

板金, 有时也被称作扳金那个词, 它源自英文plate metal, 一般而言是把一些用金属薄板, 借助手工或者模具冲压, 让其产生塑性变形, 进而形成所期望的形状以及尺寸, 并且能够进一步经由焊接或者少量的机械加工, 从而形成更为复杂的零件, 板金直至现在还没有一个相对完整的定义, 依据国外某专业期刊上的一则定义, 能够把它定义成: 板金就是针对金属薄板, 也就是厚度通常在6mm以下的, 一种综合冷加工工艺, 其中涵盖剪工, 冲工或者切工或者复合加工, 折边加工, 焊接加工, 铆接加工, 拼接加工, 成型加工, 就像汽车车身的成型那样等等之类的工艺。其显著的特征就是同一零件厚度一致。
一 材料的选用
一. 镀锌钢材
主要存在两类镀锌钢材, 一类是电镀锌板, 也就是EG/SECC, 另一类是热浸镀锌板, 即GI。关于它们之间的差别, 会在以后进行讨论。
二. 不锈钢
1、铁素体型不锈钢:
其含Cr量高,具有良好而 性及高温抗氧化性能。
2、奥氏体不锈钢:
典型牌号诸如/,/并无磁性,具备优良的耐蚀性能,拥有良好的温强度以及高温抗氧化性能,塑性良好,冲击韧性良好,并且不存在缺口效应,焊接性颇为优良,从而得以广泛应用。这种钢通常情况下强度并非很高,屈服强度较低,而且无法借助热处理使之强化,然而经过冷压、加工之后,能够使抗拉强度得以提高,并且改善其弹性,不过其在高温之下通过冷拉所获取的强度易于变松。其不适宜用于承受高载荷的情况。
3、马氏体不锈钢:
典型的例子像2Cr13, 还有GX – 8, 它们具有磁性, 消震性十分优良, 把导热性也很好, 并具备高强度以及屈服极限, 经过热处理强化之后具有良好的综合机械性能 , 由于含碳量较多, 焊接之后需要进行回火处理以便消除应力, 高温冷却的时候容易形成8氏体, 所以锻造后必须缓慢冷却, 而且应马上进行回火。主要是用于承载部件。
三. 马口铁
马口铁, 也就是含有低碳钢的电镀锡(Sn)钢材, 有人觉得因为当时制造罐头所用的镀锡薄板是从广东省澳门 (英文名 Macao 可读若马口)进口的, 故而称作“马口铁”。还有其他一些说法, 像中国过去运用这种镀锡薄板制造煤油灯的灯头, 其形状类似马口, 所以才叫“马口铁”。“马口铁”这个名称并不准确, 所以, 在 1973 年中国镀锡薄板会议时已将其正名为镀锡薄板, 正式文件里不再使用“马口铁”这个名字了。
特点是, 保持了低碳钢具备的较好的塑性, 以及成形性, 一般情况下, 料厚不会超过0.6mm。
用途:遮蔽磁干扰的遮片及冲制少零件;
四. 弹簧钢
中碳钢含锰(Mn)、铬(Cr)、硅(Si)等合金钢;
