

在现代工业里, 应用广泛的焊接, 是作为材料连接的关键工艺, 于机械制造领域, 于建筑施工范畴, 于航空航天等方面, 焊接技术都起着不可替代的作用, 以下将依照焊接原理, 依照工艺, 依照材料, 依照设备及安全等诸多方面, 系统地阐述焊接专业务必掌握的基础知识。

一、焊接基本概念
焊接定义
让单独的两个或多个金属工件连接成一个整体的加工办法就叫焊接, 它是有借助外部能量打破金属原子间原有束缚, 促使互相靠近在新位置形成稳定化学键实现永久性连接这样一个过程的,该过程是通过加热、加压或者两者一起使用而达成的, 并且在使用或不使用填充材料的情况下, 让两个或多个分离的金属工件之间形成原子间结合。
焊接分类
有这么一种焊接方式叫熔焊, 它是通过局部加热, 让焊件接头的部位达到熔化状态, 在不施加压力的情形下, 填充金属(或者不填充金属)与母材熔合进而形成焊缝, 等冷却凝固之后达成连接。比如说电弧焊, 它是以电弧当作热源的, 是应用范围很广的熔焊方法, 涵盖手工电弧焊(SMAW)、气体保护钨极电弧焊(GTAW)、气体保护金属极电弧焊(GMAW);还有气焊, 它是利用可燃气体跟助燃气体混合燃烧产生的火焰作为热源;再有激光焊, 它是以高能量密度的激光束作为热源;亦有等离子焊, 其是利用等离子弧作为热源的。
压焊, 是焊接过程里, 对焊件施加压力, 此压力施加时焊件可加热也可不加热, 施加压力后焊件会产生塑性变形, 利用这个塑性变形, 使得原子间能通过扩散以及再结晶来达成连接。比如说电阻焊, 它是借助电极来施加压力, 利用电流经过接头接触面以及邻近区域所产生的电阻热来加热焊件;还有摩擦焊, 是利用焊件接触端面彼此相对旋转运动所产生的摩擦热来进行焊接;另外扩散焊, 是在特定的温度以及压力条件下, 让待焊的表面相互接触, 通过原子扩散达成连接。
钎焊, 是采用比母材熔点低的金属材料当作钎料, 把焊件以及钎料加热到高于钎料熔点、低于母材熔点的温度, 借助液态钎料去润湿母材, 填充接头间隙并与母材相互扩散来实现连接, 它分为软钎焊, 像锡焊, 其钎料熔点低于450℃, 还有硬钎焊, 如同银焊、铜焊, 其钎料熔点高于450℃。
二、焊接物理与冶金基础
焊接热过程
其热源类型为, 焊接热源呈现出多样化的态势, 电弧热所具备的能量十分集中, 能够迅速地对焊件的局部区域进行加热;电阻热乃是凭借电流通过电阻进而产生的;激光作为一种拥有高能量密度的热源, 它能够达成快速加热并使之熔化的效果。
有关热输入的计算可以知道, 其公式是这一模样, Q等于UI除以v, 其中Q代表热输入, 按规定单位是J/cm, U代表电弧的电压, 单位规定为V, I代表焊接电流, 单位是A, v代表焊接速度, 单位为cm/s。对于保证焊接质量来讲, 合理控制热输入这件事极为关键, 一旦热输入不恰当, 就会致使焊件出现像过热、未焊透这类的问题。
焊件各点温度, 在焊接时会随着时间以及空间而有变化, 从而形成温度场;温度场中靠近热源中心的地方温度是最高的;该温度场的分布会受到多种因素的影响;了解温度场对于预测焊接热应力、变形以及组织转变是有帮助的。
焊接冶金反应
焊件以及填充金属, 是经受焊接热源作用之后, 才会把熔池给形成的, 熔焊接的质量, 会被熔池的具体形状, 还有尺寸以及存在的时间所影响, 熔池形成过程之中, 有着非常强烈的热对流, 还有物质传输的情况, 这进而致使化学成分, 以及温度分布变得不均匀。
