
于讲解工艺之前, 我们先行思考一番, 于CNC这样的加工行业中, 诸如钣金、冲压、注塑以及当下的3D打印等等, 这些加工工艺主要解决的究竟是何种问题呢。
实际上, 把具体的加工细节搁置一旁, 从整体的角度去看, 说起来, 它们无一例外都是专注于对不一样的原材料进行3D成型问题而展开的相关操持事项。
意思是, 尽管是不一样的加工工艺, 选用的是不同的原材料, 然而这些加工工艺的目的却是相同的, 那就是为了制作出一个具备长宽高以及其他特征的结构件。
为了能够更加清晰直观地对钣金的成型工艺予以介绍, 以及对其效率与优势进行说明, 我们将会从成型原理、折弯原理、成本核算这三个角度出发, 对钣金加工之中的核心工艺, 也就是钣金折弯展开分析。
01_
钣金工艺介绍
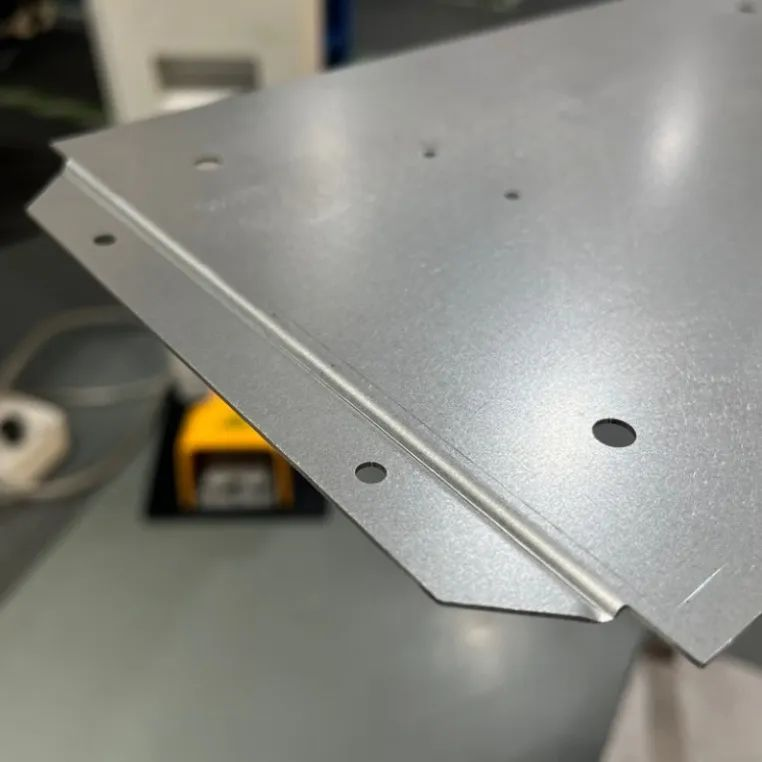
样件折弯展示
现实里的加工过程当中, 巴掌大小的那种 3D 结构件, 仅仅十几秒就能够完成成型, 对那稍微大一点儿的工件实施加工时, 就算是取放略显繁复些, 然而成型所耗时间也不过只是几十秒而已。去制作一个那么大的物件, 并不用开启模具, 数十秒便能够实现成型的这种加工工艺, 还能够有什么样的呢? 成型速度快, 并且成本低, 这便是钣金折弯最为主要的优势所在!
样件折弯演示视频
另外补充一个细节, 原材料于折弯之前是软的, 然而经历了折弯之后, 就变得具备强度了!此细节属于钣金结构设计里一个相当重要的概念, 金属薄板能够借助折弯, 增添强度!

