

《钢结构知识库》系列 · 技术干货
归根结蒂钢结构主要就是关乎两件事情: 把截面选正确, 将节点连接妥当, 一旦节点出现了状况, 即便截面再具备强度也是毫无作用的。
今天, 将焊接工艺, 高强螺栓, 拼接要求, 定位焊, 这些连接方面最为实用之处, 集中讲述一回。
一、连接形式:四种方式各有所长
焊接连接, 其刚度大, 对截面不产生削弱, 是工厂制作以及永久连接的首选方式。高强螺栓连接, 具备很高的承载力且能够拆卸, 在工地安装以及重型结构中最为常用。普通螺栓连接, 其施工较为方便, 用于次要构件以及临时固定。铆钉连接, 韧性良好, 然而已逐渐被高强螺栓所替代。

于实际工程里面, 工厂之中近乎全然是焊接状况, 其具备着高的效率以及优质的质量;而当到了工地现场之环境时, 只要能够进行栓接操作就会选择栓接样式, 因为此处的焊接条件相较于工厂而言差了太多太多。
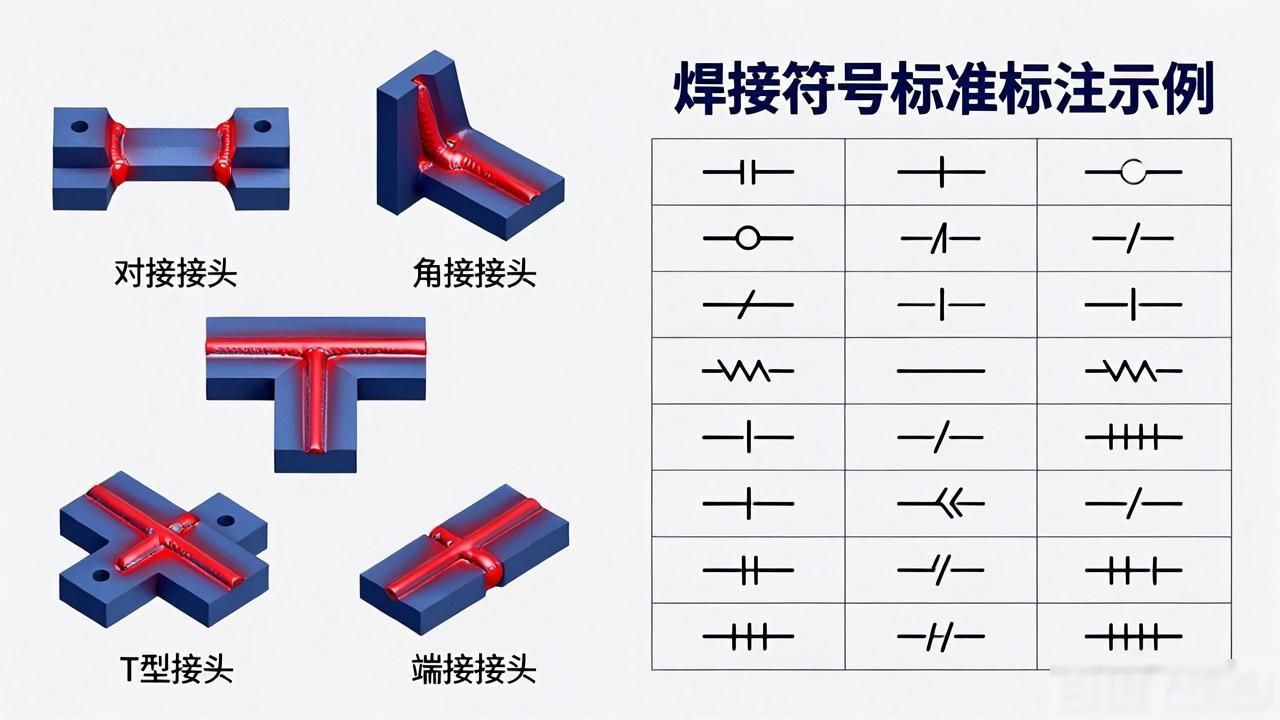
二、焊接工艺:方法和选择
焊条电弧焊(SMAW), 是常用焊接方法之一, 在现场各种位置的焊接工作中都能够使用;CO2气体保护焊, 作为常用焊接方法, 其工效高且成本低;MAG焊, 此常用焊接方法, 使用氩气和CO2混合气进行保护, 适用于重要结构的焊接;埋弧焊(SAW), 属于常用焊接方法, 在工厂长直焊缝的焊接中效率最高;TIG焊, 作为常用焊接方法, 用于薄板和根部焊道的焊接;电渣焊(ESW), 是常用焊接方法, 专门用于箱形柱隔板的制作。
