
处于焊接施工一线的现场当中, 按照设计要求所绘制的图纸之上的焊接符号,从来都不是那种可以被忽视、觉得无关紧要的线条, 而恰恰是起到连接设计要求以及现场施工作用的 “通用工程语言”。数目众多的焊工、技术员, 常常会因为没办法读懂符号的含义、错误地选择了坡口形式, 进而出现焊缝焊不透的状况、变形超出标准范围、工艺不符合要求等一系列问题, 最终导致出现返工的情况, 甚至还会造成质量安全方面的隐患。
本文将国标规范跟一线经验相结合, 于坡口形式这一维度, 就核心术语部分, 针对标注规范层面, 把电焊和气焊的焊接标注逻辑讲述得透彻明白。
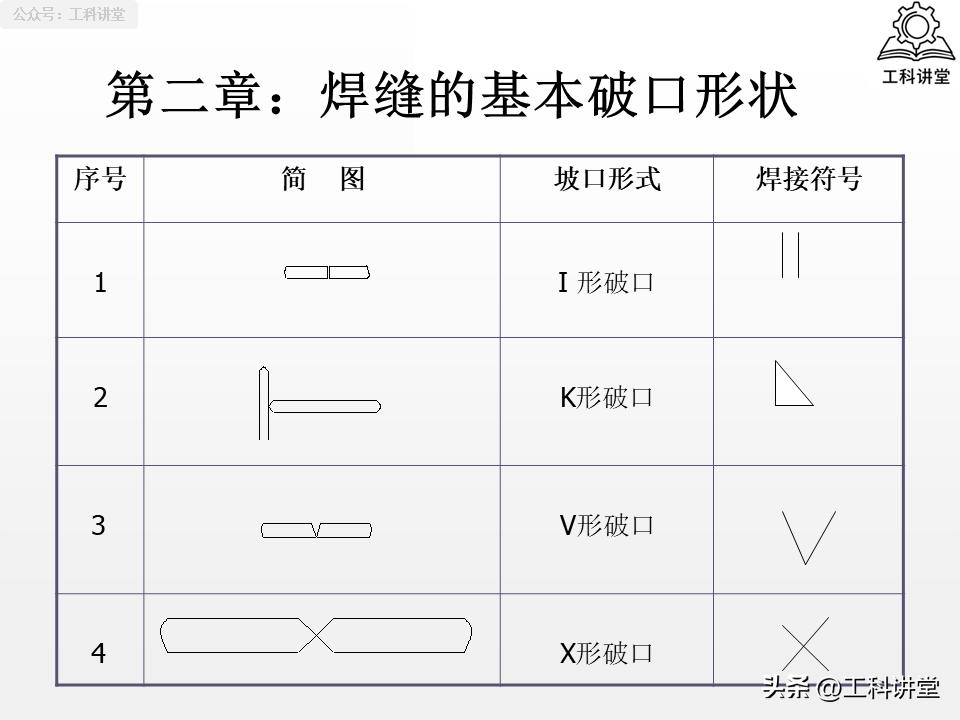