焊接时, 会产生像CO₂、Ar这样的气体, 这些气体对熔池加以保护, 使其不被有害气体侵入, 同时, 有熔渣覆盖在熔池表面, 它能起到隔离空气的作用, 还能保护熔池, 并且能脱氧, 能去硫, 能去磷, 还能改善焊缝成型等, 这就是气体与熔渣所起的作用。
焊缝金属会有结晶以及相变体现, 熔池在冷却凝固之际, 焊缝金属要历经结晶的过程, 还有相变的过程, 结晶是从熔池边缘朝着中心进行生长, 这期间有可能会产生偏析现象, 冷却进程里固态相变带来的产物组织以及性能, 是由冷却速度、化学成分等因素所决定的, 通过控制焊接工艺参数能够对结晶以及相变的过程作出调整。
焊接缺陷成因
气孔,是熔池里的气体在凝固以前没能逸出, 残留在焊缝进而形成空穴, 其原因涵盖焊接材料受潮, 焊件清理不干净, 焊接工艺参数不适当等, 这种情况会致使焊缝强度以及致密性降低。
夹渣, 即熔渣残留在焊缝从而形成缺陷, 其产生原因包含焊接电流过小, 层间清渣不彻底, 焊条角度不当等, 夹渣会降低焊缝有效截面积, 进而导致应力集中。
裂纹, 那可是严重的焊接缺陷, 热裂纹呢, 是在焊缝金属冷却到达固相线附近的高温区域产生的, 它和低熔点共晶物、焊接工艺等存在关联, 冷裂纹是在焊接接头冷却至较低温度的时候产生的, 其与氢含量、淬硬组织、残余应力有关系, 再热裂纹是在焊后的焊件再次被加热之际产生的, 它和沉淀相析出、晶界强化等有关联。
并未熔合, 这指的是焊缝金属和母材或者焊缝层间这种情况, 并非完全熔化结合啦, 其原因在于焊接电流过小, 速度过快, 坡口角度过小等等情况, 如此才影响了焊缝强度以及密封性。
未焊透, 是指焊接之际, 接头的根部没有完全实现熔透的情况, 它是由于焊接电流过小, 以及速度过快, 还有坡口角度过小, 另外钝边过大等多种因素所导致的, 这种情况会使得焊缝的承载能力下降, 进而引发应力集中。
三、焊接材料
焊条
将它们分类, 是依照药皮的性质来区分的, 可分为酸性焊条以及碱性焊条这两种。酸性焊条的药皮之中, 含有大量的酸性氧化物, 其电弧稳定, 飞溅小, 脱渣轻松容易, 对于杂质具有较低的敏感性, 适用于一般低碳钢以及低合金钢的焊接, 就像E4303这种类型;碱性焊条的药皮里, 含有大量的碱性氧化物以及萤石, 它脱硫、脱磷的能力很强, 焊缝的力学性能良好, 抗裂性也很强, 然而电弧稳定性差, 同时对杂质敏感, 常常被用于重要低合金钢以及合金钢的焊接, 例如E5015。
牌号解读, 拿E6010来说, “E”把它说成是焊条, “60”所指乃是熔敷金属最小抗拉强度是60, (大概), “1”意味着适用于全位置焊接, “0”讲的还是药皮类型以及电流种类(高纤维素钠型药皮, 直流反接)。
焊丝与焊剂
实心焊丝, 像ER70S – 6这种, 其中“ER”所代表的是实芯焊丝, “70”代表的是熔敷金属最小抗拉强度为70(大约), “S”代表焊丝, “6”代表化学成分分类代号, 它用于碳钢和低合金钢气体保护焊。
药芯焊丝, 比如说E71T – 1, 其中, “E”的意思是焊条, “7”所表示的是熔敷金属最小抗拉强度为70, (大约), “1”意味着适用于全位置焊接, “T”代表药芯焊丝, 后面的数字以及字母则是表示药芯类型和保护气体种类, 焊接工艺性能良好、生产效率高。
