
本发明专利技术公开了一种拼焊槽钢的焊接设备及其焊接工艺哪, 属于槽钢焊接技术领域这般, 其包括水平设置的底座, 底座的顶部设置有焊接装置, 所述底座的一侧设置有夹持装置;所述夹持装置包括支撑架咧, 支撑架沿定位车的滑移方向来延伸咧, 支撑架的顶部铰接有水平设置的支撑板, 支撑板紧挨着滑轨的一侧和支撑架之间进行铰接, 远离滑轨的一侧呈自由之端且予以抵接于支撑架的顶部, 支撑板靠近滑轨的一侧固地设有限位板吭, 限位板垂直地固设在支撑板的顶部并且沿定位车的滑移方向去延伸吭, 支撑板远离限位板的一侧设置有夹持组件, 夹持组件和限位板中间形成用于固定槽钢的夹持间隙, 支撑板顶部的两端设置有支撑组件, 本发明专利技术有使焊接后的槽钢符合标准的效果。
全部详细技术资料下载
【技术实现步骤摘要】
一种拼焊槽钢的焊接设备及其焊接工艺
本专利技术涉及槽钢焊接
,尤其是涉及一种拼焊槽钢的焊接设备及其焊接工艺。
技术介绍

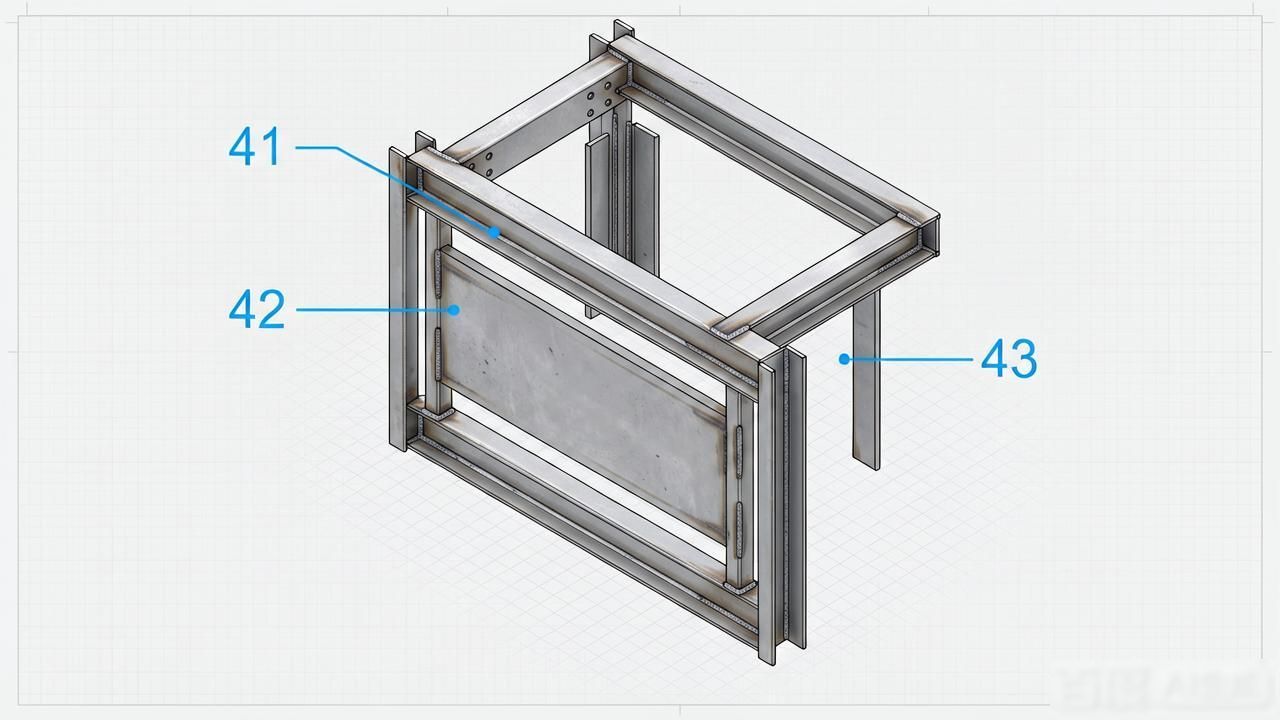
叉车取物装置的主要承重结构, 是T叉车门架。提升货物的机构, 被称作门架。它由内门架、外门架、货叉架、货叉、链轮、链条、起升油缸以及倾斜油缸等构成。叉车门架的内门架和外门架两侧, 都由槽钢组成, 加工叉车门时, 要先焊接槽钢。有一种槽钢, 它是用于叉车门架的, 见图1, 它包含一块连接板41, 还有对称焊接在连接板41上的挡板一42和以及挡板二43, 挡板一这种用于叉车门架的槽钢它的42和挡板二此槽钢的43, 其长度方向顺势沿连接板41那么长的方向往前进行延伸, 挡板一42以及挡板二该槽钢带着的43处于再加上连接板41的同侧边缘的地方, 并且挡板这种槽钢身上的一42和挡板用于描述叉车门架槽钢的二43相对于连接板41呈现垂直设置的状态;当处在对槽钢包括提到的4进行焊接的情况之时, 就要求首先将那包含的挡板将包含的一42和此槽钢里的挡板二43预定放置于连接板41之上, 接着再针对挡板一42和连接板41的连接之处开展焊接工作。连接板较重, 挡板一也较重, 挡板二同样较重, 但在事先对连接板、挡板一以及挡板二轮番进行预定位期间,要把连接板、挡板一以及挡板二确切无误地固定凑整是不太便利的, 进而致使焊接完毕后的槽钢难以契合标准要求, 这便使得槽钢与标准产生了偏差。
技术实现思路
本专利技术的一个目的是提
【技术保护点】
