
通常情况下, 长边要对短边进行包裹, 间隙的大小按照板厚来设定, 一般处于2至0mm这个范围之间。
充分考虑公差因素。
图面当中, 关于公差的标注得清晰明确, 比如说, 像A±a这种表达意味着公差不用去计算, A0+a这种情况适用于那些不进行喷涂操作的零件, 然而, A0-a以及A+a-a这两种情况, 它们分别代表着必须要对公差加以考虑, 还有就是要采用走平均公差的方式。
特别关注门板类及盒体零件的毛刺方向。
进行展开操作的时候, 要保证折弯之后, 毛刺是朝着内部的, 要是在设计阶段没有对烤漆掉挂孔加以考虑, 那么在展开的时候就应该把它补充添加进去。
明确抽牙、压铆、冲凸和撕裂等位置,并绘制剖面图以示清晰。
图面上的不同孔径应使用字母进行区分,以确保准确无误。
选用合适的刀具进行加工,以确保产品质量和效率。
考虑烤漆及喷粉膜厚的影响,以确保最终产品的外观效果。
尺寸标注需规范、齐全且清晰。
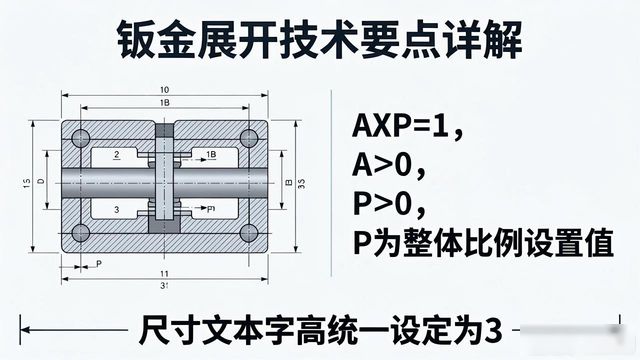
存在着压铆类的零件, 其标注需要统一依照特定的规范要求那样去做。与此同时, 在进行尺寸标注比例的设置之际, 应当遵循AXP等于1的公式, 这里面A大于0, P大于0, P是属于整体比例设置的值。尺寸文本的字高应该统一设定为3。
借助对材质的考量, 以及依据板厚情况, 挑选适宜的表达形式, 以此来保证图纸具备准确性, 还有具备可读性。
选择合适的图纸幅面,以适应不同零件的尺寸和复杂度。
要确定针对特殊角度折弯, 以及内R角变化时, 合适的系数和变化规律, 需要借助实验来达成。
在尺寸较多的地方,可以绘制放大图以更清晰地表达细节。
像不对称零件这类容易出错的地方, 要进行重点提示, 在展开图上明确折弯示意, 以此来提醒。
对需要保护的部分进行明确标注,以确保加工过程中不会受损。
至于拉丝件, 要标明拉丝方向, 为的是保证最终的纹理效果契合设计要求。
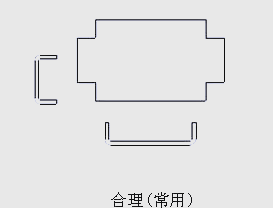
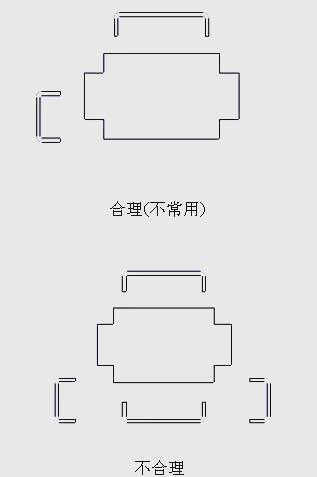
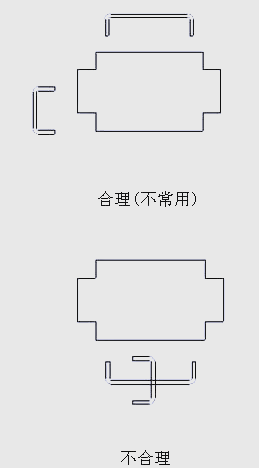
进行放置折弯示意图这一操作时, 那是要, 依据标准视角, 也就是新图框所提出的要求, 并且得保证毛刺的朝向面朝内。与此同时, 还得留意图面整体排版的美观以及整洁程度, 防止出现折弯示意图之间相互交叉的那种情况发生。
在进行尺寸标注时,必须确保尺寸线保持整齐和统一。
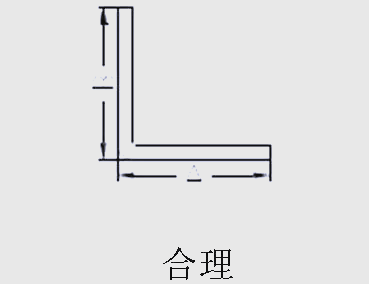
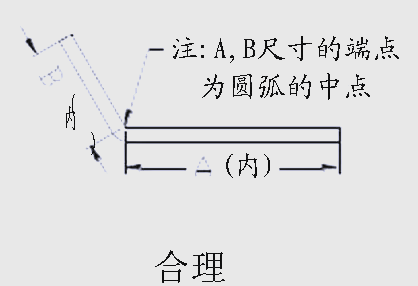
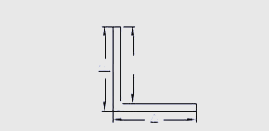
