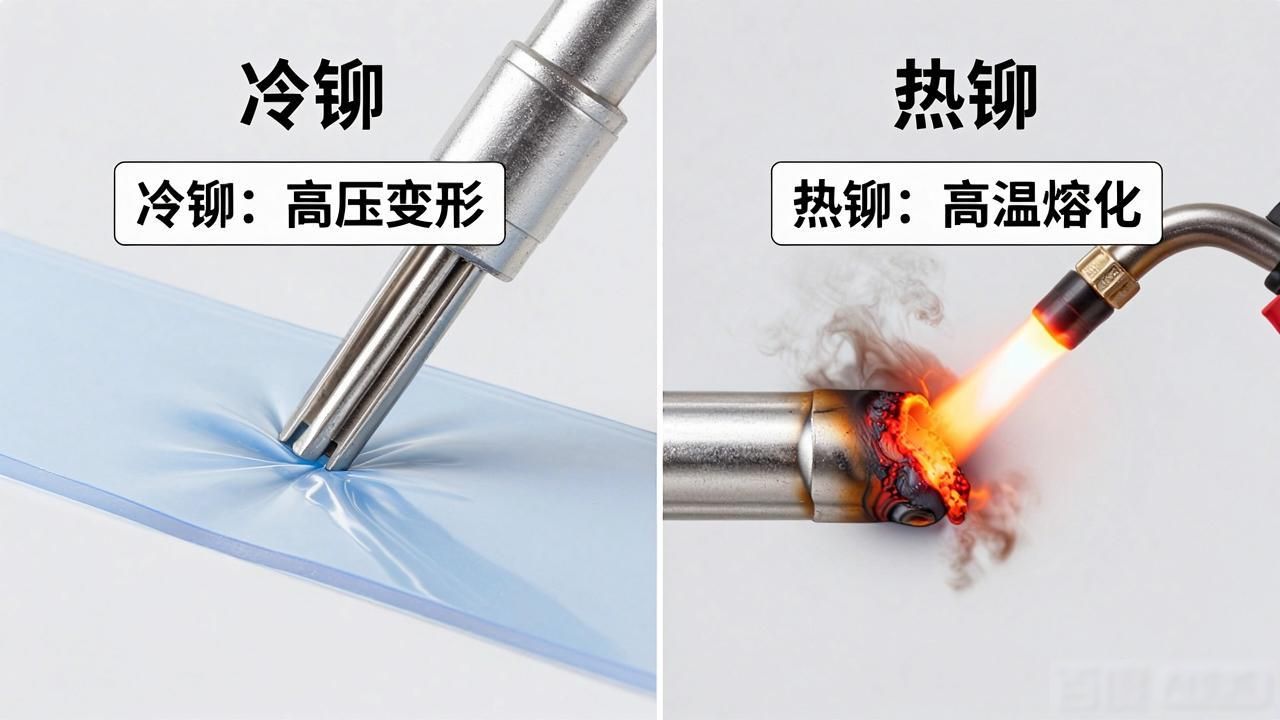

电焊的一种焊接方式是铆焊, 通常的焊法是用焊条将被焊接物体渗透, 一般焊接比较厚的金属, 铆焊分为冷铆和热铆, 冷铆是用铆钉连接, 热铆则是焊接, 也就是通过高温把两种金属的连接部位熔化在一起, 焊接材料可以是金属或者非金属。
铆焊接工艺, 尤其对于果农而言, 是用于连接由不一样材料制作而成的零件, 举例来说像塑料与金属。有一个零件具备铆柱, 它会伸入到另一个零件的孔当中。随后借助塑料的冷流亦或是熔化, 使得铆柱发生变形, 进而形成铆钉头, 以此将两个零件以机械性方式锁紧在一起。此工艺具备快速且经济的特性, 拥有不需要消耗铆钉以及螺钉的优势。
有多种不同的铆钉头设计, 能通过改变焊头的设计而获得。一般用途的铆焊, 推荐采用直径在1.6至4mm (也就是1/16-5/32英寸)之间的铆柱。球面铆焊, 则推荐采用直径小于1.6mm(即1/16英寸)的小型铆柱。齐平面铆焊, 用于有需要平直表面要求的应用场合。空心铆焊, 能够最大限度减少凹痕与缩孔, 采用的是直径大于4mm(5/32英寸)的铆柱。
冷铆焊接

在冷铆焊接这个操作当中, 是借助高压这种方式让铆柱发生变形的。冷流这种现象致使铆柱所在区域产生较大的应力, 所以它仅仅适用于那种延展性比较好的塑料。
热铆焊接
热铆焊接里, 压缩焊头会发热, 所以在铆柱上形成铆钉头所需的压力就比较小, 并且铆钉头中产生的残余应力同样较小。它能够应用于比冷铆焊范围广出好多的热塑性材料当中, 这其中还涵盖玻璃填充材料。它的接头质量是由工艺参数的控制来决定的, 也就是温度、压力以及时间。典型的焊接周期是1至5秒。热铆焊具备零件在好多情形下都能够拆卸的优点。
热气铆焊接

于热气铆焊接里头, 是以过热空气流这种形式给铆柱供热, 借此铆柱周边的气管来传导热量。而后, 独立的冷焊头往下放, 对铆柱实施压缩。
超声波铆焊接
于超声波铆焊接里, 凭借焊头给出的超声波能量把铆柱予以熔化, 在焊头持续的压力进程中, 熔化的铆柱材料流进焊头内的型腔之中, 从而形成所需的铆钉头设计样式, 典型的焊接周期小于2秒, 能够用手持焊头开展焊接。
铆焊应用广泛,例如:

– 汽车工业(将零件粘附在车门上)
– 电信
– 电子(印刷电路板)
– 医疗设备











暂无评论内容