
钣金折弯是什么。它是一种金属加工技术, , 这种技艺用于把扁平的钣金件转变为诸如V形、, U 形或者槽型之类的形状。
钣金折弯种类:一般折弯、Z折弯、反折压弯、N折弯。
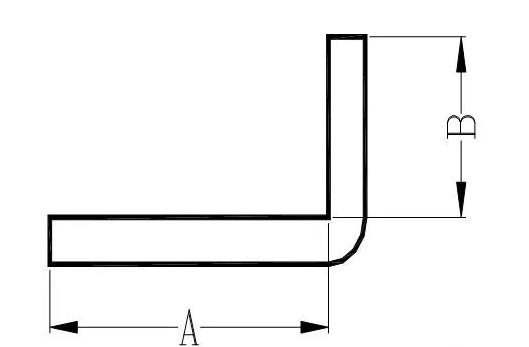
一般折弯1:(R=0, θ=90°)
L=A+B+K
1. 当0¢T£0.3时, K’=0
2. 针对铁材, 比如说GI、SGCC、SECC、CRS、SPTE、SUS等等, a. 在当0.3¢T¢1.5的这种情况之下, K’等于0.4T。
b. 当处于一点五英镑与二点五秒之时, K撇等于零点三五乘以大写T;c. 当大写T除以二点五之际, K撇等于零点三乘以大写T。
3. SUS T>0.3 K’=0.25T
4.针对于别的有色金属材料像AL、CU而言, 在T$0.3的时候, K’等于0.5T。
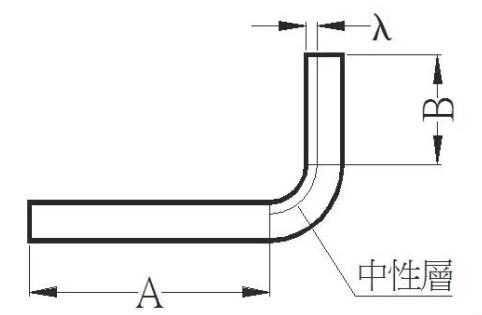
一般折弯2: (R≠0 θ=90°)
L=A+B+K’,K值取中性层弧长
1. 当T¢1.5 时 K’=0.5T
2. 当T/1.5时 K’=0.4T

注:当用折弯刀加工时 R£2.0, R=0°处理
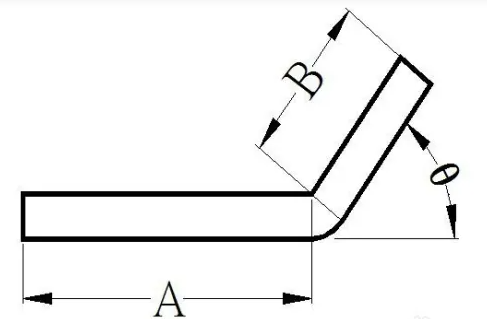
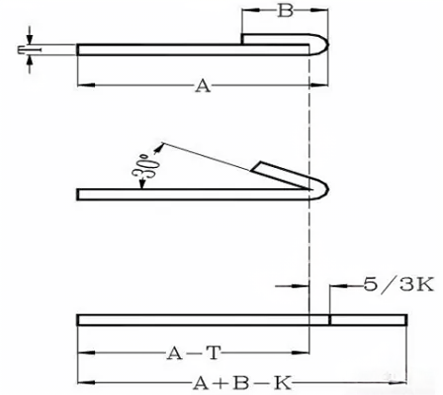
一般折弯3 (R=0 θ≠90°),L=A+B+K’
1. 当T£0.3 时 K’=0
2. 当T$0.3时 K’=(u/90)*K
注: K为90∘时的补偿量
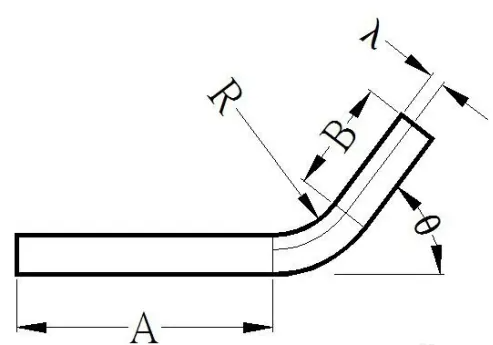
一般折弯4 (R≠0 θ≠90°),L=A+B+ K’
1. 当T¢1.5 时 K’=0.5T
2. 当T/1.5时 K’=0.4T
K值取中性层弧长
注意: 当R大于等于2.0, 并且是采用折刀进行加工的时候, 那么就按照R等于0来进行计算, A以及B是以倒零角之后的直边长度来作为取值的。
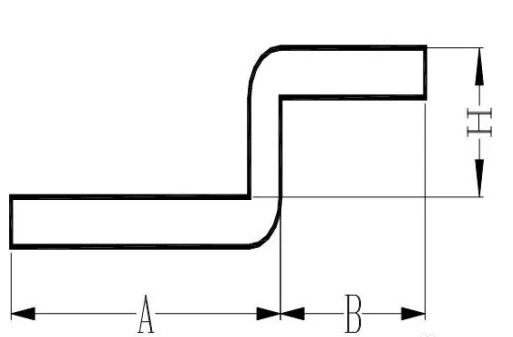
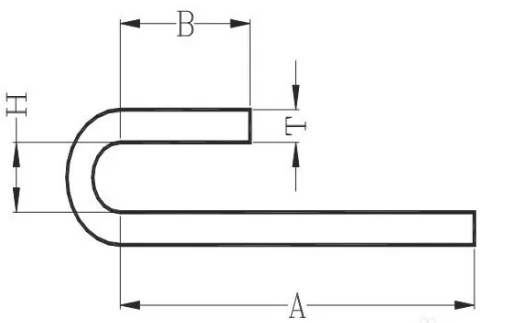
Z折1(直边段差).
1. 当H/5T时, 分两次成型时,按两个90°折弯计算