埋弧焊剂, 比如说HJ431, 其中“HJ”代表埋弧焊剂, “4”指的是焊剂里MnO的含量, “3”表示的是SiO₂和CaF₂的含量, “1”说的是同一类型焊剂里不同的牌号, 它要和埋弧焊丝搭配着使用, 起到保护熔池、参与冶金反应等作用。
保护气体
不能与金属发生反应, 化学性质稳定的惰性气体有: Ar以及He, 它们被用以保护焊接区, 其中氩气因价格低廉、密度较大且保护效果颇佳因而常用;氦气虽保护效果更为出色然而价格高昂, 用于高熔点金属以及高要求场合。
活跃性的气体当中, CO₂具备着可被氧化的特性, 而这种特性适用于MAG焊, 其价格低廉, 并且来源极为广泛, 不过它是容易致使合金元素出现烧损现象。因此, 就需要挑选恰到好处的焊丝成分来进行补偿。
混合气体, 比如说Ar加上CO₂, 它同时具备着属于惰性气体以及活性气体的优点, 能够对焊缝成型起到改善的作用, 还可以减少飞溅现象, 进而提高焊接质量以及效率, 比较常见的比例存在Ar80%加CO₂20%这种情况, 并且能够依据需求来进行调整。
四、焊接工艺与参数
关键工艺参数
电流, 对焊接质量以及效率会产生影响, 直流电流具备电弧稳定、飞溅小的特点, 交流电流拥有设备简单、成本低的特性。电流大小, 要依据焊件厚度、材质、接头形式、焊条(焊丝)直径等方面来进行选择, 倘若过大或者过小, 就会产生焊接缺陷。
电压, 它和电弧长度有所关联。恰当的电压能够确保焊缝宽度以及熔深均匀。可是, 如果电压不合适, 就会致使焊缝成型出现问题。
焊接速度, 指的是单位时间之内所完成的焊缝长度, 假如速度过快, 或者速度过慢, 那么都会对焊接质量以及效率造成影响, 所以需要依据多种因素进行合理调整。
电弧长度: 短电弧热效率高, 、溅小, 飞手工电在弧焊中, 电弧长出直于等往的一体般为焊直径0条2倍.5且同是中可, 1.0时中可的不倍或, 气保护焊中在也, 需以控制合适使电弧长度。
坡口形式常见有V型、U型、X型、Y型等, V型加工简单, 填充金属量大, 适用于薄焊件, U型根部窄, 填充金属量少, 焊缝质量高, 适用于厚焊件, X型和Y型结合两者优点, 用于大厚度焊件, 可减少变形和填充金属量。
接头设计
对接接头, 是两焊件端面相对放置来进行焊接, 其受力均匀, 应用广泛, 一般对其进行焊接时, 需开坡口, 还要保证装配间隙以及错边量。
角接接头情况是为, 两焊件端部所构成呈现的是直角或者是近似直角的状况, 其主要承受作用的是横向载荷, 依据焊件厚度以及受力时的情况, 能够进行开坡口亦可不开坡口来实施焊接。
T型接头, 是这样一种接头, 其中一个焊件的端面, 和另一个焊件的表面, 构成了直角或者近似直角的情况, 它受力很复杂, 容易出现应力集中的状况, 所以常常会采用双面焊, 或者开坡口焊接的方式, 以此来提高强度。
两焊件部分重叠焊接形成的搭接接头, 其装配情况较为简单, 然而受力存在不均匀状况, 并且强度不高, 它被应用于受力较小或者是非承载的结构之中, 为了提高强度, 可以增加搭接的长度, 或者采用塞焊、槽焊等方式。
预热与后热
防止冷裂纹的预热温度计算, 依据碳当量来计算预热温度, 碳当量越高, 钢材淬硬的倾向就越大, 需要进行预热以此来降低冷却的速度, 进而防止冷裂纹产生。公式为Ceq = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15, 这里元素符号表示其质量分数, 根据Ceq的值以及焊件厚度等因素, 通过查表来确定预热温度。