特有的性质是, 这种材料能够产生十分大的弹性变形, 借助弹性变形去吸收冲击或者实现减震, 还能够储存能量致使机件达成动作。
五. 铜及铜合金

性质有, 能导电, 能导热, 耐蚀性能良好, 光泽度佳, 塑性加工具备容易的特性, 易于进行电镀, 也易于实施涂装。
1.紫铜(含Cu 99.5%以上)
塑性好的材料, 其强度处于较低水平;具有极好的导电性, 还有极好的导热性, 以及具有极好的耐蚀性;这种材料通常被应用于电线、电缆以及导电设备上面。
2.黄铜
铜锌合金,机械性能同含锌量有关;一般锌量不超过50%。
特性具备如下情况, 有着延展方面的性能, 冲压性质良好, 广泛应用于电镀领域, 对于海水以及大气腐蚀呈现出较好的抵抗能力, 然而自身主体易于出现局部腐蚀现象。
3. 青铜
铜锡合金为主的一类铜基合金金属统称。
特点:比纯铜及黄铜有更好的耐磨性:加工性好,耐腐蚀。
4. 铍铜
含铍(Be)的铜合金;
具备这样的特性: 强度超高, 硬度出色, 弹性颇佳, 拥有高耐磨性, 具备高导电性, 导热性良好, 耐寒性能卓越, 不存在铁磁性。
用途:电磁屏蔽材料较多;
此外,铝合金也会使用。
二 钣金常用的表面处理
1、电镀
技术是利用电解作用, 在机械制品上沉积出金属覆层, 该覆层附着良好, 且其性能与基体材料不同。电镀层比热浸层均匀 , 一般厚度都较薄 , 从几个微米到几十微米范围不等。通过电镀 , 能够在机械制品上获得表面层 , 此表面层具有装饰保护性以及各种功能性 , 还能够修复磨损和加工失误的工件。此外 , 依据各种电镀需求 , 还有不同的作用。举例如下:
1)镀铜:打底用,增进电镀层附着能力,及抗蚀能力。
2)镀镍, 用于打底或者用作外观, 以此增进抗蚀能力以及耐磨能力, 其中化学镍在现代工艺当中耐磨能力超过镀铬。
3)镀金:改善导电接触阻抗,增进信号传输。
4)镀钯镍:改善导电接触阻抗,增进信号传输,耐磨性高于金。
5)镀锡铅, 它能够增进焊接的能力, 然而现在它很快就要被其他替代物给取代了, 这是因为它含有铅, 所以目前大部分的情况都改成了镀亮锡以及雾锡。
2、喷粉
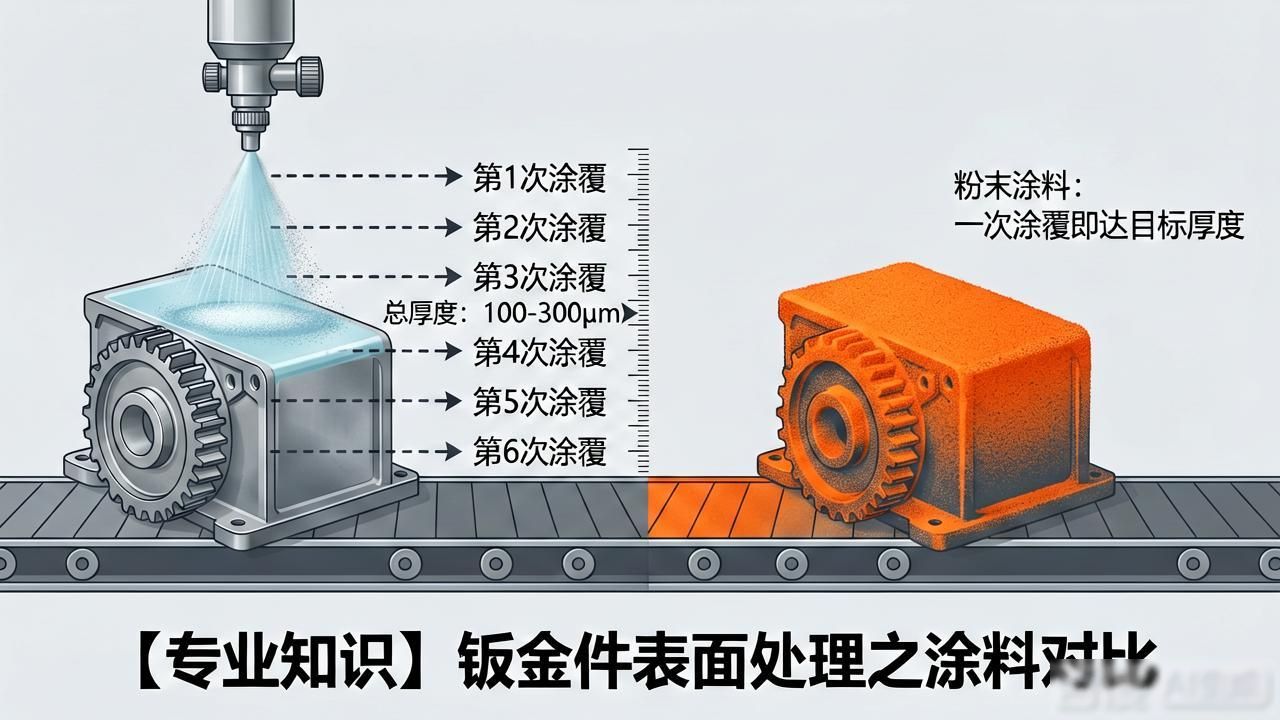
1)可以通过一次涂装获得较厚的涂层, 比如说涂覆厚度在100至300μm的涂层, 要是使用一般普通的溶剂涂料, 大概需要反复涂覆4至6次才行, 然而采用粉末涂料的话, 一次就能达成那样的厚度, 并且涂层具备很好的耐腐性能。
2)粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。
