
数控加工编程的概念,方法,原理,步骤
数控加工时有其工作过程, 如下方面所示, 在数控机床上对零件加工之际, 要预先顺着根据情形依据零件加工图样给出的要求去确定零件进行加工的工艺过程, 要确定那时的工艺参数以及那个走刀运动数据, 之后再去编制加工程序, 将其传输给数控系统, 在早早就事先存入数控装置内部的控制软件提供支持的状况下, 经过处理并且运算, 发出对应的经过处理的进给运动指令信号, 借助伺服系统让机床依照预定的轨迹做出运动, 从而进行零件的加工。所以, 于数控机床上开展零件加工操作时, 首要之事是编写零件加工程序这一清单, 此清单被称作数控加工程序, 该程序借助数字代码对被加工零件的工艺进程、零件自身尺寸以及工艺参数(像是主轴转速、进给速度等)予以描述, 把该程序输入到数控机床的NC系统之中由其控制机床的运动以及辅助动作, 进而达成零件的加工。按照被加工零件的图纸要求, 以及技术要求、工艺要求等切削加工所需信息, 依据数控系统规定的指令与格式, 编排制成加工程序文件, 这一过程称作零件数控加工程序编制, 简称为数控编程。
数控编程方法
数控编程方法存在着两种类别划分, 其中的一种类别是手工编程, 而除此之外的另一种类别则体现为自动编程。
手工编程
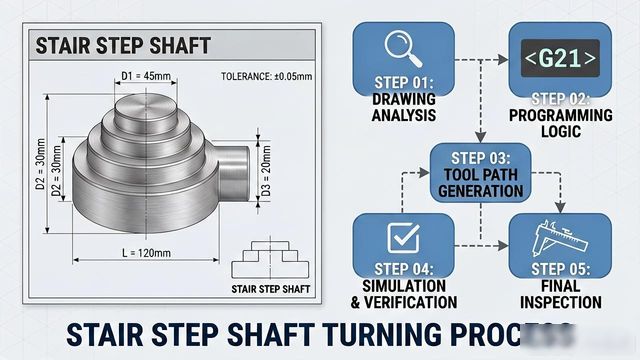
手工编程意即编制零件数控加工程序的各个流程, 也就是从零件图纸剖析开始, 接着进行工艺抉择, 随后确定加工路线以及工艺参数, 再计算刀位轨迹坐标数据, 进而编写零件的数控加工程序单, 一直到程序的检验, 全都是由人工去达成。对于点位加工或者几何形状并非特别复杂的轮廓加工而言, 几何计算相对简单, 程序段数量较少, 通过手工编程便能达成。就好比简单阶梯轴的车削加工, 通常不需要复杂的坐标计算, 常常能够由技术人员依据工序图纸数据, 直接编写数控加工程序。但是, 对于轮廓形状并非由简单直线、圆弧所构成的复杂零件, 尤其是空间复杂曲面零件而言,数值计算会相当繁琐, 工作量巨大, 轻易出错况且极难校对, 采用手工编程根本难以完成。
自动编程
自动编程借助计算机辅助数控编程技术达成, 需一套专门的数控编程软件, 现代数控编程软件主要分成两类, 一类是以批处理命令方式为主的各种类型的语言编程系统, 另一类是交互式CAD/CAM集成化编程系统。APT简称是一种自动编程工具(Tool), 是于定义工件、刀具的几何形状以及刀具相对于工件的运动等情况时所采用的, 一种接近于英语的符号语言。编程时, 编程人员依据零件图样, 将加工全部内容以APT语言形式表达出来, 接着把用APT语言书写的零件加工程序输入计算机, 经APT语言编程系统编译产生刀位文件(file), 再通过后置处理, 生成数控系统能接受的零件数控加工程序, 此过程称为APT语言自动编程。采用APT语言自动编程之际, 计算机或者编程机替代程序编制人员达成了繁杂的数值计算工作, 还省却了编写程序单的工作量, 所以能够把编程效率提升数倍直至数十倍, 并且解决了手工编程里无法解决的诸多复杂零件的编程难题。现代CAD/CAM集成系统里, 常用交互式CAD/CAM集成系统自动编程方法, 编程时, 编程人员先是借助计算机辅助设计, 也就是CAD, 或者自动编程软件自身的零件造型功能, 去构建零件几何形状;接下来要对零件图样做工艺分析, 以此确定加工方案;之后还得借助软件的计算机辅助制造, 即CAM功能, 来完成工艺方案制订、切削用量选择、刀具及其参数设定, 自动计算并生成刀位轨迹文件;最后利用后置处理功能生成指定数控系统用的加工程序。我们将这种自动编程方式称作图形交互式自动编程, 是那样因而的。这种自动编程系统, 是一种CAD与CAM高度结合的自动编程系统。编程的这个操作, 都是在屏幕菜单以及命令驱动这般的图形交互方式之下完成的, 具备形象、直观以及高效等优点。集成化数控编程有种主要特点, 零件的几何形状, 能够在零件设计阶段, 采用CAD/CAM集成系统的几何设计模块, 在图形交互方式那里进行定义、显示以及修改, 最终得以得到零件的几何模型。
数控加工程序编程的内容与步骤(一)
数控编程过程的内容

合格工件要符合图纸要求, 正确的加工程序得要保证能加工出这样的工件, 与此同时, 还应让数控机床的功能得以合理应用与充分发挥, 进而使数控机床能够安全、可靠、高效地运行。数控加工程序的编制过程是需要工艺决策的, 相对复杂。通常来讲, 数控编程过程主要涵盖这些方面: 分析零件图样, 进行工艺处理, 实施数学处理, 编写程序单, 输入数控程序, 及开展程序检验, 典型的数控编程过程如图所呈现的那样。
数控加工程序编程的内容与步骤(二)
数控编程步骤
计算机辅助数控加工编程的一般原理
如图所示。编程人员会先把被加工零件的几何图形以及有关工艺过程, 以计算机能够识别的形式输入到计算机里来, 借助计算机内的数控系统程序去对输入的信息做翻译, 以此形成机内零件拓扑数据, 接着要进行工艺处理, 像刀具选择、走刀分配、工艺参数选择等, 还需要计算刀具运动轨迹, 进而生成一系列刀具位置数据,涵盖每次走刀运动的坐标数据以及工艺参数, 这个过程就称作主信息处理, 或者前置处理;其后依据NC代码规范以及指定数控机床驱动控制系统的要求, 把主信息处理后获得的刀位文件转变为NC代码, 这一过程就被叫做后置处理。将经过相关处理之后, 便能够得出符合某一个特定数控机床要求条件的零件数控加工程序, 也就是所谓的NC加工程序, 此加工程序能够借助控制介质, 像是磁带、磁盘等, 或者通讯接口而输入到机床的控制系统当中。整个处理进程是在数控系统程序, 也就是被称作系统软件或者编译程序的管控之下予以开展的。数控系统程序涵盖前置处理程序以及后置处理程序这两大模块。每一个模块又分别由多个子模块以及子处理程序所构成。计算机唯有具备了这套处理程序, 才能够对全过程进行识别、转换以及处理, 它属于系统的核心部分。












暂无评论内容