

在历经多年针对机械加工展开的用心探究、不断摸索, 以及同国内众多同行业人士热情交流后, 于长久运用镗床镗削工件的实际操作历程里, 笔者归纳出诸多有助于提升工作效率以及保障产品质量的巧妙方法。当前要介绍一些应用镗床镗削工件方面的经验与窍门, 以此来推动大家一同交流学习镗工业务知识的高涨态势, 进一步增进并提升镗床操作工尤其是青工的技术水准, 提高工作效率, 进一步确保产品质量。
1. 镗削超大型工件的辅助基准设置
镗床于加工工件这事上, 有时会碰到被加工工件的加工平面以及平行孔系的孔距超出此镗床加工范畴状况, 要先去镗削工件的部分孔系或者平面, 之后吊移工件, 校正夹紧接着镗削其余部分孔系或者平面情形随之出现, 二次装夹工件之问题顺势产生。二次装夹时的校正方法属于关键环节。在一般情形下, 于实施吊移工件过后, 一旦完成对工件业已加工的孔系或者平面的校正;接下来, 便能启动工作台去进行剩余孔系或者平面的加工。然而, 却忽略了这样的状况: 正是由于机床工作台存在偏载以及导轨间隙等方面的问题, 致使工件会跟着工作台产生水平方向上的变动。这种变动, 会引发后续镗削的平面或者孔系的中心线, 与其原先镗削的平面或者孔系的中心线, 并不同处于同一个平面内;或者它们之间的平行度, 无法契合图样所规定的要求, 进而潜藏着隐患。最终出现各孔中心高度和工件的底平面之间, 距离呈现出不一致的情形。于是, 于镗削工件前部孔系之际, 或者镗削前部平面之时, 需同步开展镗削工作, 镗削出一个辅助校正平面, 以此作为后续加工进程里的校正基准, 该校正基准能够是于工件外部预先实施加工, 获得到一个处于水平方向的校正面, 又或者是通过点焊一块辅助板, 并且在这块辅助板之上予以加工, 从而得到一个处于水平方向的校正面, 凭借此校正面作为后续历程里的校正基准, 如此一来便确保了工件于前后加工环节当中基准的一致性。在拥有这个辅助基准之后, 当镗削工件后续部分的孔系或者平面的时候, 能够借助对工件辅助支撑架进行调整, 以此来调节工件的高度, 待校正辅助基准与前期加工工件时的状态达成统一之后, 再将工件夹紧, 进而镗削工件后续的那部分内容。
2. 垂直度误差超差的解决办法
镗床用于加工工件垂直孔系或垂直平面, 此时要先校正镗床工作台回转精度。若回转后定位精度不准, 当先校正工作台回转垂直度至准确, 才能够去加工工作台上旋转后工件的后续部分。当然, 可借由校正工件已加工孔系或平面来为工作台回转精度定位, , 然而, 得依照后续加工工件时工作台或主轴的进给方式来校正, 还要对工作台的位置予以定位。要是借助主轴来装刀杆镗孔, 需先把工作台移至工件的被加工孔大致和镗床主轴同心的地方, 接着在主轴上的刀杆槽孔之内安装并紧固辅助拉杆, 针对工件的已加工部位开展校正, 校正完毕后, 紧绷工作台, 并且还要再校正一回, 用以防止工作台在紧固进程中发生偏转进而留下隐患。倘若工件的已加工部分比较小, 那一定要在工作台或者工件上增添辅助装置校正基准, 以此保障工作台回转后的垂直度。
3. 应用变速切削法防止镗削薄壁工件过程中的振动