1.有一种用于拼焊槽钢的焊接设备, 它包含水平放置的底座(1), 底座(1)的顶部位置设有焊接装置(2), 其特性在于: 底座(1)的一侧设有用于夹住连接板(41)、挡板一(42)以及挡板二(43)的夹持装置(3);焊接装置(2)包含放置在底座(1)顶部的滑轨(21), 滑轨(21)是沿着底座(1)的长度伸展方向水平放置的, 滑轨(21)的顶部水平滑动连接着定位车(22), 定位车(22)的顶部设有对焊枪(235)进行定位的焊接机构(23), 焊接机构(23)包括设置在定位车(22)上的焊枪(235);夹持装置(3)包括支撑架(31), 支撑架(31)沿着定位车(22)的滑动方向延伸, 支撑架(31)的。
【技术特征摘要】
1.设有一种用于拼焊槽钢的焊接设备, 这设备里有水平放置着的底座(1), 并且底座(1)这个所在位置, 它的顶部又设置了焊接装置(2), 其具备这样的特征哟:
某一侧, 所述底座(1)那儿, 设置了夹持装置(3),此夹持装置(3)能够用来夹持连接板(41), 还能夹持挡板一(42), 并且能夹持挡板二(43)。
所谓的焊接装置(2), 它包含放置在底座(1)顶部的滑轨(21), 滑轨(21)是沿着底座(1)长度延伸方向水平安置的, 滑轨(21)的顶部具有水平滑移与之连接的定位车(22), 定位车(22)的顶部设有用于对焊枪(235)进行定位的焊接机构(23), 焊接机构(23)涵盖设置在定位车(22)上的焊枪(235)。
所述的夹持装置(3), 它包含支撑架(31), 支撑架(31)是沿着定位车(22)的滑滑移方向进行延伸的, 支撑架(31)的顶部那儿铰接有水平放置的支撑板(32), 针对这个支撑板(32), 靠近滑轨(21)的那一侧和支撑架(31)之间是铰接的状态, 而远离滑轨(21)的那一侧是自由端并且抵接在支撑架(31)的顶部, 在支撑板(32)靠近滑轨(21)的这一侧固设有一个限位板(321), 限位板(321)是垂直固定在支撑板(32)的顶部并且沿着定位车(22)的滑移方向延伸的, 在支撑板(32)远离限位板(321)一侧设置了夹持组件(33), 夹持组件(33)和限位板(321)之间形成了用于固定槽钢(4)的夹持间隙, 在支撑板(32)顶部的两端设置了支撑组件(34), 支撑组件(34)是用于延伸到槽钢(4)当中并抵接于挡板一(42)和挡板二(43)内壁的, 目的是确保挡板一(42)和挡板二(43)垂直于支撑板(32)来设置。
2.有种拼焊槽钢的焊接设备, 是依据权利要求1所述的, 它具备这样的特征, 夹持组件包括定位板, 定位板竖向固定在支撑板顶部, 其长度方向顺着定位车的滑移方向延伸, 定位板上螺纹连接了丝杠, 丝杠轴向水平设置, 丝杠端部延伸到支撑板上方并转动连接着夹持板, 夹持板竖向设置且沿定位车的滑移方向延伸, 夹持板靠近限位板的一侧固定有两根导向柱, 导向柱的轴向与丝杠的轴向平行设置且等高, 两根导向柱分别处在定位板上丝杠的两侧。