3)粉末静电喷涂等新工艺被采用, 效率是高的, 它适用于自动流水线涂装, 粉末利用率是高的, 且它是能够回收使用的。
4)这里存在很大问题, 句子中“热塑性耐脂”表述有误, 应该是“热塑性树脂”。纠正错误后改写为: 除了热固性的环氧、聚酯、丙烯酸之外, 还有数量众多的热塑性树脂能够用作粉末涂料, 像聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等等, 这些都是。

3、电泳
呈现涂层丰满之貌, 展现均匀之态, 表露平整之状, 彰显光滑之质, 此为电泳漆膜所具优点, 电泳漆膜于硬度方面, 于附着力方面, 于耐腐方面, 于冲击性能方面, 于渗透性能方面, 显著优于其他涂装工艺。
详细特点:
(1)使用水溶性涂料, 将水作为溶解的媒介, 节约了诸多有机溶剂, 极大程度地削减了大气污染以及环境危害, 具备安全卫生的特性, 并且规避了火灾的隐患。
(2)这个涂装的效率是较为高的, 涂料的损失是比较小的, 涂料的利用率能够达到90%至95%。
(3)涂膜的厚度呈现出均匀的态势, 其附着力具备很强的特性, 涂装所达成的质量是良好的状态, 工件的各个部位, 像内层、凹陷、焊缝等地方, 都能够获取到均匀且平滑的漆膜, 有效地解决了那些凭借其他涂装方法针对复杂形状工件进行涂装时所面临的难题。
(4)能够实现施工的自动化连续生产, 生产效率是非常高的, 这大幅度地提升了劳动效率。
(5)设备具备复杂的特性, 投资所需的费用呈现颇高的状态, 耗电量的数值较大, 它进行烘干固化所要求的温度较为偏高, 涂料以及涂装的管理具备复杂的情况, 施工条件有着严格的规定, 并且需要开展废水处理()
(6)仅能够采用水溶性涂料, 于涂装进程当中不可以改变颜色, 涂料贮存时间过长稳定性不容易把控。电泳涂装设备繁杂, 科技含量比较高, 适用于颜色稳定的生产。

4、 浸塑
浸塑这项技术, 能够给刚性的物体, 给予一种柔性的保护, 它具备绝缘的特性, 有着耐压的特性, 拥有阻燃的特性, 呈现耐温的特性, 具备防水的特性, 拥有防尘的特性, 还具备防静电的特性。
三、钣金件的常见缺陷汇总
钣金件而言, 表面质量当属颇为重要, 于此, 依据自身经验的积攒, 针对容易出现的各类问题予以简单的陈述。
1、凹凸:冲压件模具、冲压过程的原因,导致凹凸不平。
2、被划伤的情况如下: 因其他缘故致使的零件出现划伤, 这种可能性有两种, 其一可能是零件与零件相互间所造成, 其二或许是外部因素引发的结果。