段差折弯效果展示

折弯效果展示
假设要制造一个面积相对较大的零件, 出于防止其出现变形的目的, 我们能够采用这样的策略, 即直接借助薄板经由折弯来实现加强, 如此做既能够减轻重量, 又能够降低原材料成本。
优势总结
1、原材料成本低, 意味着能够运用极薄的材料达成可观的体积, 能够借助折弯工艺提升板材强度来化解形变风险, 能够凭借折弯方式达成板材到立体件的迅速成型(需留意, 此处所讲的能够做到很大的体积, 指的便是薄板类在该层面具备的优势)。
2、成型的速度十分快速, 成型费用的成本很低, 成型那个对于速度来讲依赖的并非是体积的大小, 并不需要去开启模具, 是适合进行打样的工作和同时开展批量生产的。
02_
钣金加工原理
下列图示所呈现的, 是属于我们的一台通快1150数控折弯机, 此折弯机的压力为150吨, 其具备的加工长度有3.2米, 后挡指拥有6 + 1, 轴它所能够进行折弯加工的最大厚度之不锈钢, 是4MM。

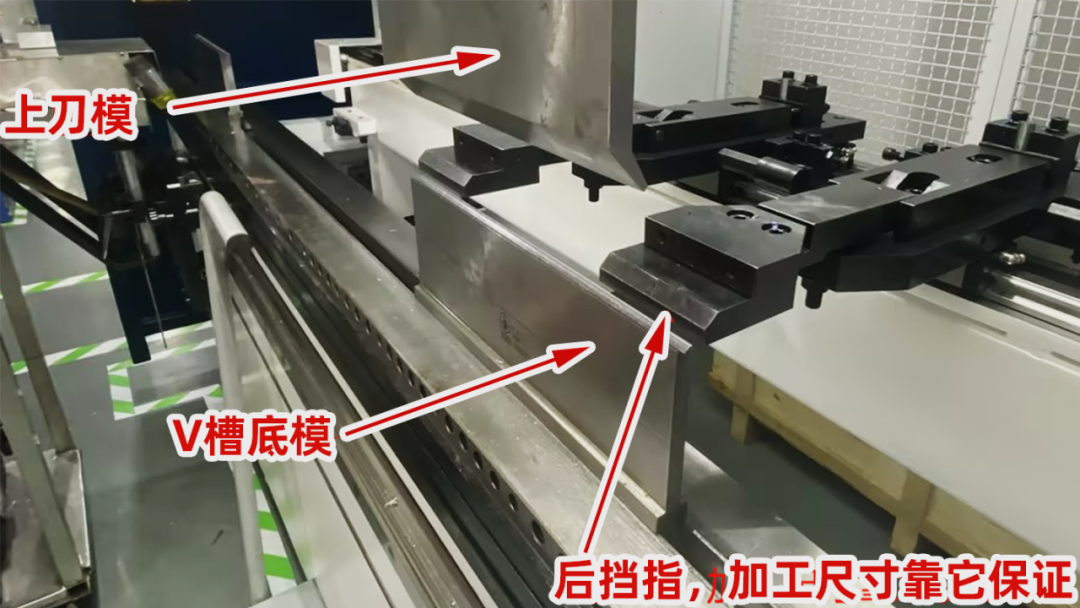
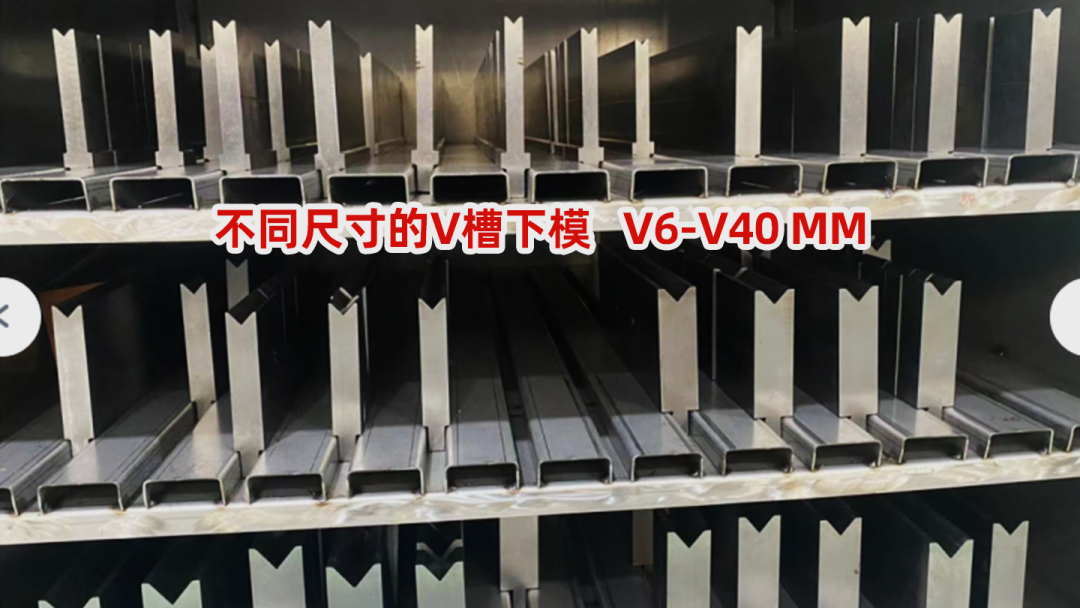
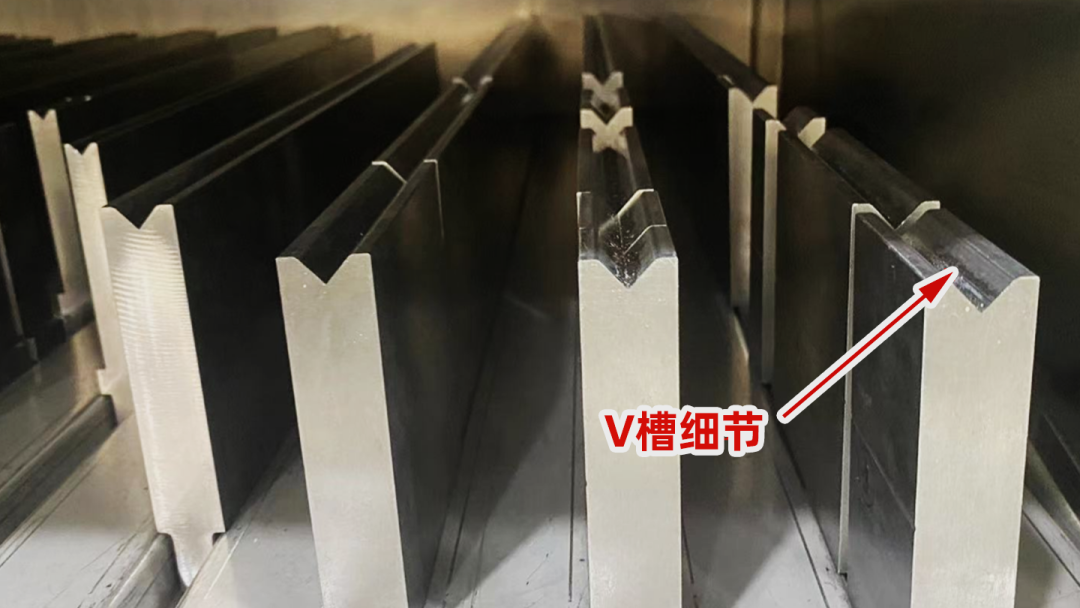
其折弯原理是经由上下模具进行挤压, 进而能够折成具不同角度尺的折弯工件, 模具主要由下模以及上模组建而成。除一次成型模具之外, 一般而言下模是带有V槽的下模, 需依据折弯材料的厚度去挑选不同的折弯下模。

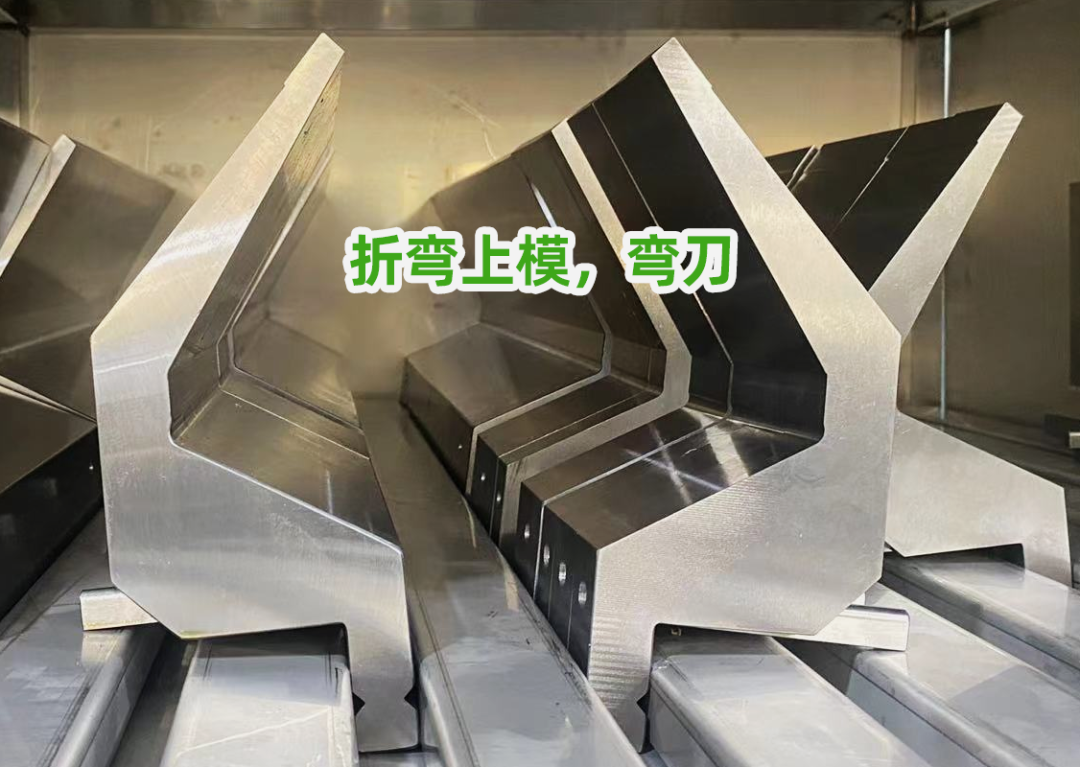
