
机加工工件质量受诸多因素影响, 机床精度、产品结构工艺是其中两个关键影响因素, 着重剖析了于修配车间加工进程里, 因机床精度引发的常见加工缺陷以及消除办法, 还详尽阐释了提升加工工艺的途径。
1 机械加工产生误差主要原因
1.1 机床的几何误差
加工的时候, 刀具相对于工件的成形运动往往经由机床来达成, 所以, 工件的加工精度在很大程度受到机床精度的制约, 机床制造时产生的误差对工件加工精度影响较大种类有, 主轴回转误差、导轨误差以及传动链误差, 机床出现磨损会致使机床工作精度降低, 主轴回转误差, 机床主轴是安装夹放工件或者刀具的基准, 且会把运动和动力传递给工件或者刀具, 主轴回转误差会直接对被加工工件的精度造成影响。(2)被确定为机床上各个机床部件相对位置关系基准的导轨, 同时还是机床运动的基准,其存在导轨误差。除了导轨自身制造误差之外, 导轨不均匀磨损以及安装质量, 同样是致使造成导轨误差的关键因素。导轨磨损属于机床精度下降的主要缘由之一。传动链误差, 是指传动链起始端与末端传动元件之间相对运动所产生的误差, 通常借助传动链末端元件的转角误差予以衡量。
1.2 刀具的几何误差
刀具误差对加工精度存在影响, 这种影响会随着刀具种类的差异, 而呈现出不同的状况。当采用定尺寸刀具、成形刀具、展成刀具进行加工之时, 刀具的制造误差会直接对工件的加工精度产生影响对于一般刀具而言其制造误差对工件加工精度并不会产生直接影响夹具存在几何误差夹具所具备的作用是能够让工件相对于刀具以及机床拥有正确的位置所以夹具的制造误差对工件当前所进行的加工进程的精度具有极大的影响。
1.3 定位误差