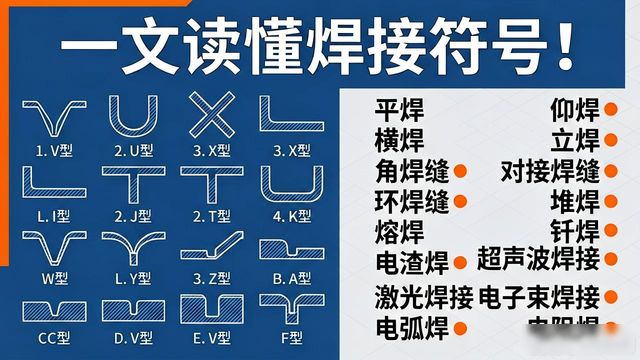
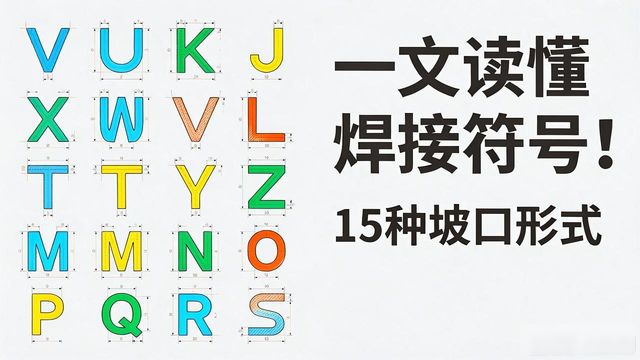
一、15 种坡口形式
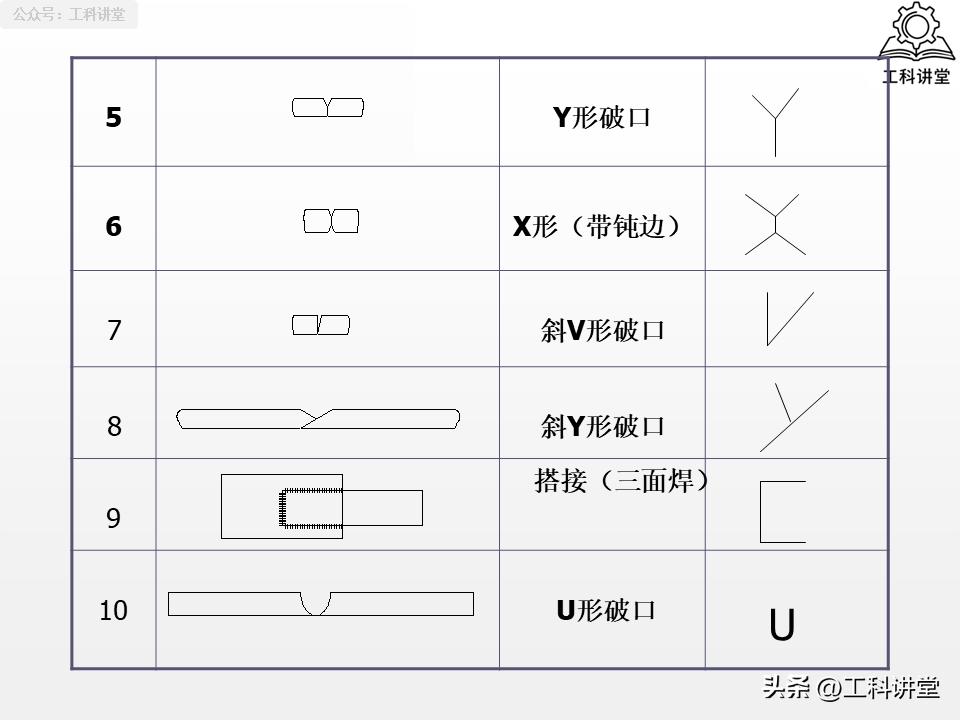
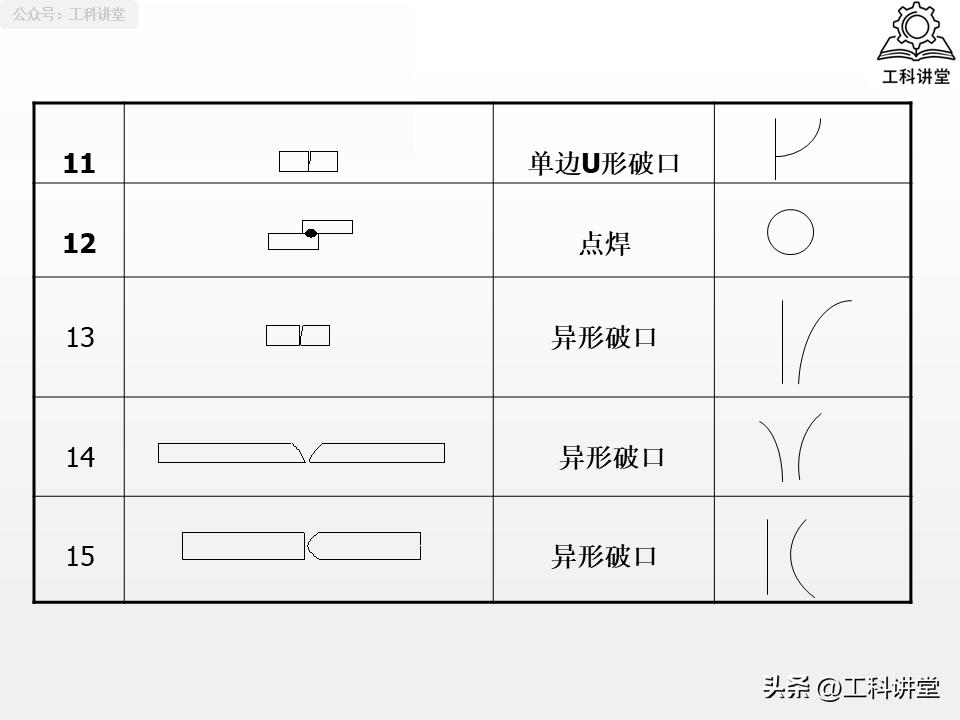
能保证焊缝根部完全焊透, 这是坡口的核心作用之一, 同时还要合理控制焊接填充量, 并且减小焊接变形, 在我们日常施工里会用到15种坡口, 其能够按适用场景清晰地被分为四大类。
第一类, 是基础的 I 形坡口, 也就是不开坡口, 它是最省工省料的形式, 仅仅适用于 6mm 以内的薄板焊接, 在气焊薄板场景里应用最为广泛。