尺寸线的基点, 应当精准地标记在图形的端点之上, 如此一来, 方可防止在现场进行识图操作的时候产生误解, 或者出现错误。
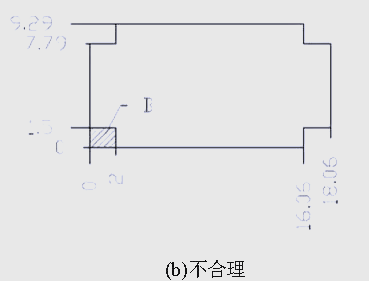
如图所示, a部分将实际的图形状况清晰明了地展现了出来, 然而, b部分因为尺寸基线点没精确地标示在图形的端点处, 致使B区图形变得模糊不清, 并且尺寸线也呈现出杂乱无章的状态。
遇到图形特征繁多时, 尺寸线会相对密集, 为保证尺寸标注清晰准确, 这时建议改用更大图框, 比如A3图框, 来做尺寸标注。
折弯示意图尺寸标注, 这一行为要达成统一, 得避免内外标注出现重复情况, 这是必须要做到的。
尤其是针对相同的折弯长度而言, 不应该既于纵向又在横向开展标注, 目的在于避免现场识图的时候产生混淆。一般情况下, 对于规则的90°角折弯, 它的尺寸应当标注在外侧, 然而对于不规则的角度, 却应该标注在内侧尺寸。
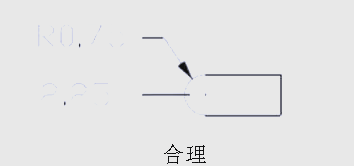
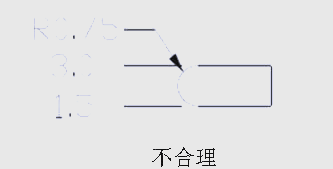
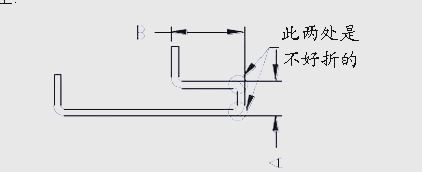
在一些情形下, 折弯边上存在的特征, 或许会跟折弯边挨得过于近, 这般状况可能致使特征于折弯进程当中, 出现变形的情况。为了处理这一难题, 并且防止采用改槽或者别的不太尽如人意的工艺, 我们能够思索在合适的位置开设释放槽, 借此用以释放应力。
这样一些释放槽, 应该是开设在内折弯尺寸线上的, 其大小呢, 是需要依据实际情况灵活去调整的, 目的在于最小化对美观所造成的影响。
工艺孔的设置
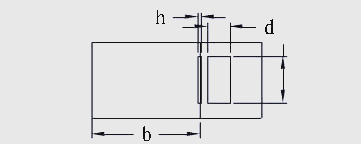
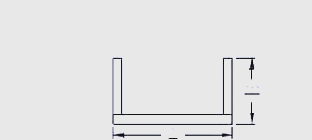
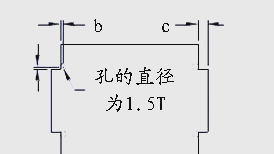
对于确保零件外观的美观而言, 为防止折弯边相交处出现挤料或者多料情形, 合理开设工艺孔就显得特别重要, 通常工艺孔形状择取为圆孔以及方孔, 其大小设定成板厚的5倍, 当然应优先将已有刀具考虑进去, 位置上工艺孔应开设在包边上, 举例来说, 对于圆孔, 其尺寸c设定需满足 c≥B+T(板厚)-α(折弯系数)+间隙(2~0mm)。
工艺孔的设置
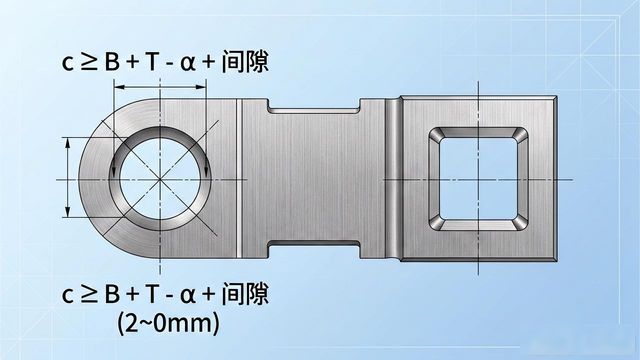
零件美观要确保着, 还要防止折弯边相交地出现挤料或者多料情况, 合理去开设那工艺孔是极其重要的。在具体操作当中, 工艺孔形状常常选取为圆孔或者方孔, 它尺寸大小进行设定成为板厚五倍, 不过要优先去考虑已有刀具。关于位置而言, 工艺孔应该开设在包边上。比如说, 对于圆孔来讲, 它尺寸c需要去满足: c≥B+T(板厚)-α(折弯系数)+间隙(2~0mm)。