其一, 是基准不重合误差, 于零件图里要去确定某个表面尺寸以及位置用以作为依据的基准称作设计基准, 在工序图当中用来确定本道工序被加工表面加工之后的尺寸、位置凭借的那个基准叫做工序基准, 于机床上针对工件开展加工的时候, 必须挑选工件上若干几何要素当作加工时的定位基准, 要是所挑选采用的定位基准跟设计基准不一致, 那就会产生基准不重合导致的误差。其二, 是定位副制造不准确所引发的误差。夹具之上的定位元件, 不能够依照基本尺寸, 将其制造得绝对精准, 它们实际的尺寸, 全都允许在分别所规定的公差范围之内, 产生变动。工件所具备的定位面, 与夹具的定位元件, 共同构建成定位副, 因定位副制造得并不准确, 以及定位副之间的配合间隙, 进而引发的工件最大位置变动量, 被称作定位副制造不准确误差。
1.4 工艺系统受力变形产生的误差
1.5 工艺系统受热变形引起的误差
在精密加工以及大件加工进程里, 工艺系统热变形对于加工精度的影响颇为显著, 由热变形致使的加工误差, 有时能够占到工件总误差的50%。机床、刀具以及工件会遭受各类热源的作用, 致使温度缓缓攀升,与此同时, 它们借助各种传热途式, 朝着周围的物质以及空间散发热量。
1.6 调整误差
在机械加工里的每一道制造工序当中, 总是需要针对工艺系统开展这样那样的调节工作, 只因那次调整做不到完完全全地精准。所以就会由此产生调整方面的误差 在此工艺架构体系里面, 工件以及刀具于机床上的彼此位置精确度, 是借助调整机床、刀具、夹具或者工件等方式来予以保证的 当机床、刀具、夹具还有工件毛坯等的最初精准度达成工艺规定要求, 而且不把动态因素纳入考量范围的时候, 调整误差所带来的影响, 对于生产加工精度起着决定性的作用。
2 提高加工精度的途径
能够保证以及提高加工精度的方法, 大概可以归纳为以下几种情况: 一种是减小原始误差的方法, 一种是补偿原始误差的方法, 一种是转移原始误差的方法, 一种是均分原始误差的方法, 一种是均化原始误差的方法, 还有一种是“就地加工”的方法。
