

1 引言
在矿山冶金领域, 有很多钣金构件, 在石油领域, 也存在不少钣金构件, 在化工等领域, 同样有着诸多钣金构件, 这些构件形状各不相同, 在制造之时, 要先作出平面展开图, 之后进行裁剪, 再进行下料展开图形是否正确, 对于制件精确程度以及质量有着重要的作用较良好的展开放样方法, 不但能够提升工作效率以及工件精度, 而且还能节省材料, 降低制造成本。
2 传统饭金放样
钣金件的展开放样, 传统存在图解法与计算法这两种方法, 这两种放样方式, 针对简单的、精度要求不高的构件, 能够轻易画出其平面展开图。然而对于比较复杂的、精度要求较高的构件而言, 虽说采用传统方法也能够作出其平面展开图, 可是利用这种平面展开图制成的构件精度无法达到要求, 甚至生产的构件需要经过修修补补才能够达到要求。
3 三维设计软件饭金放样
在如今计算机辅助设计迅猛发展的当下, 针对复杂的且精度要求较高的构件的钣金放样, 只要弄明白构件结构, 掌握某些设计技巧, 借助计算机利用二维设计软件的造型功能, 便能够很快对复杂的以及精度要求较高的构件实施钣金展开放样。这样的方法打破了传统的图解法、计算法这两种模式, 其过程具备简单快捷、准确的特点, 是一种新型的现代钣金放样方法。
4 渐缩弯头板金放样的实践
我们平常在钢厂、矿山、电厂的输送管道里, 常常会用到渐缩弯头, 它的用处是连接有着不一样管径的管道, 好多的渐缩弯头是通过钢板卷焊工艺来制作的, 如此一来就需要运用钣 金放样, 在这儿呢, 本文是以其中一种渐缩直角弯头当作例子来开展钣 金放样介绍的, 而其他的渐缩直角弯头能够依照这个方法去进行钣 金放样。