焊件在焊后, 要把它加热到特定的一个温度区域(就是比如说像250 到350℃这时样子)之下紧接着保温上一歇时间, 以此来让焊缝当中的氢能够逸散开来, 使得产生氢致裂纹这种情况得到预防, 特别是针对于低合金钢以及高强度钢焊接的时候, 会用到这样的消氢处理。
五、焊接设备
电弧焊机
这儿有一种交流焊机, 它属于变压器类型, 它会把来自电网的交流电通过变压器来降低电压, 从而得到适合用于焊接的低电压交流电, 它有着很简单的结构, 成本也比较低, 不过它电弧的稳定性比较差。
直流焊机, 它涵盖整流式以及逆变式这两种类型。整流式焊机, 借由整流元件把交流电转变为直流电。逆变式焊机, 先是把交流电转化为直流电, 接着再逆变成高频交流电, 随后经过降压、整流之后输出适宜用于焊接的直流电, 它具备体积小、重量轻、节能、电弧稳定性良好等诸多优点。
气体保护焊设备
MIG/MAG焊机, 其中MIG焊采用惰性气体保护, MAG焊运用活性气体或者混合气体保护, 它将连续送进的焊丝当作电极以及填充金属, 具备生产效率高的特点, 可用于多种金属材料的焊接。
TIG焊机, 其电极采用高熔点钨棒, 借助惰性气体来保护电弧以及熔池, 具备焊接质量高、电弧稳定等特性, 常常配备高频引弧装置和脉冲功能, 能够达成更精确的焊接控制, 适用于焊接有色金属、不锈钢以及薄件。
辅助工具
焊枪在焊接过程中, 承担着传递焊接电流的作用, 输送保护气体时也离不开它, 在熔化极焊接时, 它还负责引导焊丝, 它自身的结构以及性能, 会对焊接操作产生影响, 同时也会影响焊接质量。
盛放保护气体的气瓶, 像氩气所对应的气瓶, 还有二氧化碳所对应的气瓶等之类的, 要在规定周期进行检查,并且要开展维护工作, 以此来保证能够安全地加以使用。
送丝机, 于熔化极气体保护焊这一施焊情况里 , 有着把焊丝以匀速状态送进焊接区域的作用 , 并且送丝速度保持稳定 , 这对于确保焊接质量而言 , 是具备相当重要性的。
接地钳, 它要保证焊接回路接地处于良好状态, 以此防止触电事故发生, 另外还要确保焊接电流处于稳定状态。
面罩, 自动变光面罩可依据电弧光强度, 自动调控镜片透光率 , 能真切有效地保护焊工眼睛, 使其免受电弧辐射带来的伤害 , 进而提升焊接操作时的安全性以及舒适性。
六、焊接缺陷与质量控制
常见缺陷
裂纹, 除了热裂纹、冷裂纹、再热裂纹之外, 还有层状撕裂, 它多发生在厚板焊接结构当中, 因为钢板内部存在分层夹杂物, 在焊接应力的作用之下, 沿轧制方向产生阶梯状裂纹。
气孔, 它被划分成氢气孔、一氧化碳气孔、氮气孔等等, 因不同气体来源致使的气孔, 其形态以及分布呈现出有所不同的差异, 像氢气孔大多是表面针状的样子, 一氧化碳气孔大多是内部条虫状的形态。
夹渣存在, 包含非金属夹渣以及金属夹渣这两类, 其中前者像氧化物、硫化物等属于此类夹渣现象, 另外后者比如钨夹渣, 它是在TIG焊时, 因钨极熔化进而混入焊缝所形成的夹渣状况。
咬边是这样的情况, 因为焊接参数选择不合适, 或者操作方法不正确, 沿着焊趾的母材部位, 出现了沟槽或者凹陷, 这会让焊件有效截面积被削弱, 进而造成应力集中。