常见使用的用于折弯的上模主要划分成直刀以及弯刀这两种类别, 直刀与弯刀的关键不同之处在于用以思考折弯干涉进行避让的有关问题, 接下来会着手从折弯那诸多的细节以及关键要点方面细致讲述:
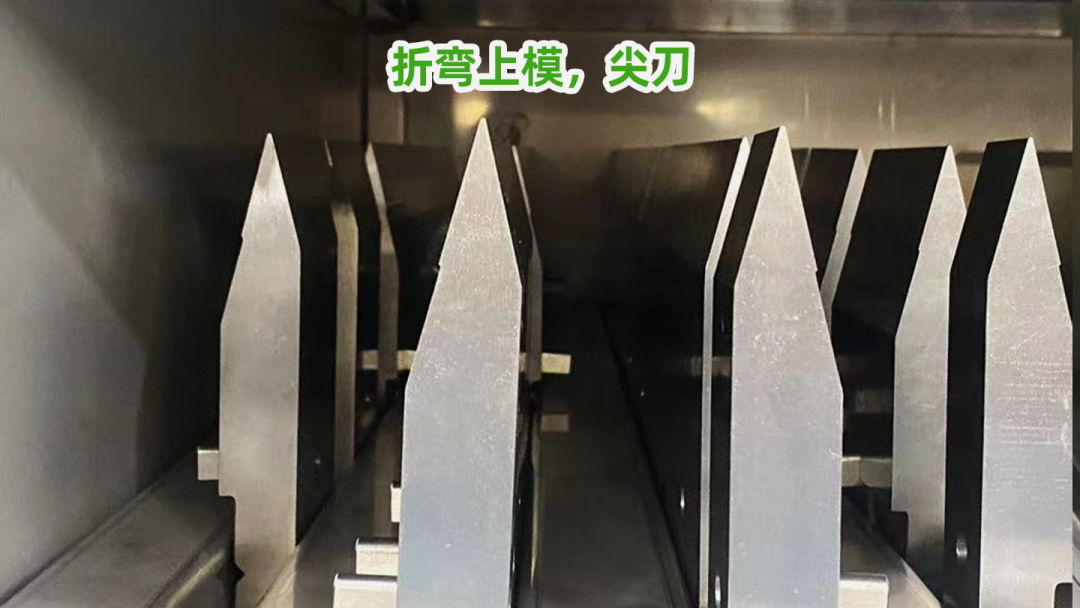

以上都是钣金加工中最常用的折弯刀具。
除此之外, 存在一些特殊形状, 在加工时, 为了确保精度以及提升效率, 会预先准备好一些成型模具, 像百叶窗(举例来说, 既能够通过折弯机加工, 也能够借助冲床加工), 还有常用的圆弧模具等。下面的图展示的是我们提前准备好的、不同规格的、R5至R40的圆弧成型模具(仅拍摄了其中一部分):
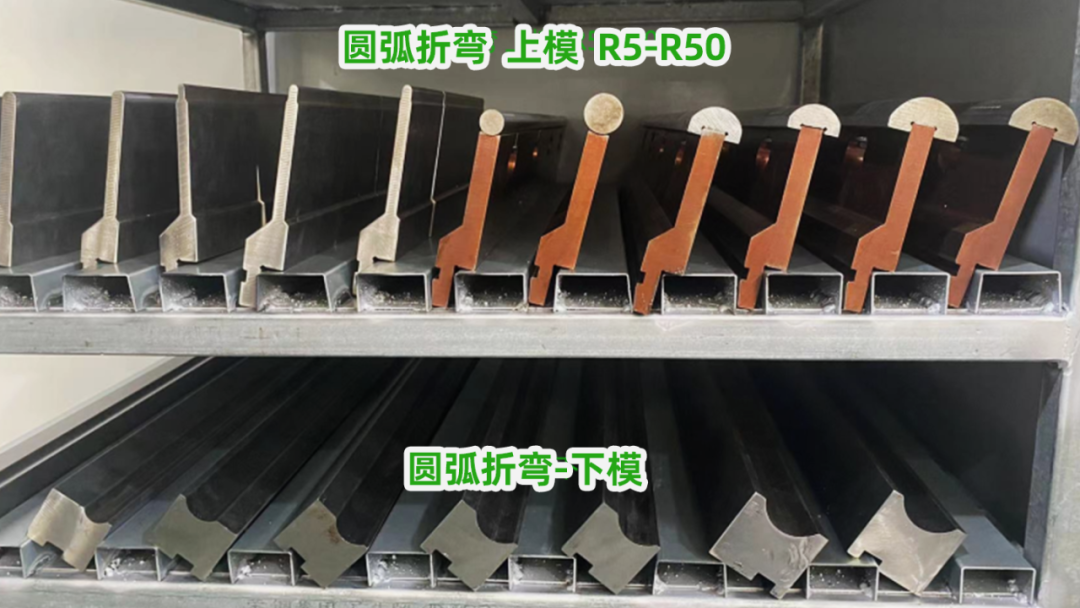
钣金折弯工件的加工, 主要是靠这些模具, 凭借这些模具, 就能折出我们常见的大部分工件。