焊丝的选择顺序是, 首先要看钢种, 接着要看质量要求, 然后要选焊接位置, 最后是考虑工艺性能。对于碳钢以及低合金钢, 采用等强匹配的方式, 而对于耐热钢以及耐候钢, 则采用化学成分匹配的方法, 要是遇到重要结构, 那就得确保其冲击韧性。
在CO2焊与焊条电弧焊相比较的情形下, 其熔化速度比焊条电弧焊快一至三倍, 并且坡口截面减小百分之五十, 辅助时间减少一半, 而综合工效提高二至三点八八倍, 综合成本降低大约百分之五十九, 所以但凡能够使用CO2焊的场所就不要采用电弧焊。
焊缝质量等级方面, 对于动载加上疲劳验算的垂直接缝受拉部位, 其要求是一级;对于等强连接, 无论是受拉还是受压, 都至少要达到二级;而角焊缝以及T形接头, 达到二级或者三级就行。
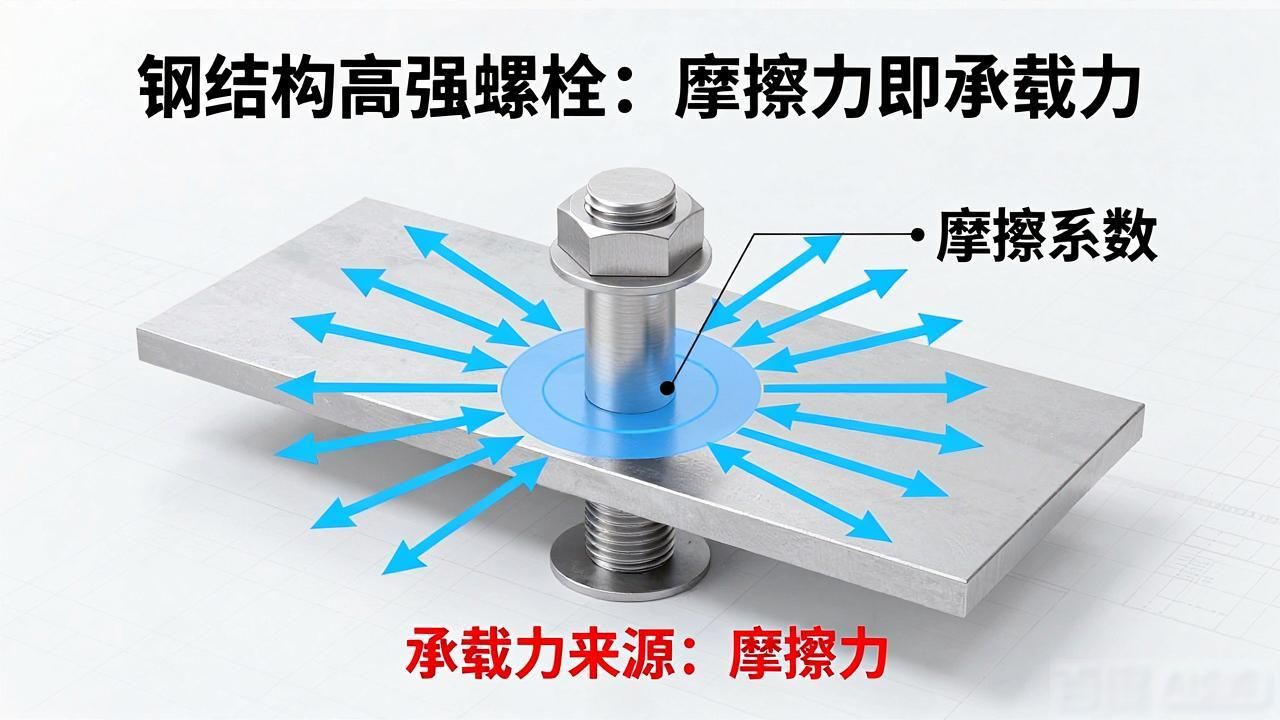
三、高强螺栓:摩擦力就是承载力
两个等级的螺栓分别是: 8.8级的中碳钢或者合金钢, 具备抗拉强度;10.9级的合金钢, 也有抗拉强度。钢结构通常主要使用这两种。
施拧的要领是, 要从螺栓群的中央开始, 朝着外面进行拧紧操作, 并且要在当天完成最终的拧紧工作。其中, 初步拧紧的扭矩是最终拧紧扭矩的百分之五十, 而最终拧紧可以采用扭矩法或者转角法。
摩擦面的处理要求为, 打磨的面积要求大于等于螺栓孔径的四倍, 且打磨的方向要与受力的方向相互垂直。抗滑移系数需要在出厂之前依照批次进行试验, 在运输的过程当中绝对不可以对摩擦面造成损伤。螺栓是以自由穿入的方式进行, 绝对不可以强行打入, 在雨天的时候不可以进行施拧操作, 施拧完成后要及时进行封闭。
四、拼接要求:硬性规定不能马虎
H型钢进行拼接时要求有几条硬线规定, 翼缘板与腹板的拼接缝之间间距要不小于200mm, 翼缘板拼接之后的长度要不小于600mm, 也就是要不小于2倍的板宽, 腹板拼接的宽度要不小于300mm、长度要不小于600mm。