3、锈蚀情况出现, 是因为防护措施施行不当致使产品产生锈蚀, 或者是源于保存的期限太过漫长, 又或者是材料并不契合相关要求, 再或者是防锈油也不符合相应要求。
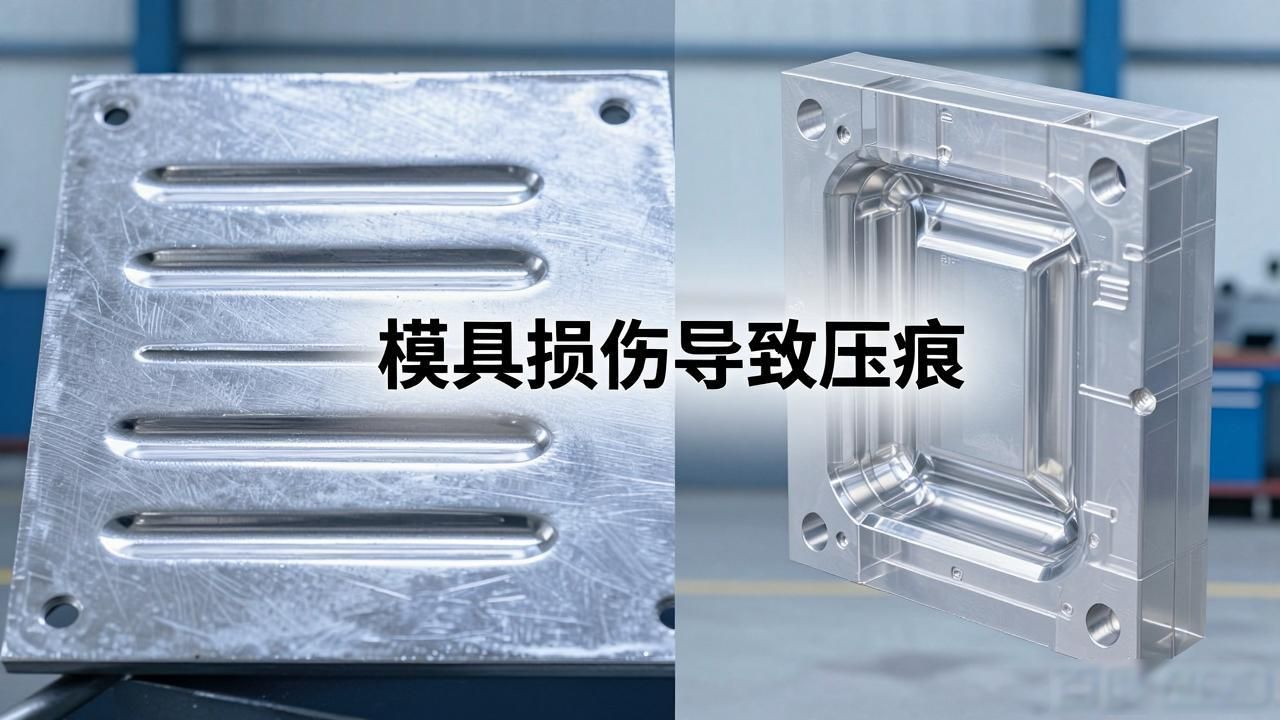
4、压痕:模具该修或损伤等对产品造成的缺陷。
5、起皱:产品上面的皱。
6、出现形状上的改变, 产品发生了变形, 其接触过的大部分情况, 是由后续的磕碰所引发造成的, 或者是因材料的回弹而致使的。
7、开裂:拉延过程导致或者应力集中。
8、错位:焊接的时候焊接位置偏。
9、挡孔:对于有螺母孔的位置,焊接错位导致螺母孔被挡。
10、离空:两个零件的配合不够理想,中间有间隙。
11、产品表面出现缺陷之后, 对其采用锉实施返修操作, 结果后来留下了痕迹, 此痕迹被称作锉痕。
12、抛光痕:产品经过抛光后留下的痕迹。
焊接时出现的缺陷有, 虚焊的情况, 漏焊的状况, 焊偏的现象, 焊穿的问题, 存在焊渣, 焊点呈现凹陷, 焊点发生扭曲, 焊点出现裂缝, 焊点带有毛刺, 以及焊点间距。
1、虚焊, 是指两个零件未融合在一起, 经破坏性试验拉开后, 融合面过小或根本没有融合, 通常是由设备参数导致的。当焊接设备其他部位与焊接零部件接触时, 会造成短路, 进而引发虚焊;电流、电压过大或过小等因素也会造成虚焊;零部件之间存在间隙, 致使产生微小的离空等情况, 同样会导致虚焊;电压的波动会产生虚焊, 这与电缆的老化、操作位置等有关。
2、存在漏焊现象, 针对钣金件来讲, 上面焊接多个点这种状况是极为平常的, 所以时常会发生漏焊焊点的情形, 标准化作业是需要予以执行的。
3、焊偏:焊点的位置打的不正,偏离出预定的位置。
4、焊穿, 是因为设备参数方面的缘由, 像电流过大这种情况, 或者是在焊接的时候, 两个零件之间的间距比较大, 进而致使电流出现击穿现象;而且, 当焊接的零件之间存在油污, 或者有锈迹, 又或者有其他之类的东西, 这些都能够引发击穿情况。
5、焊渣:焊接时火花四溅,所形成
6、焊点凹陷:点焊后焊点不平,形成一个凹点。
7、焊点呈现扭曲状况, 具体表现为点焊完成之后, 如果焊点不平整, 出现变形, 形成这样这种缺陷的主要原因是焊钳的触头面和焊接工件面并非处于垂直状态所导致的, 而且这种情况容易在边缘焊点的位置发生。
8、焊点裂缝:焊点处产生的小的裂纹。
9、焊点出现毛刺, 这表明焊钳头得进行维护, 因为电流过大致使飞溅产生, 且边缘焊点容易生成毛刺, 压力过重同时也易造成毛刺, 另外焊接姿势应当精准准确。
10、焊点间距:焊点与焊点之间的间距。












暂无评论内容