关键点总结
1、折弯尺寸是否足够
样品在不影响功能的情形下, 若能折则折, 当折不了时便进行焊接, 而这是默认的处理方式。
2、折弯是否会产生干涉
(默认处理方法:不影响功能的情况下,样品能折就折,折不了就焊接)
3、折弯变形问题
(三种默认处理方法,可往下看)
1、折弯尺寸是否足够
* 板厚对应的最小折弯边:
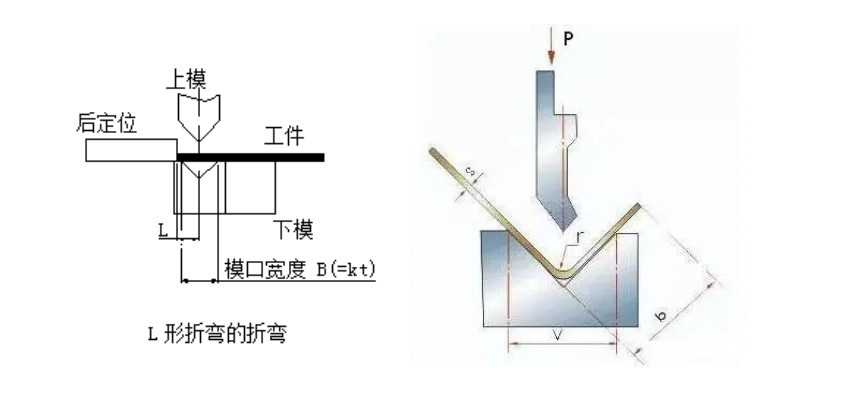
图示如前所述那种情况, 钣金折弯是包括上模、下模、后定位以及工件这四个部分共同构成的。上模朝着下方挤压工件, 使其进入到V型槽下模当中, 挤压所达到的深度对折弯的角度产生决定性作用;后定位所处的位置, 决定了折弯的位置以及尺寸;其中下模V槽的宽度, 通常是板厚的6倍, 也就是说, 对于1MM厚的板材而言, 需要使用6MM的下V槽。因为存在这样的限制, 所以就产生了最小折弯边的限制, 即工件一定要搭在V槽的两边, 并且延伸2MM。对于6mmV槽而言, 6MM的一半是3, 而3加上延伸的2mm, 结果是5mm, 这个5MM就是1MM板的最小折弯边。
以下为建议的最小折弯边尺寸表:
建议最小折弯边尺寸表
板厚(mm)
最小折弯(mm)
1.0
1.2
1.5
2.0
10
2.5
12
3.0
14
最小折弯边的含义在于, 不同板厚, 所需底模V槽槽宽各异, 通常按照板厚的1比6。折弯时需搭接两边, 板越厚, 槽越宽, 当折弯尺寸太小致使搭接不上时, 便无法进行折弯了。

2、折弯是否会产生干涉
发生在折弯进程里, 能够察觉到一项问题, 即存在一些是折不起来的。那么究竟哪些是能够进行折弯操作的, 而哪些又是折不起来的呢?