此外, 于实际操作当中, 有可能遭遇某些折弯不能够运用现场刀具达成的状况。在这种状况之下, 我们或许需要思考运用开模或者其他加工方式以达成预期功效。
改槽工艺
要是碰到有些折弯没办法借助现场刀具弄好时, 我们或许得思索采用开模或者别的加工方法去实现预期成果。这个过程关联着对槽形所作所为, 目的是处理特定折弯的加工困难之处。
一旦某些特征跟折弯边缘的距离过于靠近, 那么这些特征就有可能出现变形的情况, 为了处理这一问题, 我们能够采用把槽宽缩小的办法, 借此减轻变形的程度, 还有一种办法是先开展标准槽折弯, 接着再增添扩孔的工序可是要留意的是, 要是有可能的话, 应当尽量避开增添扩孔的工序, 仅仅直接把槽改小就行, 另外, 当同一个零件需要多次把槽改小的时候, 建议尽量运用同一种小槽来开展折弯, 照这样做可以节省现场操作的时间。举个例子, 于图中呈现的情形而言, 当L小于或等于二分之一V加上5之时, 那就得改小槽来实施折弯, 这里面V指代标准槽宽, 也就是6T。在对小槽进行改动的进程当中, 我们还得留意系数发生的变化。一般来讲, 槽宽每缩减1V, 系数即会相应地降低1;要是缩小2V, 系数便会减少2, 依此类推。但要留意, 改小槽此种方法通常仅适用于板厚的四倍范围以内, 特殊情形不在此列除外。当H小于或等于二分之一V时, 需要运用改小槽折弯的办法, 又或者增加折弯尺寸后再开展铣削操作, 从而达成所需的A尺寸。可是需要留意, 增添铣削工序或许会增添并非必要的麻烦以及成本, 所以应当尽可能地避开去使用。当中, V表示的是标准槽宽(6T)。
以编程的情形来说, 为了能够更方便地区分, 全部那些需要进行下料的图形, 都都应该统一放置于零层, 并且还要使用白线来进行标识。
要是存在更便于自己去绘制的区分办法, 能够借助不同颜色的字母来予以标注。
当处理那些要进行组焊或者拆分的零件展开工作之时, 一定要对定位孔(就是方孔或者圆孔)的开设予以高度重视。
这样不仅便于现场制作,还能确保产品的尺寸和质量。
开展的图形尺寸, 必定得小于, 或者跟板材的长宽相等, 如此才可防止图形尺寸超过板材。
要是碰到超出板材范围的图形, 那就得和工程师去商讨拆分的方案, 之后再进行焊接, 与此同时, 还要注意板材的规格, 这个可以去包材仓库那里进行查询的。
需要下料的图形必须保持完整,不得出现断线或重线的情况。
一个专门用于钣金行业技术交流以及业务互助的平台, 此平台聚集了钣金行业里的从业者还有制造商, 大家伙一块儿去探讨那些技术方面存在的难题, 并且分享这个行业所拥有的经验。












暂无评论内容