在镗削那种刚性比较差的薄壁箱体, 或者筒体等相似工件的进程当中, 有时候会碰到, 因为工件的强度不够, 从而引发镗削进程里工艺系统出现发颤的状况, 这降低了镗削工件的表面质量以及尺寸精度。一般采用增加压板, 或者辅助支撑的办法来处理这种问题。笔者历经多年对这类问题展开研究, 发觉这类发颤现象是从微小朝着剧烈逐步增大的, 也就是说后续发颤是在前期发颤的基础之上渐渐增加的。镗削工件时, 刀具呈旋转状态进行镗削操作。首次出现工件发颤的情况后, 其加工表面肯定会出现不明显的微量“振痕”。这个“振痕”会导致刀具在第二圈车削进展中, 顺着其运行轨迹产生“颠覆”样式的导向型切削。如此一来进一步致使“痕”呈现增大态势, 使得振痕迹在之后延续的镗削进程里变得异常明显。进而造成加工机件震动跟随次数逐渐提升, 这种异常现象是因为刀具的切削速率保持原有数值不变。令刀刃于切削环节所形成的“颠覆”样式轨迹呈现一致状态。最终发生了共振情况。在镗削此类工件时, 通过不断地频繁按压镗床操作面板的点动按钮, 进而让刀具产生变速式切削, 以此改变其振动频率, 这样就能杜绝镗削工艺系统因共振出现振动现象, 还能保证工件加工质量。不过该方法应尽量少用, 原因是要防止镗床接触器触点因频繁通断电而受到烧损。
4. 工件孔系中心距与编程数据不一致的克服办法
于应用半闭环伺服系统的数控镗床, 或者加工中心镗削中心距精度比较高的工件孔系时, 有时会发觉加工后的孔系中心距跟编程数据不一样的状况。探寻其缘由, 是该数控镗的X轴以及Y轴的丝杠和丝母产生了磨损间隙, 从而导致工作台与主轴箱的实际运行轨迹同编程轨迹产生了误差。所以, 于应用数控镗或者加工中心加工工件的多位置孔系编程时, 一定要考虑机床主轴箱与工作台运行期间的反向间隙。当在数控镗或者加工中心之上, 对如图1所示的行星架里周向均匀分布的3个φ60+0.021 +0mm的孔进行加工之际, 常常会运用编程或者极坐标编程, 于模态调用方式之下, 机床主轴直接以快速定位至各个孔中心的运行方式, 逐个加工这3个孔, 可因为机床使用的年限比较长, 其丝杠与丝母的反向间隙相对较大, 在定位孔心位置之时, 工作台存在逆向运行进行定位的方式, 致使所加工的孔距产生了偏差。当对定位孔Ⅲ的中心位置予以确定时, 于孔Ⅰ到孔Ⅱ这个进程里, 其主轴呈现向左移动之态,可是在孔Ⅱ到孔Ⅲ过程中, 主轴却转变为向右移动啦, 由此出现了逆向运行的状况, 丝杠与丝母之间存在的反向间隙致使了运行距离和程序不相符合的现象, 最终使得上述问题出现并发生。针对于此, 能够不采取上述提及的方式, 或者是不用极坐标编程方式的模态来对各孔孔心展开定位加工。当对定位孔Ⅲ进行中心确定的时候, 能够先让主轴朝着右方行进的距离超出孔Ⅱ以及孔Ⅲ两者之间的中心距离, 也就是(519.62±0.02)mm, 然而实际朝着右方行进了530mm, 紧接着再朝着左方行进530减去519.62等于10.38(mm), 以此克服机床里面丝杠与丝母所存在的反向间隙, 进而保证被加工孔的位置度。自然地, 也能够采用间隙补偿这种方式去处理上述问题。
图1 行星架

5. 用小镗床加工大工件的孔或小平面的装夹校正及钻削方法