2.1 减少原始误差
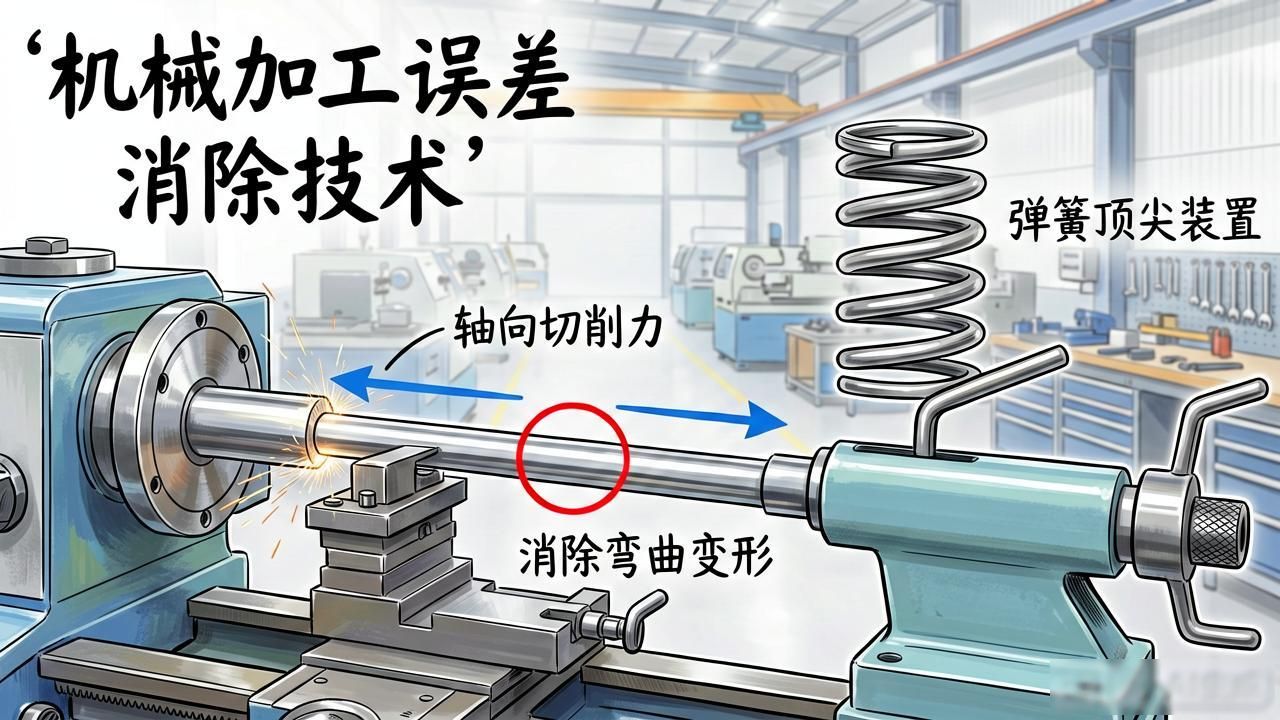
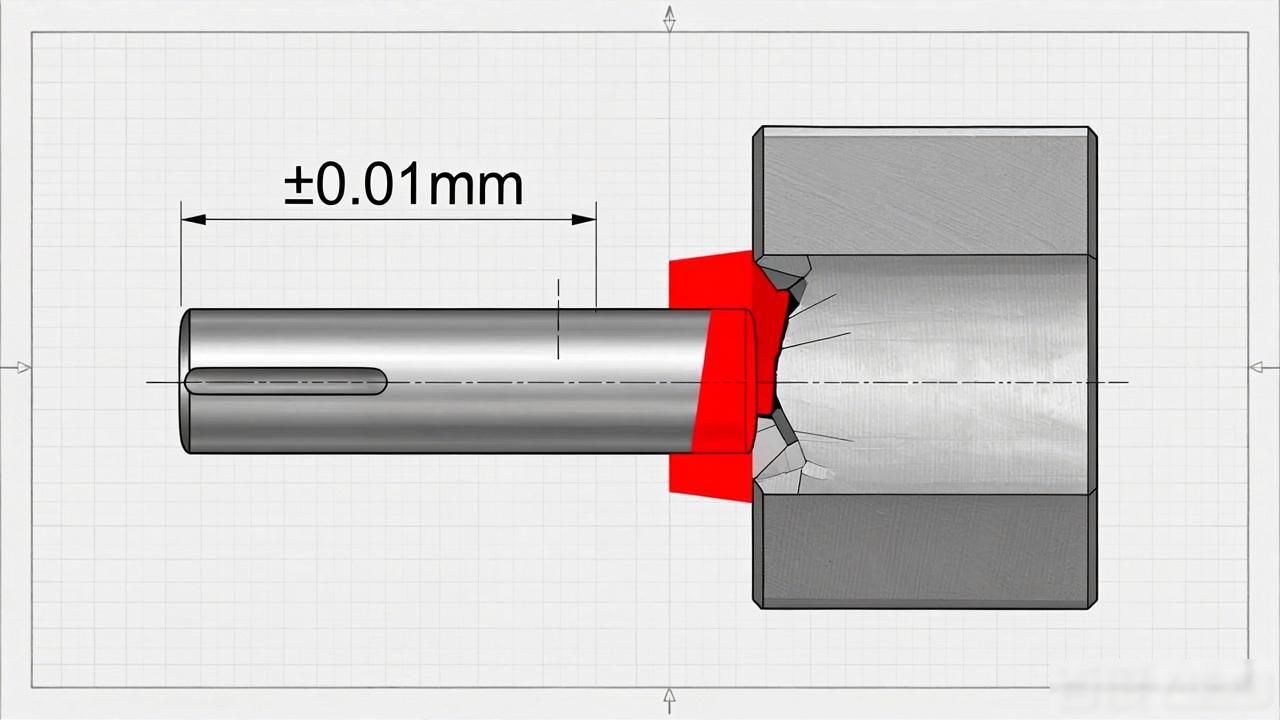
有一种方法, 它属于在生产里应用较为广泛的一种基本类方法, 是在将产生加工误差的主要因素给查明了以后, 去设法把这些因素消除或者减少掉, 比如细长轴展开车削操作时, 目前采用了大走刀反向车削法, 基本上把轴向切削力所引发的弯曲变形给消除了;若搭配上弹簧顶尖, 那么能够进一步把热变形所引起的热伸长的影响给消除掉。
2.2 补偿原始误差
误差补偿法, 是人为造出一种新误差, 用来抵消原来工艺系统里的原始误差。当原始误差为负值时, 人为误差取正值, 反之, 取负值, 且尽量让两者大小相等。或者利用一种原始误差去抵消另一种原始误差, 同样尽量使两者大小相等, 方向相反, 以此达到减少加工误差, 提高加工精度的目的。
2.3 转移原始误差
实质上, 偏差转变法不过是将工艺体系所含的几何偏差、受力形变以及热形变等予以转移。偏差转变法的实例极为繁多。举例来说, 要是机床精准度未能够契合零件加工要求的时候, 通常并非一味地去提升机床精准度, 反而是从工艺层面或者夹具方面寻觅办法, 创造出相应条件, 进而让机床的几何偏差转移至不会对加工精准度造成影响的方向上去。再比如, 磨削主轴锥孔并确保其与轴颈的同轴度, 并非依靠机床主轴的回转精准度来予以保障, 而是借助夹具来加以保证。当机床主轴跟工件之间采用浮动联接之后, 机床主轴的原始偏差便被转移消除掉了。
2.4 均分原始误差