无论我们加工的工件怎样复杂, 可不可以折, 除了思索最小折弯尺寸, 再就是干涉这个问题了。
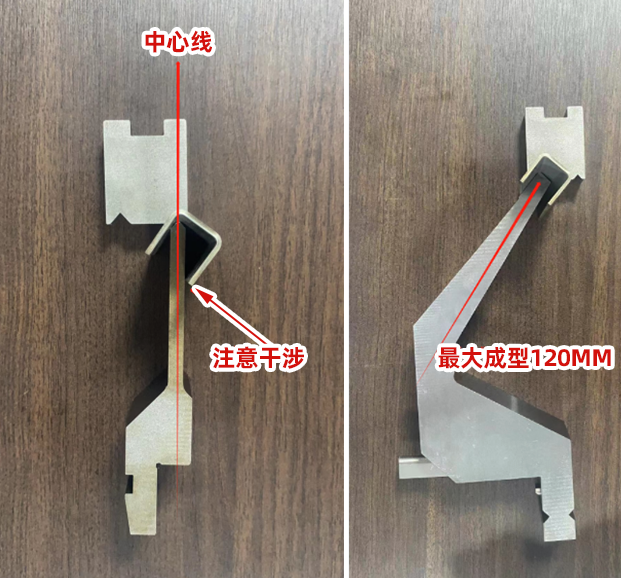
传授给众人一项辨别有没有进行干涉的微小诀窍, 那便是这般设想, 将我们手头全部的工件构造都当作是U型, 在折弯操作抵达最后一刀之际, U型往后位置呈现出来的成型尺寸, 会不会超出折弯中心线呢?
倘若如同第一张图那般, 一旦超出了相应范围, 那就得动用第二张图之中所示的弯刀了。此处乃是我们预先定制而成的U型结构, 其最大能够达成的成型尺寸为120MM。
于此处, 存在着一个小小的建议, 在设计方面, 要尽可能地减少去挑战那些工厂所具备的加工方面的极限条件, 像这类的弯刀, 并非是每个工厂必然都需要有的, 你能够选择的工厂数量变少了, 依赖性变得更强了, 如此一来成本就会出现增加的情况, 特别是针对于样品而言。
3、折弯变形问题
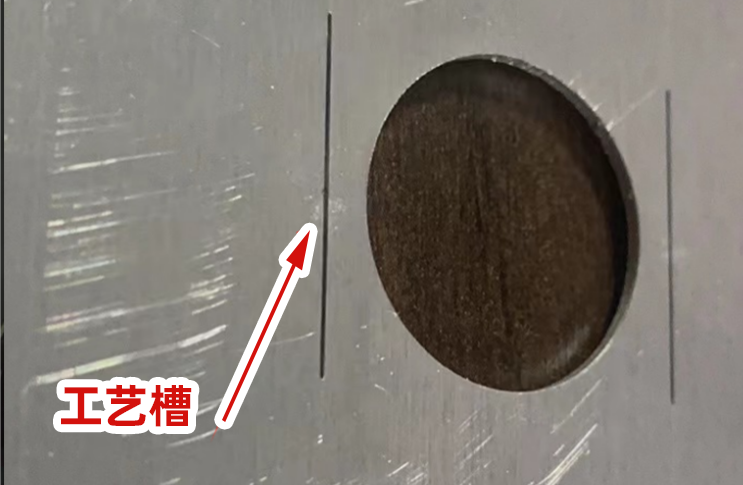
折弯线附近孔和其他特征

将物体进行折弯的原理, 其本质上就是一种挤压拉伸的动作, 在折弯线附近存在着这样的一种情况, 即结构之间离得太近, 如此一来便很容易致使结构发生变形, 而且边缘部分无法被带动起来。孔同样构成了一个问题, 最为关键的是, 那些带不起来的边很容易向上凸起, 进而使得表面不是平面状态。这种状况极有可能会对实际呈现的效果产生影响, 并且还可能引发装配方面出现问题。
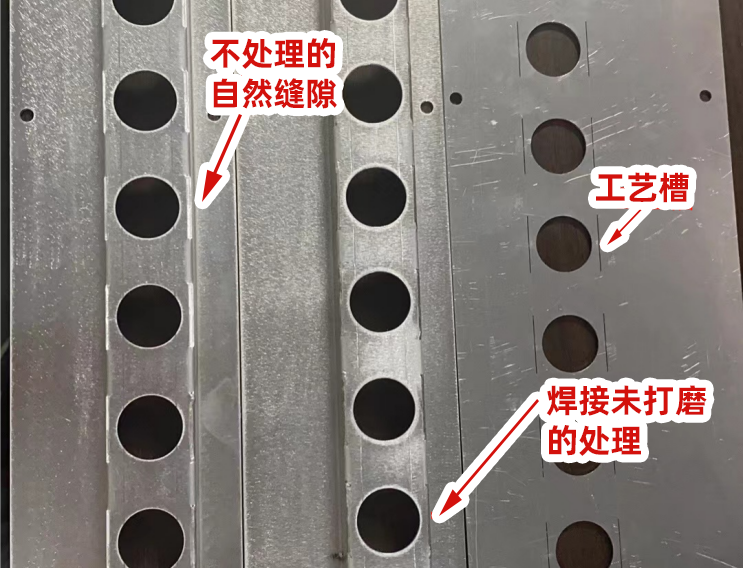
针对这种情况,我们默认会有以下几种处理方式:
结构件
非外观件
一般会开工艺槽,不加焊接处理
(成本较低)
外观件
针对孔变形问题,默认会先开小孔,折弯后,再手工扩孔
(成本中高)
外观件
针对特殊结构,默认会开工艺槽并,加焊接打磨处理
(成本最高)


03_
成本核算
每一个加工工艺, 均是经由不一样的细分环节组合而成, 整体的加工成本乃是这个涉及到产品的各个加工环节成本相加之和。
举例来说小工件, 二十秒能够完成一个, 一分钟可以完成四个, 一小时能够完成二百四十个。十个小时便是两千四百个, 这意味着在正常状况下, 加工两千个当天大致就能够出货了。