进行镗床钻削工件作业时, 有时会碰到小镗床加工大工件某孔或小平面情形, 工件质量严重超越镗床工作台承载量, 工件校正装夹后, 镗床工作台就无法纵向与横向移动, 只能移动主轴箱对工件局部开展加工。尤其是钻铣大型筒体类外部偏心孔时, 因无法移动工作台致使不能预先铣削一钻孔平面, 给钻孔工作造成极大困难。如图2所示, 利用T68镗床钻削大型机壳的偏心注油孔,先把机壳依照图示方式进行吊放, 完成(选择高度适宜的垫块或垫块组), 接着塞入楔铁, 然而不可以解除吊绳, 以防工件在校正进程中产生滑移、歪倒现象。其次, 运用主轴去推拉钻夹头中的校正杆, 并且与此同时调整工件和楔铁, 致使校正杆细线上的吊坠中心正对着机壳内部的两个过油孔的中心, 而且两个过油孔的孔口端面高度相同, 随后将工件紧固在工作台上。其次, 把钻夹头取下来, 装上那种切削刃是中凹外凸形状的、并且比注油孔直径要大些许的钻头, 转动主轴, 启动主轴箱, 让钻头的中心跟工件的平面A达到平齐状态, 接着依据注油孔到平面A的中心距离把主轴箱向下移动, 缓缓地直接钻铣注油孔孔口的圆弧面并使之变为平面。最终, 更换为加长钻头去钻削注油孔。
吊放工件时, 要大概置于能让注油孔中心线跟主轴轴心线大致同轴的位置, 注意此事项;细线务必在校正杆的垂直中心处下垂, 以防校正出现不准确的情况;当没有吊坠时, 能够用小螺母进行替代;在使用加长钻头钻削之前, 最好先用与加长钻头等径的短钻头钻一下, 以此作为加长钻头的定心导向孔;钻削期间必须浇注切削液, 要牢记这话。
图2 利用T68镗床钻削大型机壳的偏心注油孔
1.机壳, 细线以及吊坠这部分, 校正杆, 主轴, 钻夹头, 过油孔, 注油孔, 工作台, 楔铁, 垫块。
6. 镗削平行孔系必须采取同一进给方式
在应用镗床对工件进行镗削的进程当中, 常常会碰到有着多组平行孔系的工件有待镗削的状况, 有时因被镗削工件的平行孔系各孔长相异, 或是孔端面不一样, 进而采取将工作台纵向进给与主轴进给联合运用的办法, 这是不可以采纳的, 因工作台进给时, 鉴于其纵向行程导轨必定存有间隙, 使得工作台在进给进程里会于水平方向产生微量“飘移”的现象, 进而导致其被镗削孔的中心线出现微量偏移, 引发被镗削孔系的不同轴问题。与此同时, 还会因为工作台出现偏载的情况, 致使其在进行进给的过程当中, 发生处于水平面之内的“扭转”这种现象, 进而导致被镗削的平行孔系的平行度误差得以增大。
7. 通过垫块的稳定性解决工件镗削过程中的发颤现象
镗削, 针对筒体或者壳体类强度薄弱的工件时, 有时, 会因为工件强度, 不足以抵抗镗削过程里的切削力, 进而造成镗削件发颤情形。好多操作工, 不知道怎样简单地处理这类问题, 只会给工件添加压板或者辅助支撑。实际上, 有时, 只要把压板的垫块, 更换成强度较大的垫块, 便能够解决。可以借助垫块的稳定性解决工件镗削过程中的发颤现象。
8. 镗削组合体联轴器内孔的快速装夹校正法
于应用镗床镗削组合体联轴器内孔之际, 预防其于加工之后对口面出现偏心情况, 一般而言是把联轴器于其对口面呈水平状态之时放置于V形铁之上, 接着运用找正针对其对口面开展校平相关事宜, 有时会需要添加垫子, 颇为耗费时间。经由剖析其功用, 径直把联轴器以其对口面垂直于工作台面的形式放置于V形铁上且予以压紧、进行加工。要是联轴器两端靠在V形铁上的外圆直径存在差异, 那么在外圆较小一端处的V形铁上垫铁皮便可, 铁皮厚度等同于联轴器外圆大小头半径的差值。

9. 镗削无定位基准的小型不规则工件的装夹方法