文本以本公司为某钢厂所生产的, 那种相对较为复杂的六节渐缩直角弯头作为示例(如图1所示), 针对此, 详细地去介绍借助图解、计算以及软件设计相互结合起来的钣(饭金有误, 应为钣)金放样流程。
图1
4.1 渐缩直角弯头参数
大端的直径是, D等于480, R1等于240;小端的直径是d, d等于273, r等于136.5;中心位置的半径是R, R等于420;节数是N, N等于6。
4.2 有关尺寸计算
4.3作图步骤
(1)如下进行操作, 首先, 以等于四百二十数值为半径,画出四分之一圆周, 接着, 在这个圆周上划分出理论节数, 得到点O2、O3、O4、O5、O6, 然后, 分别以O2、O3、O4、O5、O6作为圆心, 使用渐缩半径得到数值R2、R3、R4、R5、R6, 再画出圆, 之后, 从小头直径端点开始, 引出圆切线及公切线, 最后, 对应连接各切点, 进而得出弯头各节实际结合线, 如图1所示。
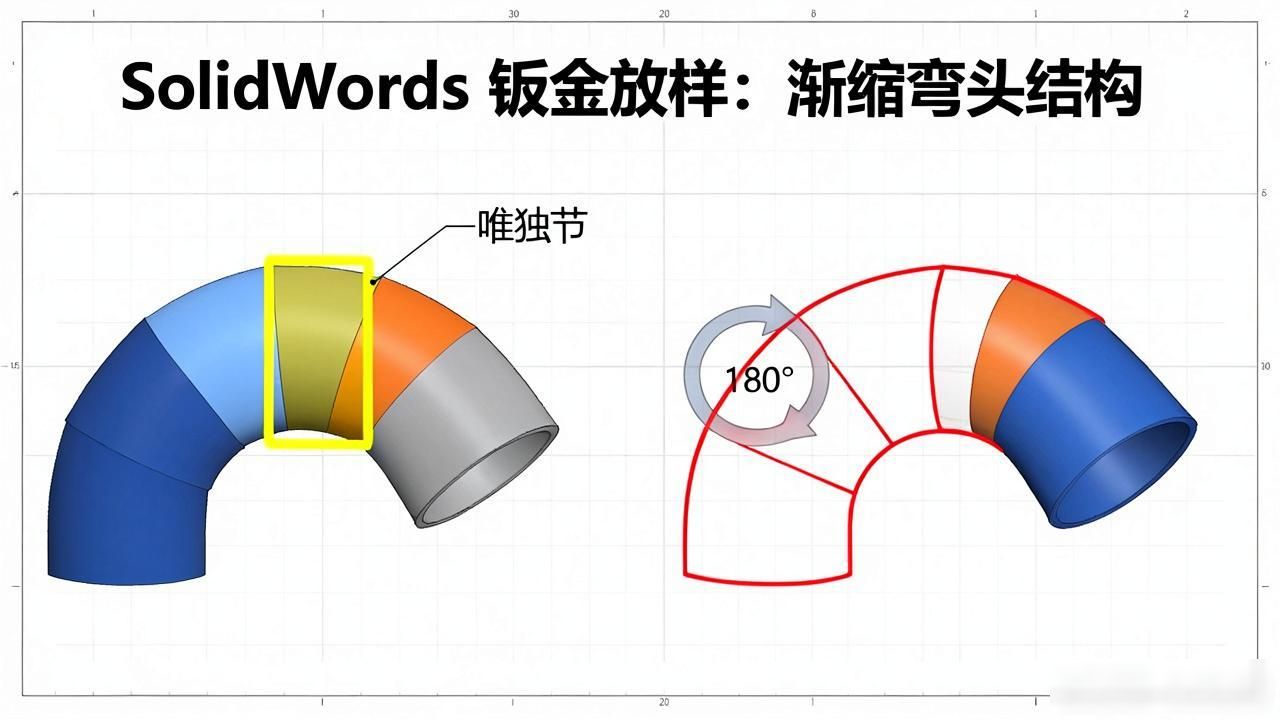
(2)从图1能够观察到, 要是把当中不相毗邻的、唯独的节进行180°的翻转, 之后就能够跟其他三节组合成一个正截头圆锥台, 二如图2所展示的那样。
图2
4.4 利用软件进行饭金放样
(1)借助软件, 于插入工具栏的钣金命令里, 运用基体法兰, 先绘制出截头圆锥台的草图, 接着, 再凭借钣金命令中的放样折弯, 去生成截头圆锥台的实体。如图3所呈现(注: 在草图绘制这个操作过程中。φ273以及φ480这两个圆的同一侧, 要开设小缺口, 目的是在放样之后的实体当中生成一条缝隙。这条缝隙的面, 能够作为后续展开的固定面)

