
现代机械2011年第
加工误差产生的原因及分析
周琴
(绵阳职业技术学院,四川绵阳
摘要: 于机械加工进程当中, 鉴于各类因素所带来的影响, 经过加工而产出的零件没办法跟理想的要求达成完全相一致的状况, 总是会生成一些偏差, 此等。
加工误差即为偏差, 零件加工后的实际几何参数与理想几何参数的符合程度称作加工精度, 加工误差和加工精度是从。
对零件的几何参数, 是从不同角度予以评定的。于实际生产当中, 皆是借助控制加工误差, 以此来确保加工精度, 加工误差越小, 加工精度就越高愈好。
在经过对于影响加工误差的各类因素展开分析之后, 借助采取单因素分析法以及统计分析法, 去探索剖析加工误差, 然而结果显示, 其数值呈现出高的态势, 而且与之相反的情况同样如此, 必须探寻出能够减小加的办法。
工误差的途径。
关键词:加工精度加工误差原因分析
中国图书分类号是T”H16, 文献标识码为A, 文章编号是1002 – 6886(2011)02 – 0008 – 04。
and of

你提供的内容似乎不太完整或存在乱码,不太能明确准确的改写要求, 请检查并补充完整以使其能准确改写。
对于在“ge -”之后的部分而言, 存在着某种偏离, 这种偏离是一种偏离, 它有一些方式。
analy
lysis, is way
Key words: ; ; ;
刀刃轮廓代替理论的成形运动或刀刃形状进行加工而产
0前言
生的误差。例如,用齿轮铣刀铣齿,要加工出准确的齿
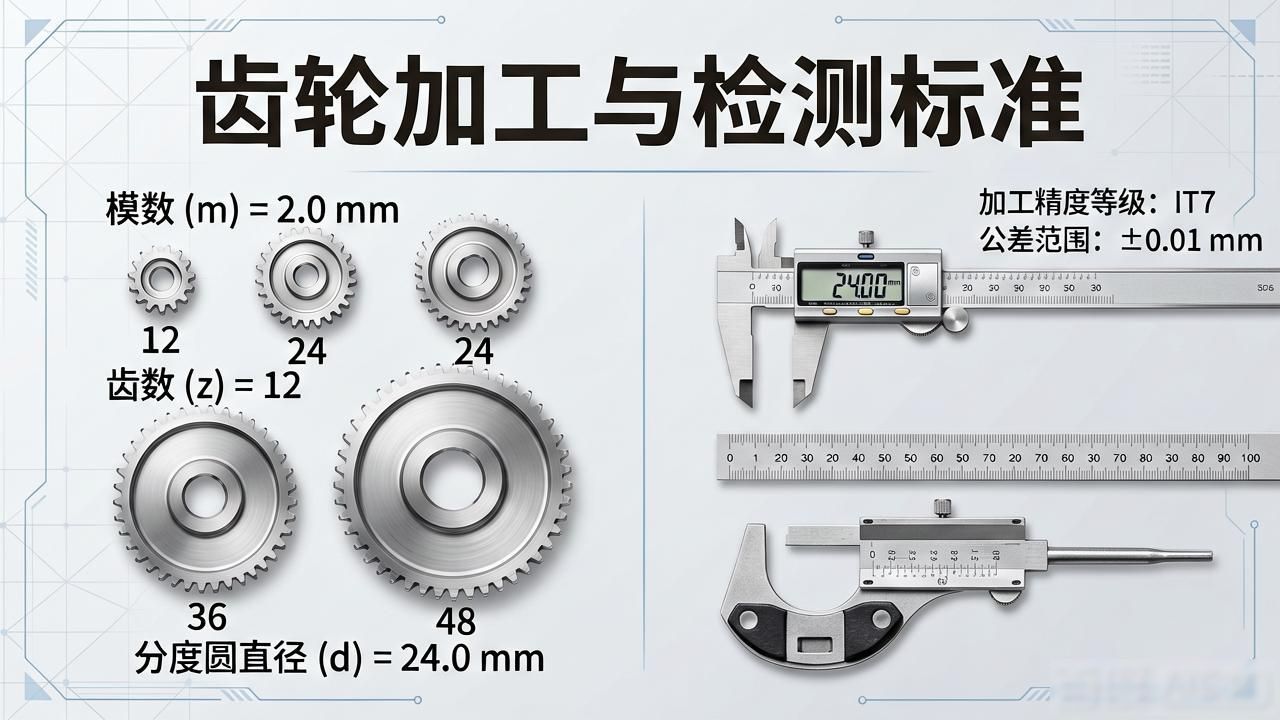
加工精度属于加工质量的关键构成部分, 其对形状有着直接影响, 所以针对同一模数但齿数不同的齿轮, 必然需要配备一把与之对应的。
机器展现出的工作性能以及拥有的使用寿命情况, 伴随科学技术不断向前发展的态势, 针对加模数铣刀而言, 这般便会致使刀具数量变得极其多, 处于生产过程当中是不符合相关要求的。