小型不规则且无定位基准的工件, 在镗削进程中虽较少碰到, 可毕竟还是存在的, 因其形态复杂加之不规则, 对其开展装夹校正着实困难重重。鉴于此, 笔者先是把它直接点焊或者装夹于辅助夹具之上, 接着再将它放置于镗床工作台上予以校正加工。校正工件之际, 直接调节辅助夹具便可。
10. 刀片在完成焊接之后, 其刀刃所处的高度呈现出大于孔中心线高度的状况, 此中的隐患以及相应的调整方法。
在应用焊接刀进行镗孔操作的进程当中, 有的时候能够发觉, 刀头在刚开始对工件的内孔展开镗削之际, 会产生刀片破裂的状况。最初觉得是工艺系统出现颤抖, 进而发生了“打刀”的现象。随后又发觉, 在镗孔的时候, 也多次出现了相似的情形, 这引发了笔者的关注。笔者认真地进行了分析研究, 面对镗孔过程里, 刀头因为受到比较大的周向切削反力, 从而在刀杆中产生变形的状况。如图3所示, 存在过内孔中心刀头镗孔中的变形情况。在镗孔进程之际, 当刀头遭受工件被加工余量的周向推力之时, 如果刀头是形体较小的方钢, 并且处于切削力较大的状况下 , 那么必然会出现刀头绕其与刀杆孔口最终接触的A点(边)向刀头切削的反向旋转一个角度的情况。在运用φ51mm刀杆进行装夹, 那装夹后的后角是8°, 且刀片高于孔中心线2.5mm的刀头, 对φ102mm孔进行镗削的进程当中, 当刀头绕A点反向转动1°的时候, 刀片在镗孔的径向上会伸长0.2mm, 同时刀头的后面会有0.4mm宽度的面积挤入已加工的孔壁。在这个过程里, 孔壁会给刀头施加一个“抗入”的顶力, 一旦该顶力大于刀片承受的强度, 那么刀片就会破裂。当然, 这种情形, 大多是出现在粗镗孔之际, 并且, 与此同时, 存在着这样的一种状况, 即已进行加工的孔径, 随着刀头的变形而增大, 必然会出现微量增大的现象。
图3 过内孔中心刀头镗孔中的变形
1.刀片 2.刀头 3.刀杆 4.工件孔
这类问题之所以发生, 是由于焊接刀片后, 前刀面高于被镗削孔中心线, 也就是说, 切削刃高于刀尖与刀杆回转中心的连线。所以, 只要把刀头依据刀尖与刀杆回转中心的连线提前做好弯曲就行。通常可以依照刀头在刀杆槽孔中的伸出长度, 采用对刀头加热压弯的方式进行改制。不过, 最优做法还是在定做刀头时明确相关技术要求, 验收刀头时按照定制刀头的标准来验收, 从而从根源上杜绝上述问题的出现。
11. 高效镗削异形件同轴孔系的科学方法
于应用镗床镗削异形件的那种同轴孔系之际, 一般而言是借助工作台进行旋转, 或者运用可转工装装夹来对其实施镗削操作。然而存在一些工件, 其形体较为小, 并且不存在专用工装夹具, 当利用工作台旋转方式去镗削其同轴孔系之时, 鉴于工件处于工作台中间部位, 而且距离工作台边缘较远, 致使镗床主轴以及刀杆伸出较长, 从而对加工精度以及效率造成影响。鉴于此, 笔者历经多年研究, 琢磨出一种镗削该类工件同轴孔系的简便方法。
首先, 把旋转镗床工作台进行转动使其T形槽和镗床主轴轴心线保持平行, 于工作台的中间T形槽里依据待用平铁的长度去安装两个定位挡块, 在挡块两侧放置两个平铁, 当平铁靠实垫块之后, 借助中间T形槽内T形螺母和螺栓对其展开压紧操作。其次, 把两个被加工工件吊运放置到工作台上, 分别让其同轴孔系的外边靠紧两个平铁的立面(工件靠实平铁的部位不能有氧化皮或者毛刺等情况, 不然必须修磨得干净), 将工件在工作台上压紧。接着, 以其中一个工件的被加工孔位为基准, 镗削其同轴孔系一端的孔直至达到尺寸要求, 随后, 把工作台或者主轴进行横向移动, 以此镗削另一个工件靠近主轴端的孔, 在此过程中, 主轴或者工作台的水平移动距离等于两个平铁厚度加上挡块厚度, 再累加两个工件孔位到平铁的水平距离。最终, 松开压紧工件的压板, 把工件水平旋转一百八十度后进行换位压紧, 依照上述方式镗削剩余孔系, 如同图四所示。
