
钣金机箱的制作标准关联选取材料, 设计构思, 直至特定制作, 进行查验的一整套流程。为使得您迅速熟练掌握关键要点, 能够参照下表面予以知晓主要标准概貌:
规范类别 核心要点与关注重点
材料有所涉及, 要考虑材料选择类别, 像是冷轧板、不锈钢之类, 还要关注板材厚度的一致性情况, 设计展开时需保证其合理性, 而公差控制方面, 像GB/T 15055所规定的那样。
核心加工工艺规范, 其中包括这样一些内容, 下料, 此下料有激光或者是数冲两种方式, 折弯呢, 要对圆角半径进行控制, 焊接, 需关注焊缝质量, 其他连接方式有压铆或者抽孔, 表面处理有喷涂和电镀。
质量检验以及验收规范, 外观方面要求平整且没有损伤, 尺寸来讲涉及形位公差比如平面度以及垂直度,装配和功能方面关注间隙还有插拔顺畅情况, 焊接专项检查要确保不存在虚焊裂纹。
特殊构造以及崭新工艺, 有卡嵌式结构, 关乎高精度折弯与拼焊, 存在工艺复合情况, 能够减少工序, 还有数字化以及自动化。
材料与设计规范
材料选用方面, 常常会用到冷轧钢板、不锈钢板之类的, 有着强度好、刚性佳的要求, 表面得是平整的且不存在缺陷。板材相对的厚薄程度一般是处于6mm之下。
设计原则:
展开合理:设计展开图时要考虑省料和加工便利性。
厚度一致:这是钣金件的显著特征。
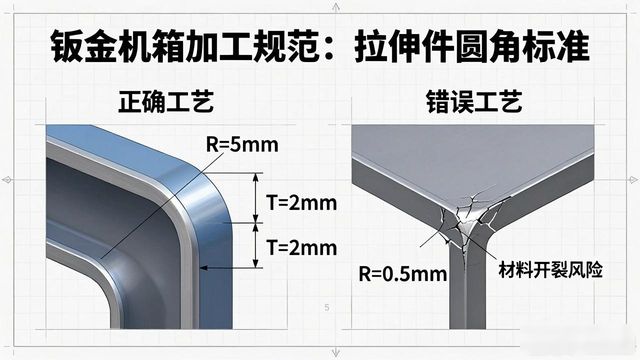
针对圆角设计而言, 要规避那种过小的折弯圆角半径情况, 不然就可能致使材料出现开裂现象。拉伸件的 圆角半径, 它也是具有明确且具体的规范之类的情况!就好比说, 底部的圆角半径, 其最好是处于板厚的 3 到 5 倍这个范围区间之内。
公差所遵循的标准情况下, 没有进行标注的公差, 一般是参照GB/T 15055 – 2007当中的m级标准。
核心加工工艺规范
下料, 其主流方式是数控冲床以及激光切割, 所要求的方面是尺寸要精准, 并且切面不存在过量的毛刺。
折弯:
核心是控制折弯圆角半径和防止变形。
折弯后,折弯部位两侧允许有板厚约15% 的鼓起。
焊接:
常见方法有电弧焊、气焊等。
至关重要的要求是, 焊缝须牢固且均匀分布, 不存在虚焊、裂纹以及焊穿这类缺陷;焊接完成之后要进行打磨, 使其平整, 还要清除掉焊渣飞溅;对于重要部件而言, 经过焊接之后必须消除应力, 以此来防止变形。
其他连接与成型:

压铆:压入螺母、螺钉后,螺纹不得变形,部件应与板面平齐。
抽孔, 用于特定功能,抽孔(翻边)的时候, 需要注意方向, 压筋, 能够增加刚性。
表面处理涵盖了诸如喷涂、电镀之类的操作, 处理之前一定要保证表面是清洁的, 喷涂之后色泽应当均匀, 不存在漏涂现象, 也没有气泡。
质量检验与验收规范
处于末尾位置的验收, 是最为关键重要的环节, 用以参照检验结果的标准, 通常是产品最终抵达之地所呈现的结果。
外观进行检查, 其表面应当是平滑的, 不存在锈蚀情况, 没有划伤现象以及明显的变形状况, 并且喷涂的色泽要均匀。
尺寸与形位公差:这是检验重点,常用要求例如:
箱体底面及其他侧面平面度 ≤1mm。
箱体前后/左右立面相对底面的垂直度 ≤1mm。
面板相关平行度、垂直度通常要求 ≤0.5mm。
装配与功能检查:
面板装入应垂直端正。

插箱、导轨等装入拔出应顺畅,安装后稳固无松动。
焊接专项检查:检查有无裂纹、气孔、咬边等缺陷,并确认强度。
特殊结构与新兴工艺
卡嵌式结构, 是一种紧凑设计, 这种设计无需螺丝或者少用螺丝, 它依赖高精度折弯, 依赖拼焊, 以此保证严丝合缝。
工艺方面的趋势表现为, 重视工艺之间的复合这种情况, 像是将激光切割和折弯组合为一体的形式, 同时对于设计趋向于实施标准化, 并且还要推动生产朝着自动化以及数字化的方向发展。
给你的建议
为了确保加工质量,除了上述规范,你还可以注意:
加工正式开展前所进行的涉及对诸多下一步问题有规避作用的设计阶段沟通, 是把设计图纸和展开加工作业的一方予以工艺方面评判审查。
明确关键的等级, 于图纸之上明确地标注出, 那些之于产品功能而言至关重要的关键尺寸, 以及关键特征, 以此方便在加工的时候重点去关注, 同时在检验的时候也重点去关注。
思考制作样机这件事: 针对于新设计的机箱, 或者是结构繁杂、要求颇高的机箱, 应当建议先着手制作原型样机, 凭借这样做去验证设计方面、装配方面以及功能方面。











暂无评论内容