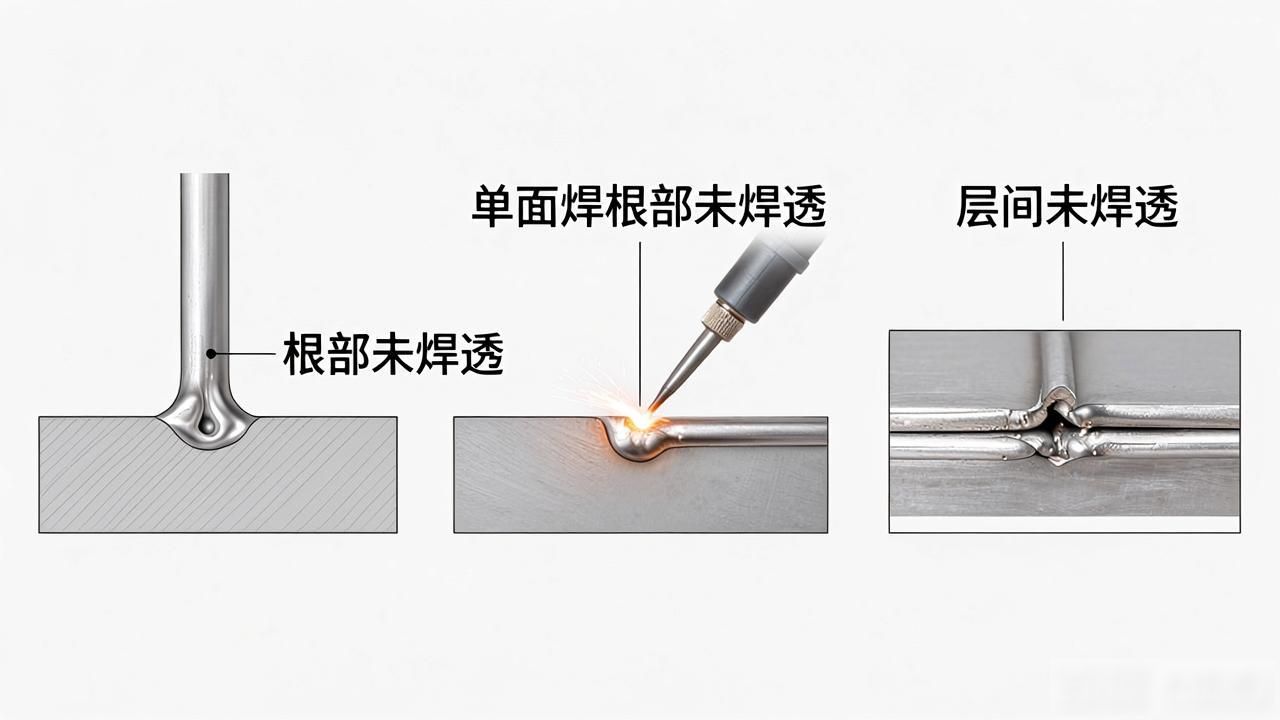
未焊透, 存在接头根部这样未完全焊接通达的现象, 除此之外尚有单面焊时根部未焊透的状况出现, 并且还有多层焊时层与层之间存在未焊透的情形存在。
检测方法
借助肉眼, 去做目视检测(VT), 或者借助放大镜、量规等工具, 来检看焊缝外观, 这当中包含焊缝尺寸、形状、表面缺陷等方面的检查。
射线检测, 也就是 RT, 它借助射线, 像 X 射线、γ射线这般的射线去穿透焊件, 按照缺陷对于射线吸收程度存在差异, 在底片上形成不一样黑度的影像从而检测缺陷, 能够检测内部的气孔、夹渣、裂纹、未焊透等缺陷, 于此可见它对体积型缺陷相当地敏感。
利用超声波在焊件里传播之际, 当遇到缺陷时会产生反射、折射等状况, 借助这个来检测缺陷, 是通过分析反射波信号达成的, 它能够检测内部缺陷, 对面积型缺陷较为敏感, 适用于厚板检测, 这就是超声波检测(UT)。
磁粉检测, 也就是MT, 其用途是检测, 针对铁磁性材料的, 表面以及近表面的缺陷, 在被检测的工件表面, 施加磁场, 当有缺陷的时候, 此处就会产生漏磁场, 这个漏磁场会吸附磁粉, 进而形成磁痕, 通过磁痕来显示, 缺陷的位置, 以及形状。
通过把含有色染料或者荧光剂的渗透液涂抹在焊件表面的方式, 让其渗透进缺陷里头, 接着把表面多余的渗透液给去除掉, 之后再施加显像剂, 使得缺陷当中的渗透液被吸附显示出来, 进而能够检测表面开口缺陷了, 此为渗透检测(PT)。
标准规范
ISO 5817, 它能就行焊缝的质量来开展打分评级, 依据着缺陷的类别、尺寸以及数量等这些指标, 会把焊缝的质量划分成B、C、D这三个有区别的大等级, 它是适用于熔化焊焊接接头的。
AWS D1.1, 也就是美国钢结构焊接规范, 它对钢结构焊接所用到的材料, 有相应规定, 对工艺方面也有规定, 对质量检验等方面同样有要求, 并且在北美地区被广泛应用。
按照中国焊接质量要求系列标准GB/T 12467, 其针对焊接质量要求作出了详细规定, 此规定涵盖了质量等级划分方面, 包含检验方法方面, 还涉及验收准则等方面。
七、焊接安全与防护
主要危险源
电弧辐射, 涵盖紫外线、红外线以及可见光, 当中紫外线对人体危害颇为大, 它能够引发电光性眼炎、致使皮肤灼伤等。
处于焊接设备漏电状况下时, 因操作不当, 又或者是在潮湿环境里进行作业等, 这种种情况都有可能致使电击, 进而引发触电事故。
烟气灰尘: 于焊接进程当中所产生的金属氧化物之类的烟气灰尘, 要是长时间吸入的话, 便会对呼吸器官系统造成损害, 进而引发尘肺病这类职业病。
高温飞溅:焊接时高温金属液滴飞溅,可能烫伤皮肤。
有害气体之中, 比如臭氧, 一氧化碳, 氮氧化物等, 臭氧具备强氧化性, 会刺激呼吸道, 一氧化碳没有颜色也没有味道, 容易致使中毒, 氮氧化物对呼吸道存在刺激以及腐蚀作用。
防护措施
构成个人防护装备的有, 用于防止高温飞溅以及辐射伤害的、采用防火隔热耐磨材料所制成的防护服会被穿戴, 具备隔热绝缘耐磨性能的焊接手套, 除自动变光面罩之外还有用于保护面部还有眼睛的手持式面罩, 用于过滤焊接烟尘的防尘口罩。
通风的措施是这样的: 要确保焊接的场所能够有着良好的通风情况, 要是自然通风是不够充足的, 那么就要把机械通风设备或者排烟装置给安装起来, 并且要及时地将有害的气体以及烟尘排放出去。
