

1.主轴误差
在机床进行加工期间, 出现误差的环节数目众多, 像本文所提及的主轴误差, 此类误差现象在主轴加工里较为常见, 致使这一问题出现的原因主要能够从以下三点着手剖析, 其一为在内轴颈里产生的误差, 该误差是由同轴弧度致使的, 其二是主轴自身存在的不同种类的误差, 其三是主轴承的绕度与实际情形不相符合所引发的。只有把导致误差出现的缘由给降低, 才能够切实有效地提升加工零件的精准度, 而且要防止较大的误差对其他环节所造成的影响,所以得进行有效的协作, 及时找寻到误差产生的原因。
2.加工刀具的误差

在实际机床加工进程里, 加工道具属于常见误差来源, 于这种误差类型当中, 几何误差是主要误差类型, 因加工道具在制造时无法有效确保其具备较高精度, 从而无法实现在机床加工进程中零误差目标, 所以这一环节精度无法实现有效控制, 然而并非所有刀具都会对工件产生误差影响, 仍需依具体情况分析, 比如在使用期间, 一般功能刀具产生的误差最小, 对工件基本不会造成较大影响, 而特定尺寸刀具相对而言对精度影响较大。
3.对刀误差

机床加工时, 对刀属于基本操作环节, 主要对刀方法有三种, 其一为用试切法对刀, 其二是借调整方法对刀, 其三是靠加工样件对刀。于这三种方法里, 第三种是使用频率最为广泛的, 此方法不论在速度方面还是误差性方面都具备一定优势, 所以对机床加工而言有明显效果。对刀误差产生原因是对刀过程中未进行精准制作所致, 进而致使元件在形状、位置以及尺寸等方面存有明显差异。
4.由夹具导致的误差
在加工进程之中, 夹具发挥着极为关键的作用, 它是促使刀具跟机床维持正确且合理位置的关键工具, 因夹具致使的误差, 其主要成因涵盖夹具自身于制造环节存有误差以及在夹具安装的过程当中出现误差等情况。夹具对零件加工精度的影响力十分显著, 特别是在铣削零件之际, 对夹具的平行度有着极高的标准要求, 务必运用打百分表的方法去严格予以矫正。
5.受热引起误差
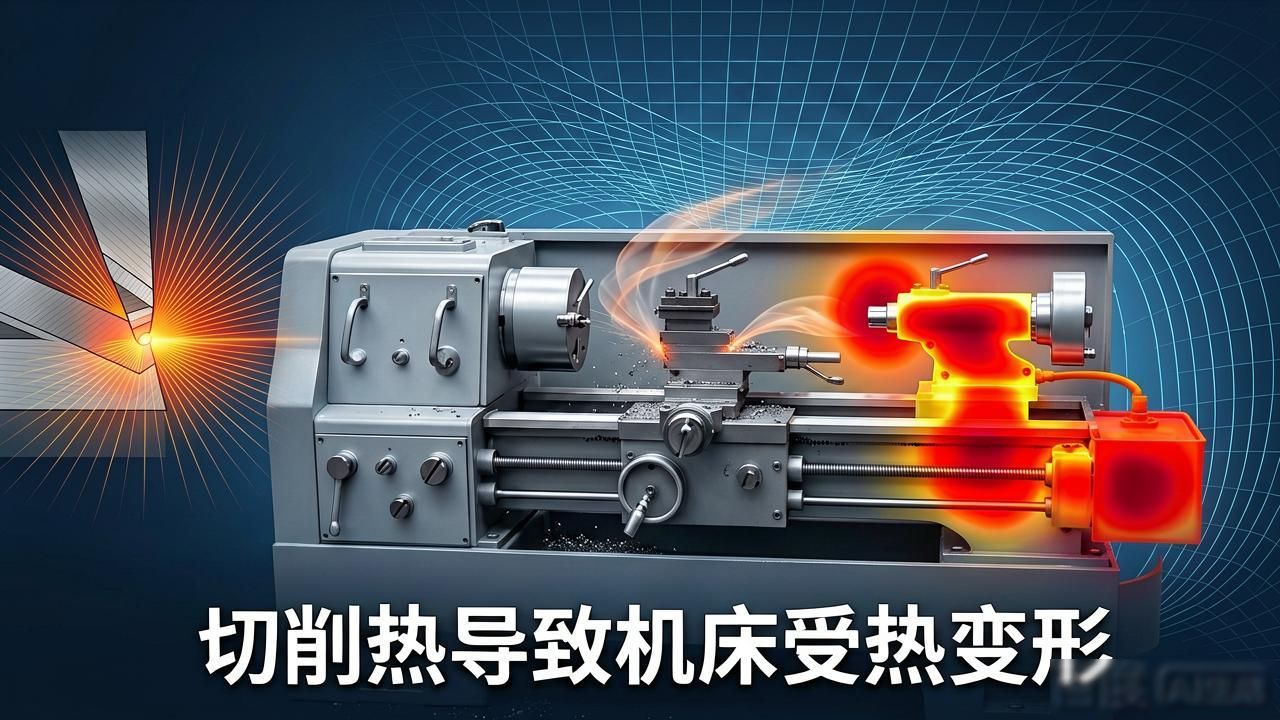
普通机床对工件加工时, 因施加各种力量, 还有摩擦以及周围环境影响的缘故, 会致使机床温度出现明显变化 , 像切削过程中, 切削力会因摩擦转变为切削热 , 各种类型的液压系统, 以及电子转动、马达转动等工作当中, 会因能量消耗进而产生热能 , 另外机床运转之际, 各种零件、齿轮、离合器等进行运动的时候, 会因相互摩擦产生大量热力散发着 , 这些热量聚集起来就极有可能致使机床受热变形, 进而严重影响工件加工精度的有效控制。












暂无评论内容