图3 截头圆锥台实体
(2)按照图2里各节有的交线, 做出对应的基准面, 之后再把基准面当作剪裁工具, 针对截头圆锥台开展实体分割, 分割完产生6个实体, 如呈现于图4那样。
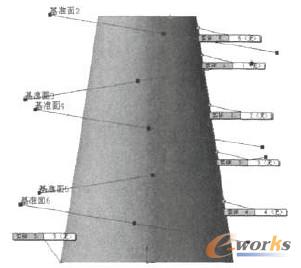
图4 截图圆锥台分割图
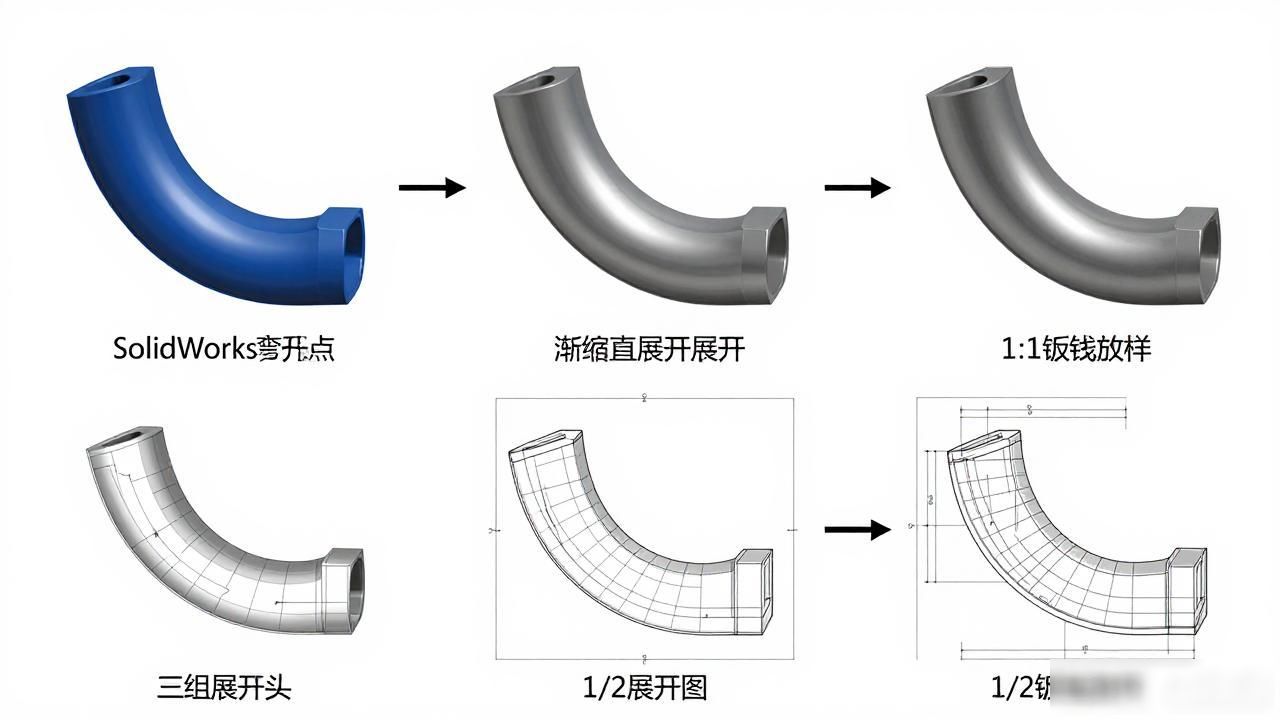
(3)依次逐个生成截头圆锥台被分割后产生的6个实体, 运用钣命令里的展开针对这6个实体开展展开操作。接着把展开后的实体从零件图转变为工程图, 比例设定为1:1。最后将这6个实体的工程图进行合并, 如此便能得到6节渐缩直角弯头的1/2钣放样, 如图5所示。

图5 1/2钣金放样图
(4)鉴于钣金花样图属于轴对称图, 因而仅需把二分之一的钣金花样图于打印机里依照1:1的比例予以输出, 钣金工人仅需把图纸覆盖于钢板之上展开划线、剪板, 要是尺寸较大的渐缩直角弯头不适合凭借打印机按照1:1的比例输出, 那我们能够于工程图中将钣金花样图依据角度进行等分, 接着标注出每节对应的长度, 钣金工人只需于钢板上绘出各点, 随后经由各点连接成光滑曲线, 再依照曲线进行剪板便可(犹如图6所呈现的那样)标点符号。

图6 1/2钣金放样图(描点图)
由上所述, 能够看出, 借助, 软件针对渐缩直角弯头类管件开展钣金属放样, 简便迅速且便利, 只要把握简易的计算方式, 以及软件钣金属工具栏里的几个相关指令, 便可对零件实施钣金属放样。不论管件的尺寸以及节数, 只要依照上面的步骤去操作, 都能够快速、精确地进行钣金属放样。相较于传统的单纯作图与计算的放样办法, 此方法不但极大地提升了钣金属工人的工作效率。并且准确程度也显著提高。是值得予以推广的一种新型放样方法。












暂无评论内容