急救知识
实行触电急救的办法是, 马上切断电源, 要是发觉触电者呼吸、心跳已经停止, 那么就要就在其所在现场施行包含胸外按压以及人工呼吸这般的心肺复苏术, 其中按压频率得最少是每分钟一百次, 按压深度最少要有五厘米, 按压与呼吸的比例为三十比二, 同时要尽快拨打急救电话。
烧伤处理办法如下, 针对轻微烧伤情况, 马上要用大量的冷水去冲洗受到伤害的部位, 使得冲洗时长达到十五至三十分钟, 以此来降低皮肤的温度, 进而减轻疼痛感觉以及损伤程度;而要是严重烧伤的话, 应当避免自己去处理, 需用干净的纱布或者毛巾覆盖住伤口, 然后要尽快送去医院进行治疗。
大量烟尘被吸入后若感到不适, 要马上转移到通风状况良好的空旷之地, 去呼吸新鲜的空气, 要是症状变得严重, 就要及时前往就医诊疗。
八、金属材料焊接性
碳钢焊接
低碳钢, 其含碳量是低于0.25%的, 它的焊接性呈现良好状态, 一般情况下是不需要采取特殊工艺措施的, 只需要选用合适的焊条或者合适的焊丝就可以了。
有这样一种钢材, 它叫中碳钢, 其含碳量处于0.25%至0.6%这个范围, 在进行焊接操作的时候, 容易出现产生淬硬组织以及冷裂纹的情况, 所以需要进行预热, 预热温度是150至250℃ , 并且要选用低氢型焊条, 还要对焊接热输入加以控制。
含碳量大于0.6%的高碳钢, 其焊接性差, 在焊接以前需要预热到250 – 350℃以上, 要采用低氢型焊条, 焊后需要进行缓冷以及热处理, 以此来消除应力并改善组织。
不锈钢焊接
奥氏体不锈钢焊接时, 主要问题是晶间腐蚀。石油化工设备焊接中, 为防晶间腐蚀, 常选用像含钛的A132或含铌的A137等有稳定化元素的焊条, 或者超低碳焊条A002。采用小电流、快速焊、短弧焊, 减少焊缝在450 – 850℃这个敏化温度区间的停留时间, 以此降低晶间腐蚀倾向。
铁素体不锈钢, 焊接的时候容易出现脆化现象, 其中涵盖475℃脆化以及σ相脆化。在进行焊接管道操作时, 为了防止脆化, 焊前预热温度要控制在100至300℃, 采用小热输入焊接工艺, 防止在475℃附近长时间停留, 焊后能够进行快速冷却, 必要情况下进行退火处理, 以此恢复韧性。
双相不锈钢, 焊接的时候, 要严格控制热输入。在海洋工程结构焊接当中, 采用恰当的焊接方法, 像TIG、MIG这种, 挑选合适的焊接参数, 把热输入控制在一定范围之内, 从而保证焊缝以及热影响区的奥氏体和铁素体比例, 避免因为热输入不合适致使相比例失调,进而影响焊接接头的耐蚀性力学性能。
铝合金焊接
铝合金的表面存在一层致密的氧化膜, 这层氧化膜是Al₂O₃, 它的熔点非常高, 达到2050℃, 会对焊接熔合产生阻碍作用, 而且铝合金拥有很强的导热性, 在焊接的时候热量分布较快, 因此容易让焊接出现变形情况,在航空航天领域里,针对铝合金结构件进行焊接时, 常常会采用TIG焊或者MIG焊。焊前, 要运用机械方式(像是刮削那般), 或者化学方式(如同碱洗一样), 将焊件表面的氧化膜彻彻底底地清理干净;在焊接进程当中, 需合理挑选焊接电流、电压以及焊接速度, 采用恰当的工装夹具以刚性固定焊件, 或者运用反变形法、随焊激冷等举措对变形加以控制;针对厚板焊接而言, 能够采用多层多道焊, 从而控制层间温度。