关于加工精度的要求呈现出越来越高的态势。若要确保加工精度得以保证, 那么就必然得对经济方面进行控制。在实际开展生产的过程当中, 针对同一模数的铣刀通常而言仅会进行只做这样一项操作结果。
尽量提高生出8把, 每种刀号齿轮铣刀的刀齿形状均按加工齿数范围, 在满足零件的使用性能的前提下, 存在加工误差。
产率和降低成本
中最少齿数的齿形设计,所以在加工时会产生齿形误差。
1加工误差的来源
再比如滚齿加工,是用阿基米德基本螺杆或法向直廓基本
在机械加工里头, 机床、夹具、刀具以及工件共同构成了一个整体, 用螺杆去替换渐开线基本螺杆, 这进而致使齿轮渐开线齿形产生。
构成的工艺体系, 加工精准度方面的问题便关联到整个工艺体系产生了差错。另外一方面, 鉴于滚刀刀齿数数量是受限的, 实际上进行加工。
精度问题。工艺系统的误差在不同的加工条件下,以不同
出的齿形是一条由微小折线段组成的曲线,而不是一条光
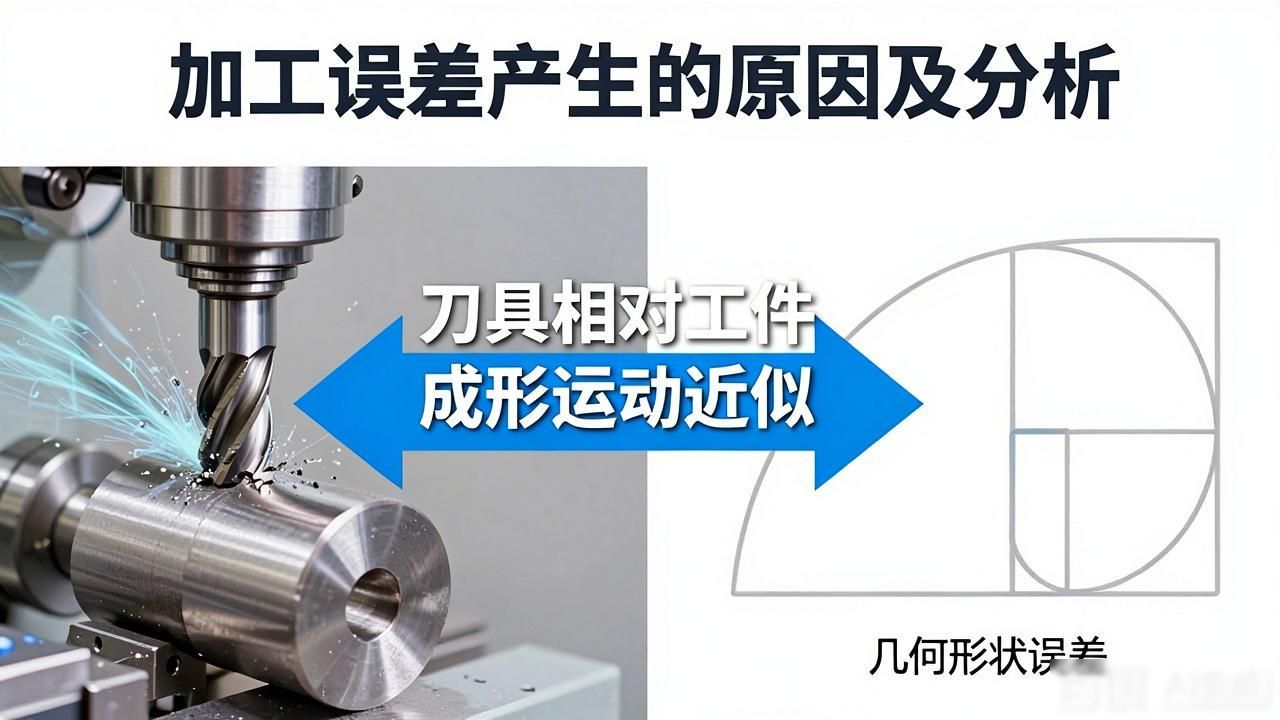
的程度以及方式呈现为工件的加工误差, 通常情形下, 是这滑的渐开线。这表明刀具相对于工件的成形运动是近似。
种误差称为原始误差。这些误差主要来源于两个方面
工艺系统存在误差, 一方面是工艺系统自身的误差, 其中涵盖加工原理误差, 另一方面是机床夹, 还有1.2工艺系统的误差。
具、刀具的制造误差,工件的测量误差等;另ー一方面是加工
机床误差包括机床的制造误差、安装误差和磨损。
在过程里出现的载荷, 以及各种各样的干扰, 其中包含工艺系统的受力变化。对加工精度影响比较大的, 是机床主轴的回转误差, 还有导轨误差。
形、热变形振动、磨损等引起的误差。其体如下。
和传动链误差。例如在车床上车削端面时,主轴的回转误
1.1加工原理误差
差会使车出的工件端面不垂直;在车削螺纹时,会使导程
加工原理误差指的是, 采用了近似的成形运动, 或者近似的产生周期性误差。在悼床上緯孔之际, 主轴会产生径向圆跳动。












暂无评论内容