那这个小型工件的加工成本究竟到底会是多少呢, 效率要是越高那么成本相应就会越低, 成本核算实际上核算的也就是效率, 大家在进行产品制造的时候, 进行成本核算抑或是工艺对比之际, 较为简单的方法便是去看这个工艺在一天当中的产能能够产出究竟多少个, 如此这般心里就会有个底数了。
然而事实并非如此这般, 下订单的客户并非是2400个, 实际仅有3个, 折弯师傅可不是一下子就能迅速进入到工作状态的, 先是要进行换模、还要换刀、接着调试一番, 之后再慢悠悠地墨迹思考一下, 这样子粗略估算可能需要20分钟, 这就表明制作这3个订单所需的时间是20分钟再加上1分钟, 也就是说光成本中的准备工作就大约需要20分钟, 可实际上真正的加工成本仅仅才1分钟。
这些数据仅仅是起着一个拿来作比方的作用, 然而所体现出来的同样也是在实际着手进行加工期间所必定要付出的那部分属于环节方面的成本呢, 意思也便是关于折弯这类环节实际情形下的成本组成情况哟:
折弯成本=准备工作成本+实际加工成本。
为啥多数传统钣金加工厂不乐意做样品呢, 是因为在批量生产方面能够把准备工作成本给忽略掉, 比拼的是实际的加工成本, 量越大就越容易进行量化, 成本也就更便于去预估。
关于样品的生产, 所考虑的并非单款的加工数量, 而是款数的多少情况。直接需要降低的并非实际的生产成本, 而是要把准备工作这个环节的效率持续提升, 如此才能够整体地去降低样品的生产成本。并且更是要专门搭建针对样品的生产流程, 这也就是我们现在一直所开展的工作。
04_
总结
折弯, 于设计上, 实则并非存在过多技巧, 主要是设计方面的一些规范, 而能否进行加工, 以及怎样降低成本以达成自身期望的效果, 也就是所提及成本方面, 和实际加工环节中的细节以及需要注意的事项。
再强调下,还是上面总结的两句:
1、原材料成本低这种情况, 就是意味着能够利用很薄的材料达成很大的面积, 借助折弯工艺提升板材强度以此解决形变风险, 还能够通过折弯的方式于板材到立体件上实现快速成型。
2、成型速度快,成型成本低,成型速度不依赖体积大小,不需要开模具,适合打样和批量生产。











暂无评论内容