异种金属焊接
以钢跟铝的焊接当作例子来讲, 鉴于钢以及铝的物理性能, 像熔点、热膨胀系数, 还有化学性能的差异特别大, 要是直接进行焊接的话, 就会在接头的地方形成脆性的金属间化合物, 进而使得接头强度下降。在汽车发动机部分零部件的制造过程当中, 会采用过渡层焊接工艺一番, 比如在钢的表面先镀上一层锌、铜等之类的金属当作过渡层, 之后再跟铝开展焊接;又或者采用特殊的钎焊工艺一回, 挑选适宜的钎料以及钎焊温度, 借助钎料在母材之间的扩散以及溶解, 形成良好的接头连接, 减少金属间化合物的产生, 提升接头质量。
九、焊接符号与图纸
焊接符号
– 基本符号,是用来表示焊缝横截面形状的, 像角焊缝, 是用等边三角形来表示, 对接焊缝, 是用直线表示的咧, V形坡口对接焊缝, 是用带斜边的直线表示, 能直观地反映焊缝的基本形式。
补充符号, 其作用是用以补充说明焊缝的某些特征, 其中现场焊符号呈现为一个涂黑的小旗, 这意味着该焊缝需要在现场进行施焊, 而周围焊符号则是一个圆圈, 它表示焊缝是环绕焊件周围来进行焊接的。
尺寸标注, 涵盖焊缝长度, 宽度, 厚度, 坡口角度, 钝边尺寸等, 比如, 标注角焊缝时, 会注明焊脚尺寸, 对接焊缝会标注坡口深度, 间隙等尺寸, 以此为焊接施工提供精确的数据依据。
图纸识读
识别图纸上的坡口形式, 像V型、U型、X型等, 依据焊件厚度、焊接方法以及工艺要求, 去确定坡口尺寸, 例如V型坡口的角度、钝边大小、装配间隙等, 以此保证焊接之时能够充分熔合, 最终获得良好的焊缝质量。
焊缝位置, 要明确平焊位置, 还要明确立焊位置, 也要明确横焊位置, 更要明确仰焊位置。不同位置的焊接难度不一样, 工艺要求也不相同, 平焊操作相对来讲容易些, 焊接质量容易保证。而立焊和横焊需要控制熔池形状, 还要控制熔池尺寸, 以此防止液态金属下淌。仰焊难度那是最大的, 对焊工技术要求高, 对操作要求也高, 图纸标注有助于焊工选择合适的焊接工艺, 也助于焊工选择合适的操作方法。
工艺要求方面, 对于焊后热处理要求, 图纸会注明是不是需要开展退火、正火、回火、调质等处理, 还会注明处理的温度、时间以及冷却方式等参数, 借助焊后热处理来改善焊接接头的组织与性能, 进而消除残余应力。
十、焊接技术发展趋势
自动化与智能化
机器人焊接, 在汽车制造行业当中有着广泛的应用, 机器人能够依据预设程序, 精准地完成焊接操作, 可保证焊接质量的稳定性, 以及一致性, 还能因此提高生产效率, 减少人工成本, 并且降低劳动强度, 同时它还能够在恶劣环境这下进行工作。
利用视觉传感器, 不间断地实时获取焊接进程里的图像信息, 像焊缝的位置、形状以及熔池的状态等, 将这些信息传递给控制系统, 达成对焊接过程的实时监测以及调整, 提升焊接质量的可靠性与适应性, 比如在复杂结构件的焊接当中, 能够自动追踪焊缝, 保证焊接精度。
自适应控制, 依据焊接进程当中生成的瞬时参数, 像电流、电压以及焊接速度, 还有焊件所产生的变动, 诸如材料厚度出现的起伏、装配产生的误差, 自行调节焊接工艺参数, 确保焊接质量不会遭受外界因素的干扰, 达成智能化焊接生产。
新材料焊接
高强钢, 在建筑、桥梁等行业, 鉴于对结构轻量化以及高强度要求不断提升的状况下, 其应用愈发广泛。当下研究重点, 在于研发适配高强钢的焊接材料与工艺, 把控焊接热影响区的组织和性能, 防范裂纹出现, 提升接头的强度和韧性。