3.有一种拼焊槽钢的焊接设备是根据权利要求1所述的, 其有这样的特征: 首先, 有个支撑块是固设在连杆端部的, 且连杆是水平滑移连接在固定板上的, 而固定板又是竖向固设在支撑板端部的;接着, 固定板沿其长度方向设有水平的滑移槽, 连杆就滑移连接在其中;再是, 顶板一和顶板二是水平滑移连接在支撑块两侧的, 它们用于抵接到挡板一和挡板二的内壁, 进而让挡板一和挡板二能垂直抵到连接板顶部;最后, 支撑块上连接了动力组件, 这个动力组件能驱动顶板一和顶板二相向滑动或者相背滑动。
4.涉及一种拼焊槽钢的焊接设备, 这设备需依据权利要求三号所述, 它有个特点, 那就是: 在支撑块里, 开设有一个空腔, 这个支撑块是有编号的, 编号是344, 空腔的编号是3441;动力组件, 它包含一个对丝, 此对丝转动连接在空腔内, 这个空腔上面已经说过来自那个编号344的支撑块, 对丝的轴向是水平放置的;对丝的两端, 分别以螺纹连接的方式, 连接在顶板一和顶板二里, 顶板一和顶板二也是有编号的, 分别是345和346;对丝的中部, 固定设置有一个蜗轮二;蜗轮二上面, 啮合有一个蜗杆二, 蜗杆二垂直于对丝设置;蜗轮二和蜗杆二的外侧, 套设有一个防护罩二, 这个防护罩二是固定连接在支撑块内的, 支撑块这里指的是编号344的那个;蜗杆二靠近固定板的一端, 延伸出防护罩二以及支撑块, 并且固定连接有一个手摇轮, 这个手摇轮的编号是355。
5.有一种拼焊槽钢的焊接设备, 是根据权利要求1所述的, 其存在这样的特征, 支撑架里设置着液压缸, 液压缸的缸体在支撑架内进行铰接, 并且, 液压缸的活塞杆在支撑板远离其铰接端一侧的底部进行铰接。
6.它是一种拼焊槽钢为权利要求1当中描述的焊接设备, 此设备有这样的特征, 焊接机构当中的螺杆是转动连接到定位车顶部的, 该螺杆顶部有个以轴向水平方式设置的定位柱, 并且这个定位柱和定位车的运动方向是垂直的, 而定位柱两端是可拆卸连接, 能对连接板以及挡板一的连接处予以作用, 以此来实现焊接等一系列操作, 最终完成拼焊槽钢的焊接任务哪。
【专利技术属性】
技术研发人员:段全军,胡佛堂,陶建华,焦玉麒,
申请(专利权)人:,
类型:发明
国别省市:浙江;33
全部详细技术资料下载 我是这个专利的主人











暂无评论内容