2. 当H¢5T时, 一次成型, L=A+B+K
K值依附件中参数取值
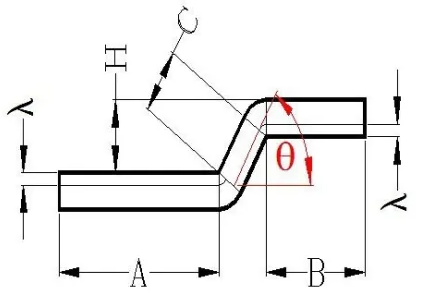
Z折2(非平行直边段差).
展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示
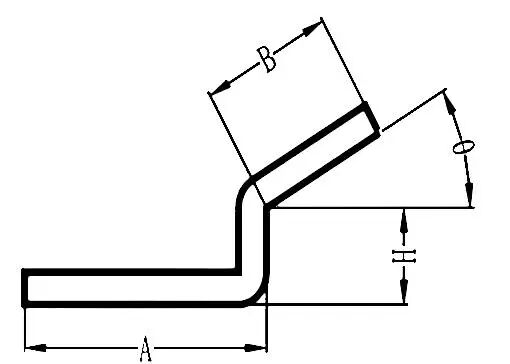
Z折3(斜边段差).
1. 当H¢2T成为现实的时候, 若是j在这样一种状况下: θ处于小于等于70∘的范围之内, 那么就要遵照Z折1(直边段差)这样的方式来进行计算, 也就是: 展开的长度等于展开之前的总长度加上K (在这个时候K’的值是0.2), k而当θ大于70∘之际完全照Z折1(直边段差)的方式去计算。
2. 什么时候是H除以2T的情况, 按照那种有两段折弯从而展开的方式(其中R等于0且θ不等于90°)。
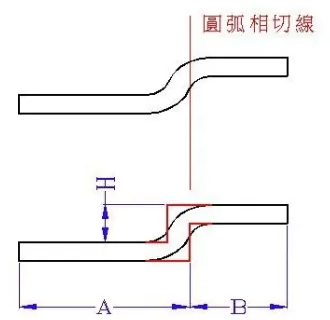
Z折4(过渡段为两圆弧相切):
1. 在H小于等于2T的情况下, 当段差过渡之处属于非直线段, 且该非直线段是由两圆弧相切构成, 在展开的时候, 要选取两圆弧相切的那个点来作垂线。这样做的目的是确保固定边尺寸偏移能够按照一个料厚来进行处理, 之后再依照Z折1(也就是直边段差)的方式去展开。
2. H>2T,请示后再行处理
反折压平L= A+B-0.43T(K’=0.43 T)

1. 在进行压平操作之际, 能够依据现实之中所呈现的状况, 去思索是不是要在折弯之前实施压线这一行为, 压线所处的位置乃是折弯变形区域的中部。
2. 反折压平一般分两步进行V折30°
在进行反折压平从而制作展开图折弯线的时候, 必须依照30°折弯线来画, 就如同图中所展示的那样。
N折
1. 如若N折加工方式呈现为垫片反折压平这种情况, 那么便沿着L = A + B + K来展开计算过程, 其中K值是依据附件里的参数去进行取值操作的。
2. 在N折通过其它途径进行加工之际情况下, 展开算法需参照 “一般折弯(R≠ 0 θ≠ 90°)”的相关内容。
要是折弯的地方呈现为直边状况(即H段的情况), 那么就依照两次折弯从而形成形状来进行计算, 其公式为: L等于A加上B再加上H还要加上2与K的乘积(这里的K是90∘情形下的展开系数)。
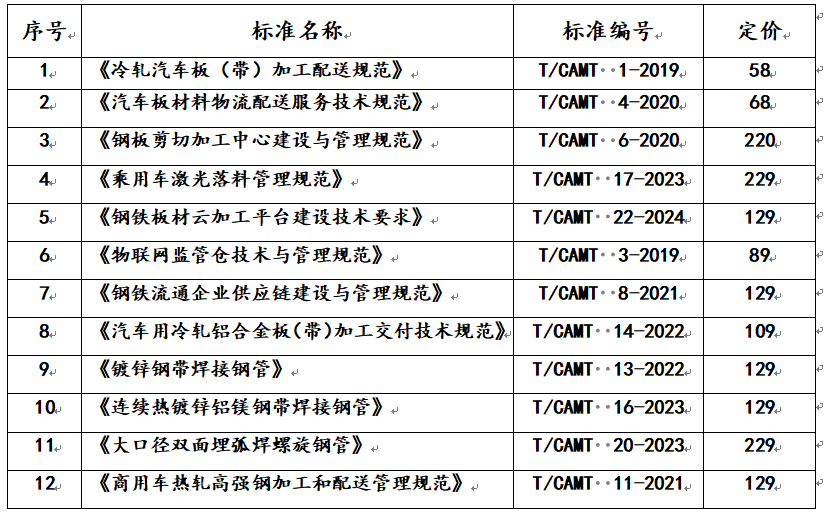
《2022中国钢板加工配送行业发展蓝皮书》
中金协总会以及其下属各个分会的会员单位, 价格是每本328元, 而非会员单位, 价格则是每本398元, 2本至5本可享受九折优惠, 6本至10本能够享受八折优惠, 邮费需自行支付。
中金协板材加工分会秘书长 孙旭东 电话:












暂无评论内容