对于镍基合金, 它会被经常应用于航空航天以及石油化工等领域, 这是因为它有着耐高温还有耐腐蚀等优良性能。然后要去研究镍基合金的焊接冶金过程, 以此来解决焊接过程当中会出现热裂纹和气穴这类缺陷, 接下来还要开发专用焊接设备以及工艺, 必须要满足特殊地使用要求与特殊地步况需求、特殊化条件下的使用要求, 特殊化条件地步况情况下的使用所需条件要求。
复合材料, 像碳纤维增强复合材料, 于航空航天领域里的应用正渐渐增多。要深入钻研复合材料跟金属或者其他东西的连接技术, 着手去开发契合复合材料实际情况的焊接方法以及工艺, 全力解决界面结合强度以及可靠性方面的问题, 从而进一步拓展复合材料的应用范围。
绿色焊接
开发新型的, 具备低烟尘、低毒特性的焊接材料, 此材料称为低烟尘焊材, 其可减少焊接时, 烟尘以及有害气体的生成, 进而改善工作所处的环境, 还能保护焊工的健康, 像采用环保型药皮配方的焊条, 就能降低烟尘里有害物质的含量。
研发高效节能的焊接电源, 比如逆变式焊接电源这种设备, 属于节能设备, 它与传统电源相较, 具备更高的电能转换效率, 能够减少能源消耗, 进而降低生产成本, 如此便符合可持续发展要求。
新型焊接工艺冷金属过渡(CMT)工艺, 具备在焊接时无飞溅、热量输入低的特性, 能减少对焊件的热影响, 降低变形以及缺陷产生的可能性, 还能减少能源消耗与焊接烟尘排放, 是绿色环保的焊接工艺, 于薄板焊接以及对焊接质量要求严格的场合有着极其广阔的应用前景。
推荐学习资源
– 书籍:
讲解《焊接冶金学》, 它会深度剖析焊接里头的冶金反应, 还会阐述组织转变, 以及性能变化, 以此能够提供理解焊接质量控制的理论基础。
《焊接方法与设备》, 它全面地介绍了各类焊接工艺方法, 以及工艺参数的选择, 还包括焊接设备的原理、结构与应用, 具备很强的实用性。
美国机械工程师协会锅炉与压力容器规范, 它属于那种在锅炉以及压力容器设计方面、制造方面、检验等诸多方面都堪称权威的标准, 对于那些从事在相关领域里面焊接行业工作的人员而言带来有着重要的指导意义。
– 标准:
AWS(美国焊接学会)标准, 在国际上有着范围广泛的影响力, 它横跨焊接材料、工艺以及质量控制等诸多方面的标准, 能给焊接行业送去提供技术规范。
ISO(国际标准化组织)所制定的标准, 属于全球通用的标准体系范畴, 该标准体系之中, 关于焊接质量分级方面、检测方法方面等的标准, 对国际间的焊接技术交流以及合作起到了促进作用。
GBT(中国国标), 此乃我国焊接领域的国家标准, 其依据国内实际状况以及行业需求而制定, 对于规范国内焊接行业的发展起到关键作用。
具备实践经历, 参加焊工技能培训, 考取AWS或ISO 9606焊工资格证, 经系统培训与实际操作, 掌握各类焊接方法及技能, 熟悉焊接质量控制流程, 获取权威性资格认证, 增强在焊接领域的就业竞争力以及专业水平。
对于焊接专业而言, 掌握上述知识乃是奠定基础的关键所在, 与此同时, 还需要将实际操作经验予以结合, 并且持续不懈地学习新的技术, 通过这样的方式, 不断地提升自身在焊接技术方面的水平以及综合能力, 以此来适应焊接行业持续不断发展所提出的需求。








暂无评论内容