于加工之时, 因毛坯或者上道工序误差(以下统一称谓“原始误差”)存在, 常常致使本工序加工误差产生, 又或者因工件材料性能发生改变, 亦或是上道工序工艺出现改变, 进而引致原始误差出现相当大的变化, 这种原始误差的变化, 对于本工序的影响主要涵盖两种情形: 误差复映, 引发本工序误差;定位误差扩充, 引发本工序误差。
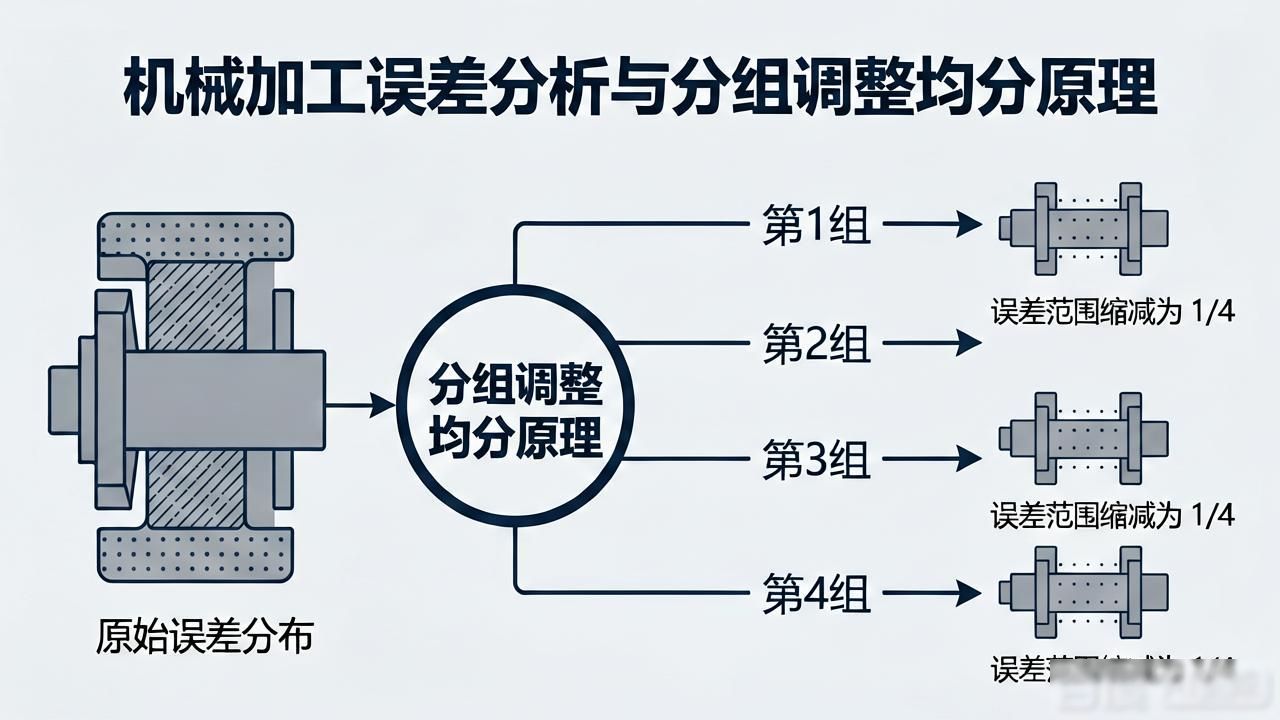
去解决这个问题, 较为适宜的是运用分组调整均分误差的方式。这种方式的本质是将原始误差依照其大小等额划分成n组, 每一组毛坯误差的范围就缩减成为原来的1/n, 之后按照各个组分别展开调整加工。
2.5 均化原始误差
经常会采用研磨工艺, 针对那些对配合精度要求特别高的轴以及孔。研具自身并不需要具备高精度, 然而在跟工件做相对运动的进程当中, 它能够针对工件展开微量切削, 高点会渐渐地被磨去, 最终致使工件达成很高的精度。这种表面之间的摩擦以及磨损的过程, 就是误差持续减少的过程。这便是误差均化法。它的实质是借助有紧密联系的表面相互比较, 相互检查, 从对比里找出差异, 接着进行相互修正, 或者互为基准加工, 让工件被加工表面的误差不断缩小并均化。在生产中,许多精密基准件都是利用误差均化法加工出来的。
2.6 就地加工法
在加工以及装配期间, 存在一些精度方面的问题, 这些问题涉及到零件或者部件彼此之间的相互关系, 是颇为复杂的, 要是一味地去提升零、部件自身的精度, 有时候不但困难, 甚至是不可能做到的, 倘若运用就地加工法这种方式, 就有可能很便利地解决看上去极为困难的精度问题。就地加工法在机械零件加工里常常被用作确保零件加工精度的有效举措。
结束语
在机械加工里头, 误差没办法避免, 仅有针对误差出现的缘由展开颇为详尽的剖析, 才能够采取对应的预防举措去削减加工误差, 进而提升机械加工精度。












暂无评论内容