图 4
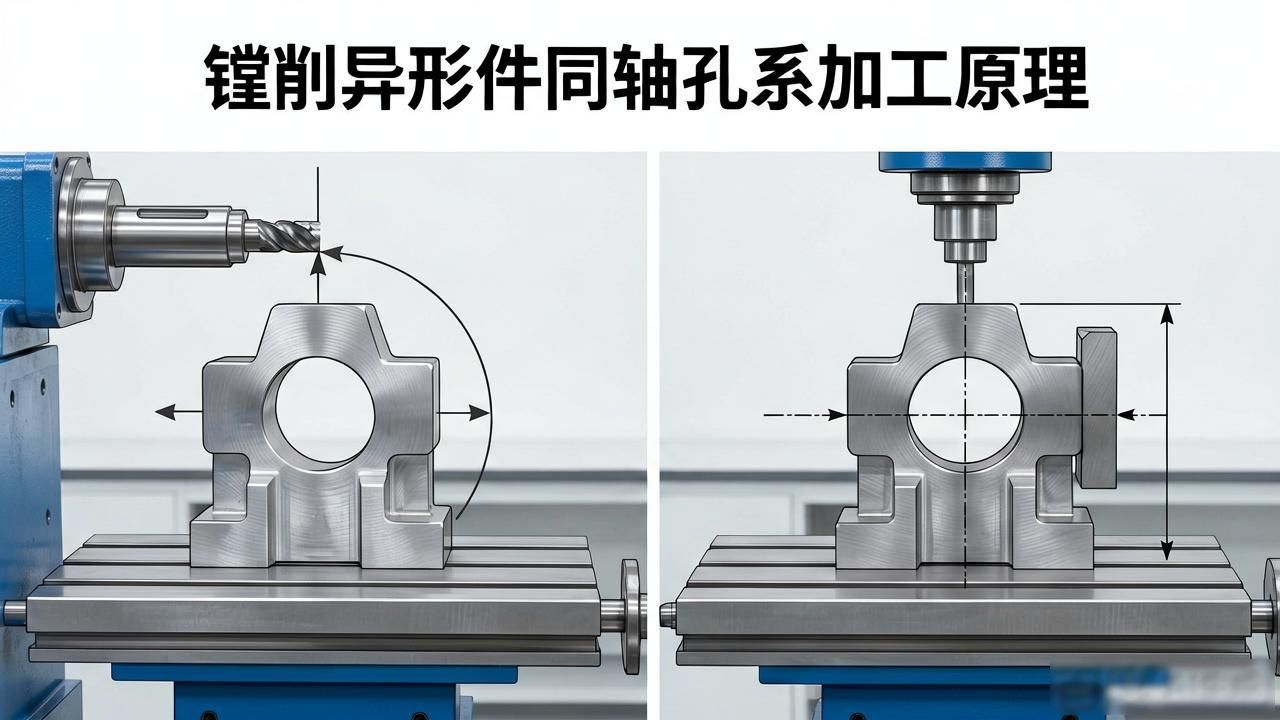
在上述镗削异形件同轴孔系时, 其原理是这样的, 在上述加工进程里, 因工件底面以工作台平面来定位, 于镗孔期间, 工件仅仅是进行水平方向的旋转, 旋转角度为180°, 同时, 工作台或者主轴也仅仅是做水平方向的移动, 并且主轴的高度并未发生改变,所以, 当对两孔进行加工之后, 它们轴心线的高度是一致的;另外, 由于工件在换位之后, 依旧是以平铁侧面来定位, 在镗孔时, 主轴回转轴心线到两个平铁侧面的距离是相等的, 所以, 两孔的水平孔位是一致的。故而, 如此镗削的工件的同轴孔系是同轴的。
留心, 就平铁厚度而言, 务必保持一致, 其误差不可大于孔系的同轴度误差;平铁压紧于工作台上后, 得校验其侧面与主轴轴心线的平行度, 此误差同样不得超出孔系的同轴度误差;工作台上平面与主轴轴心线的平行度也需予以校验, 该误差同样不得超过孔系的同轴度误差;在上述水平与垂直方向皆存在误差时, 误差的平方和再开根方后其数值不得大于孔系的同轴度误差;于工作台上工件的后端能够紧固一个定位块, 借此防止工件在钻孔进程中因轴向切削力较大而出现移动;于工件靠实平铁的另一端最好也装夹一个挡铁, 待工件压紧后在该挡铁与工件之间塞入斜铁, 以此防止工件在加工过程中于水平方向内产生“游动”现象;夹紧工件之际, 必须先依照工件自由状态放置的情形压紧工件, 接着再塞入挤紧的斜铁, 用以防止工件原始定位的水平基准面或基准点出现变化, 进而降低镗削孔系的同轴度精度。
若工作台上平面跟主轴轴心线的平行度存有较大误差, 需先校验待加工孔系在全长上的误差最大值, 于工作台磨损量较大部位的工件底部, 垫上厚度等同于其误差大小的铁皮。这种铁皮必须具备足够刚性, 且不会随工件换位而移动。如此便能让工件孔系的加工轴心线与镗床主轴的轴心线保持一致, 切实保证所镗孔系的同轴度。
12. 紧件螺母的合并使用技巧与功效
镗床加工工件的时候, 不少工件靠螺栓、螺母拧紧压板来装夹固定。因普通螺母厚度小, 拧紧时只有少量螺纹和螺栓咬合, 时间一长易致螺栓或螺母的螺纹变形, 最终损坏, 极大影响螺栓和螺母使用寿命。为此, 笔者经多年分析研究, 发明一种把两个螺母拼焊一起用的方法, 大幅提高螺母和螺栓使用寿命, 还让其紧固工件时更牢靠。
把第一个螺母拧到螺栓上, 之后拧第二个螺母使其与前一个靠紧, 当两个螺母对齐六方后, 把它们组焊成一体, 像图5呈现的那样,该方法简便易于施行。不然的话, 就更换第二个螺母再度进行拧试组合, 之后用丝锥给组焊好生了的加长螺母过一遍螺纹便可投入使用,使用期间要留意在螺纹部位涂抹油脂, 以此提升它的使用期限。
图 5
13. 结语
那种经验跟窍门, 于镗工实践进程里, 有着一定的可借鉴之处, 会切实提高镗工的生产效率 , 以及镗削工件的加工质量, 是值得在同行业当中进行推广跟应用的。
作者: 赵忠刚











暂无评论内容