

于内孔镗削这项作业当中, 粗镗作为一道工序, 精镗亦是一道工序, 此两道工序衔接得极为紧密。众多处于一线位置的师傅, 由于对两款刀具的特性产生混淆, 并且胡乱使用切削参数, 因而常常出现孔径有着偏差的情况, 孔壁呈现出粗糙的样子, 圆度不符合合格标准等一系列问题。当下就针对大家来梳理两者之间的区别, 以及具备实用价值的选择刀具、运用刀具的技巧。
一、功能与刀具设计差异
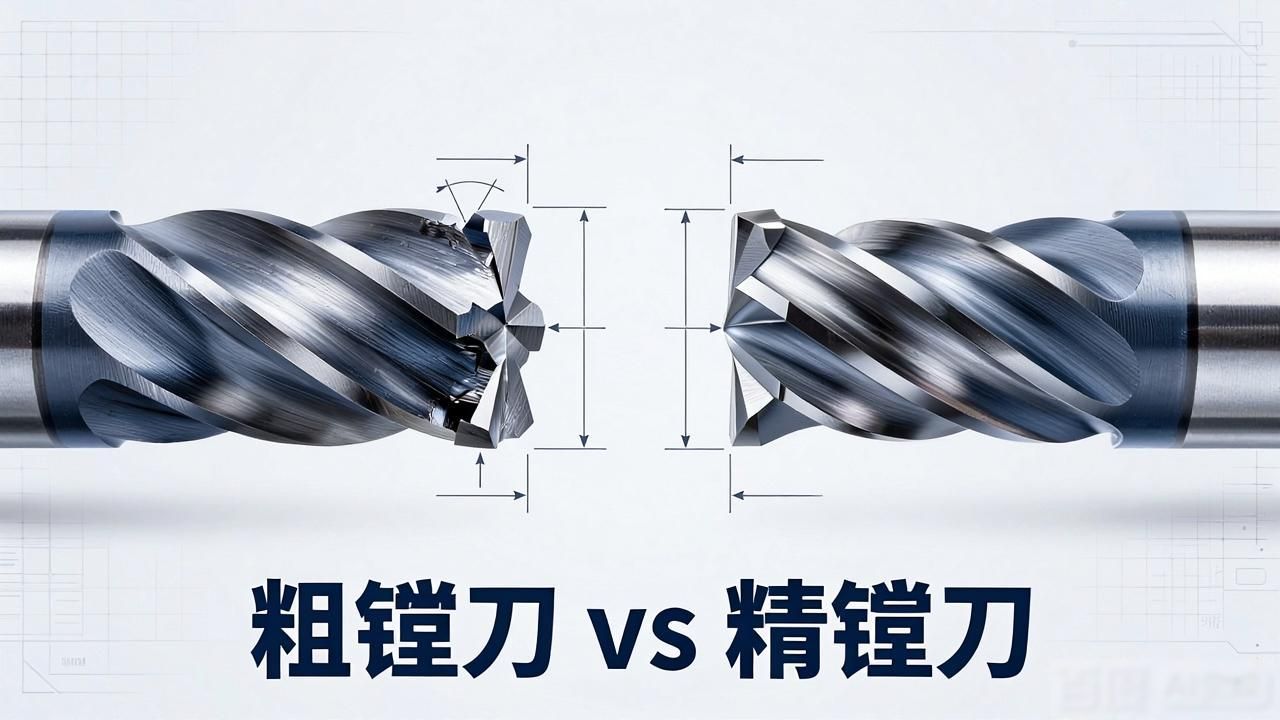
两款刀具的定位完全不同。

前期粗加工由粗镗刀负责, 其核心作用在于快速将工件多余的余量去除, 进而完成基础塑形。这类刀具着重强化刚性以及稳定性, 不存在精密微调结构, 能够承受大切削负荷, 在加工过程当中不容易出现抖动。
专注于最终精加工的精镗刀, 对于孔径尺寸有着要求, 对于位置度有着要求, 对于圆度有着要求, 对于表面粗糙度有着极高要求。刀具标配精密微调机构, 该设备能够修正尺寸, 该设备且能够精准修正尺寸, 从而满足高精度加工标准。
二、切削参数与适用场景
在切削参数上,二者有着明确区分。
粗镗加工之时, 切削量是比较大的, 并且进给速度较快以此, 为了能够减轻或者减少刀具的磨损量, 可以使切削转速加以设置, 让其处于偏低的状态, 而这种加工方式大多被应用于直径在8毫米以上的大孔径的加工领域之中。
进行精镗之时, 切削深度通常被控制于 1 毫米以内, 走刀量要更小些, 与此同时, 搭配较高的转速, 以此确保孔壁拥有光洁度, 这种情况更适宜小孔径的精密加工。
三、选刀小贴士
那进行粗加工时所呈现出的质量状况, 会直接对最终开展的精加工效果造成影响, 粗镗过后剩余的量呈现出均匀且稳定的态势, 这乃是产出符合要求工件的关键所在。
当下备受关注的模块化镗刀, 其实际使用效果颇为显著, 构建了燕尾稳固结构, 且借助多款刀座模块组合, 只需更替模块便能实现粗镗模式与精镗模式的相互转换。该刀具能够适配不锈钢, 以及铸铁, 还有低碳钢等多种不同材质, 具备良好的通用性, 在性价比方面表现极为突出。
将粗镗刀跟精镗刀区分开来, 依据工序去匹配刀具以及切削参数, 这样做不但能够使加工效率得到提升, 而且还能够切实有效地减少废件, 这同样是机加工领域的从业者务必要掌握的基础性技能。













暂无评论内容