
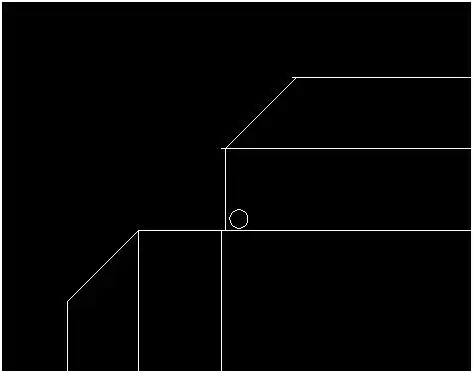
复制主视图,删掉所有隐藏线,只保留外形轮廓与锁孔。
看不见材料的厚度是由虚线来表示的;折弯后的边缘线投影呈现为斜线;折弯后钣金边缘的投影即是白色直线框;看不见的圆孔是由尺寸线与中心线两侧的短虚线来暗示的。
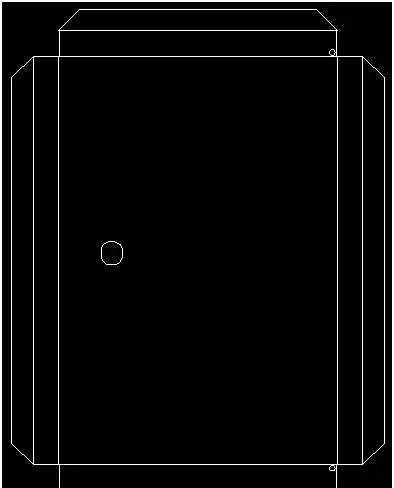
03镜像俯视图:让顶面“立”起来
将用CO把俯视图复制挪至顶部后, 接着运用MI进行一次镜像操作, 随后把多余的虚线顺手而为采用E予以删除。
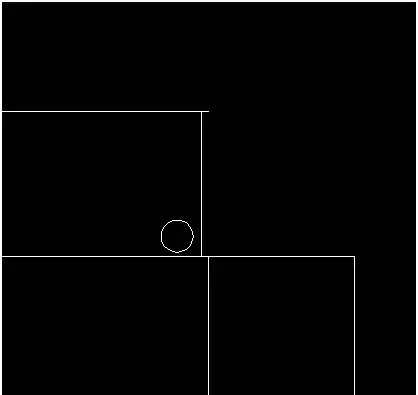
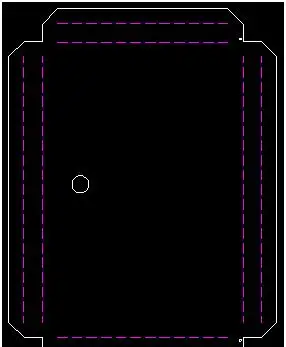
04偏移25 mm:给折弯留好“跑道”
将左右两边的长边进行偏移, 往两边距离变为 25 毫米, 左侧作为视图由于没有什么特征能够省略, 可直接采用手绘的方式把它补齐。
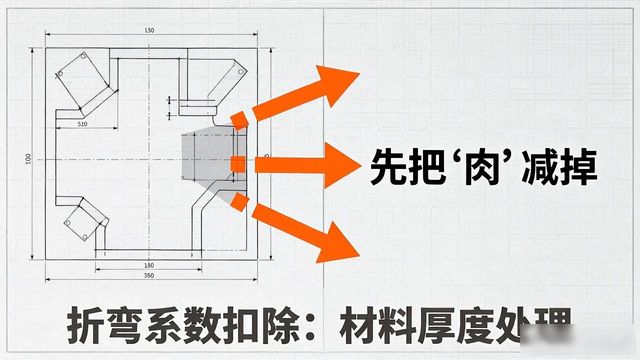
05扣掉折弯系数:先把“肉”减掉
Q235-1 mm材料,每道折弯需减1.7 mm。
使用S拉伸命令, 将四边同时朝着内部方向拉动1.7毫米, 对于圆孔要务必一并进行选中操作, 以此来避免出现遗漏未拉动的情况。
06长边包短边:让折弯更服帖
门板类展开是要遵循“长边包短边”这个原则的, 长边折弯之后的内壁厚面会与短边折弯之后的外壁厚面贴合。
07给短边“松0.1 mm”:角度才冲得上去
向短边两侧竖向线条之内偏移1.1毫米(原本是1毫米加上0.1毫米的间隙)以确保90度情况下进行折弯时不会顶到刀具。这样操作能够保证90°折弯不会发生顶到刀具发生顶撞工具这种状况情形。

08修剪完事:尺寸复核再下一道
运用TR修剪掉多余的线段, 着手去量相关尺寸, 要做到跟原图相比分毫不差, 这之后才能够进入到第二道折弯工序。
09第二道折弯:梯形斜角是关键
按要求复制主视图里头四个略带倾斜的梯形, 接着分别朝着展开图的四条边那里进行平移操作,要让短的那一边朝着外面, 且使其达到中心对齐的状态。
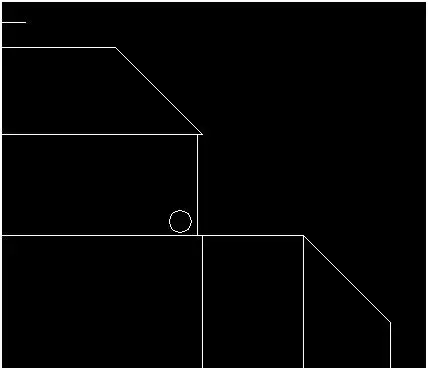
10对正斜边:防止料厚打架
挪动梯形致使斜边跟竖线达成吻合, 不仅可起到谨防叠料的作用, 还能够起到谨防抗刀的作用;随后进行多余线段的修剪。
11再扣系数:把第二道“肉”也减掉
将外圈的四个, 梯形都给予调整, 使其整体朝着内部去偏移, 偏移的距离是1.7毫米, 而后达成第二道折弯系数的这项扣除之事。
12清理现场:删掉所有辅助线
最后E删除多余辅助线,量尺寸、核对无误,展开图宣告完工。
13小孔先行缩水:防止折弯拉伸爆边
有两个φ5.1毫米的孔, 其孔距与折弯边的位置关系太近, 要先把孔缩小至φ2毫米, 在进行折弯操作之后, 再将孔扩大至5.1毫米, 以此来避免出现拉裂的情况。
14折弯线定位:让数控折弯机看得懂
手动计算或用公式:
把计算结果用O偏移后改为虚线,数控师傅一眼就能对表。












暂无评论内容