对于箱型构件, 其侧板拼接长度要满足大于或等于600毫米的条件, 相邻两侧板的接缝间距需大于或等于200毫米, 并且在宽度方向上不适合进行拼接。钢管接长是按照直径来划分的, 当直径d小于或等于500毫米时, 最短接长为500毫米, 是最短的情况。相邻管节的纵向焊缝错开的距离要大于或等于5倍壁厚,同时还要大于或等于200毫米。
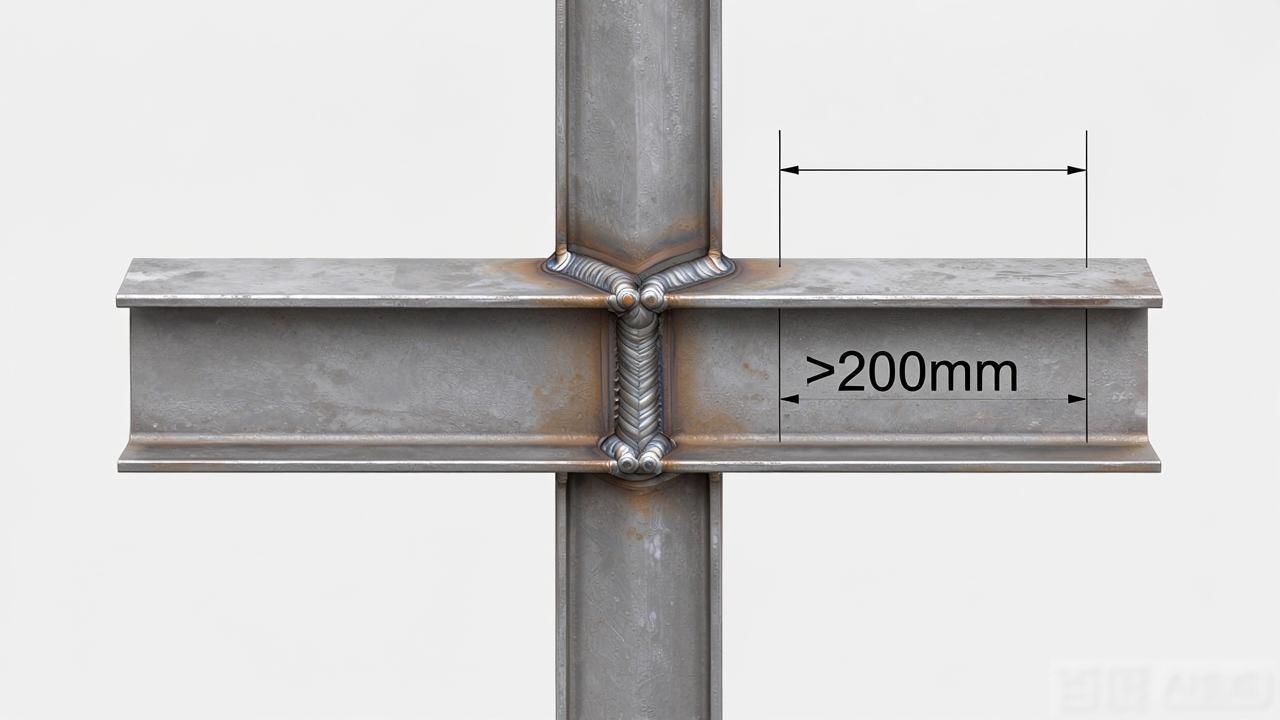
当设计不存在要求之际, 采用的则是全熔透等强对接焊缝, 对于纵横两个方向的对接缝而言, 采用 T 形交叉的方式, 并且交叉点的距离要大于或等于 200 毫米。
五、定位焊与植筋
明确一下, 这里是对定位焊给出了要求, 要求是, 焊工必须持有与之对应的资格证, 焊缝那儿的厚度要大于或等于3毫米, 长度呢要大于或等于40毫米, 间距处于300到600毫米之间。预热温度得比正式施焊时高出20到50℃。
关于引弧板以及引出板, 针对焊条电弧焊和气保焊而言, 引出长度是大于25毫米的, 对于埋弧焊来说, 引出长度是大于80毫米的。在去除它的时候不可以对母材造成伤害, 而且严禁采用锤击的方式加以去除。
植筋, 按 -2013 划分归为一类, 其过程是钻孔注胶植入钢筋, 适用于新增构件连接;化学锚栓, 按 -2013 也分属一类, 其中包括普通型和倒锥型, 适用于受拉受剪的情况;机械锚栓, 同样按 -2013 被归为一类, 涵盖膨胀型和扩底型, 适用于开裂混凝土以及抗震结构。













暂无评论内容