第二类, 是单面坡口系列, 它包含 V 形、单边 V 形、带钝边 V 形、带钝边单边 V 形、U 形、带钝边 U 形、J 形、带钝边 J 形这 8 种, 是中厚板单面焊接的主力, 其中 V 形坡口通用性是最强的,普通气割就能够加工, 而 U 形、J 形坡口填充金属量更少, 更适宜厚板的重要承重结构。分为第三类, 此为双面坡口序列这一类别, 其中存有含双 V 形(即 X 形)型态、双单边 V 形(也就是 K 形)模样格式、双 U 形造型形状、双 J 形样式形态这 4 种情况, 其着重强调主打展现对称的用于各种技艺的焊接方式, 相较于只有单面坡口这么个样式, 能够减少大概 50%的填充量的量数, 与此同时还能极大幅度地降低焊接时所产生的变形情况, 这是厚厚度板材进行焊接时候选用焊接方式的优先选择。最后说的是带有垫板、带有锁边的这 2 种具有特殊性质的坡口, 它们是专门被应用于那种只能进行单面焊的就能够双面成型加工成型这一部分情景的,是在那些没办法实现双面焊接作业的管道、封闭结构之中是最为频率使用的。
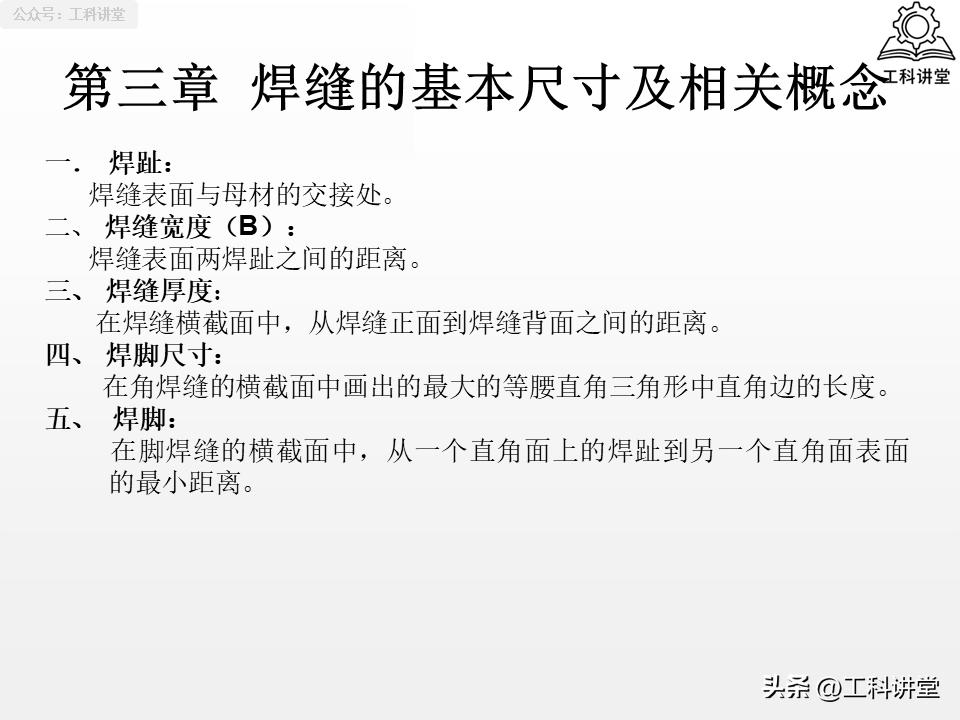
二、14 个核心术语
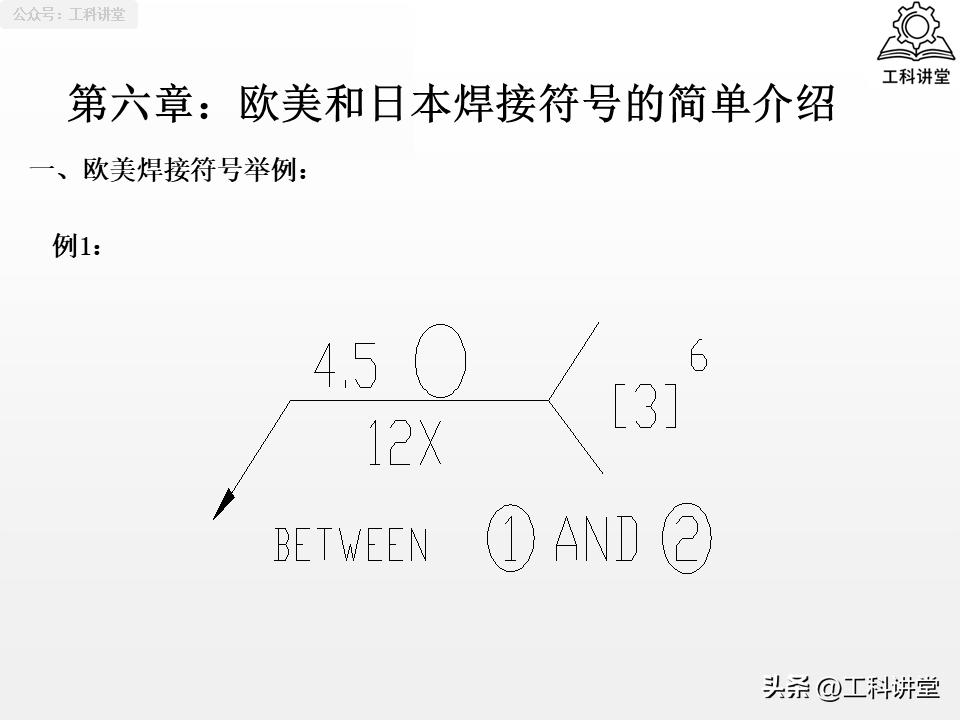
要想迅速读懂焊接符号, 关键在于透彻理解14个高频术语, 依据功能这些术语能被划分成三大类别, 这同时也是国标GB/T 324 – 2008里面极为核心的标注逻辑。
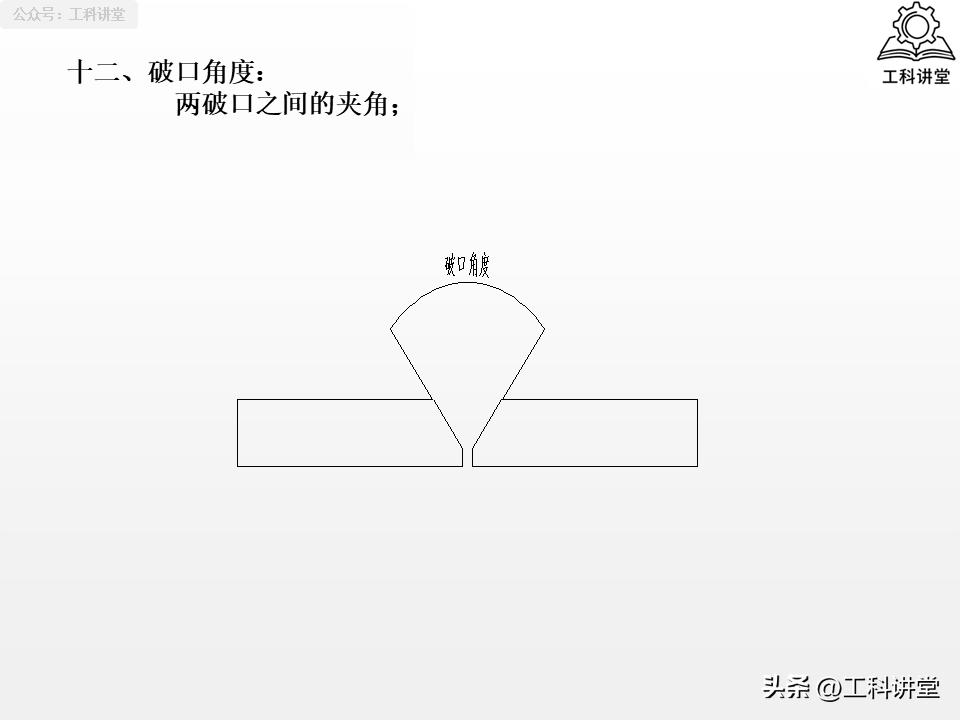
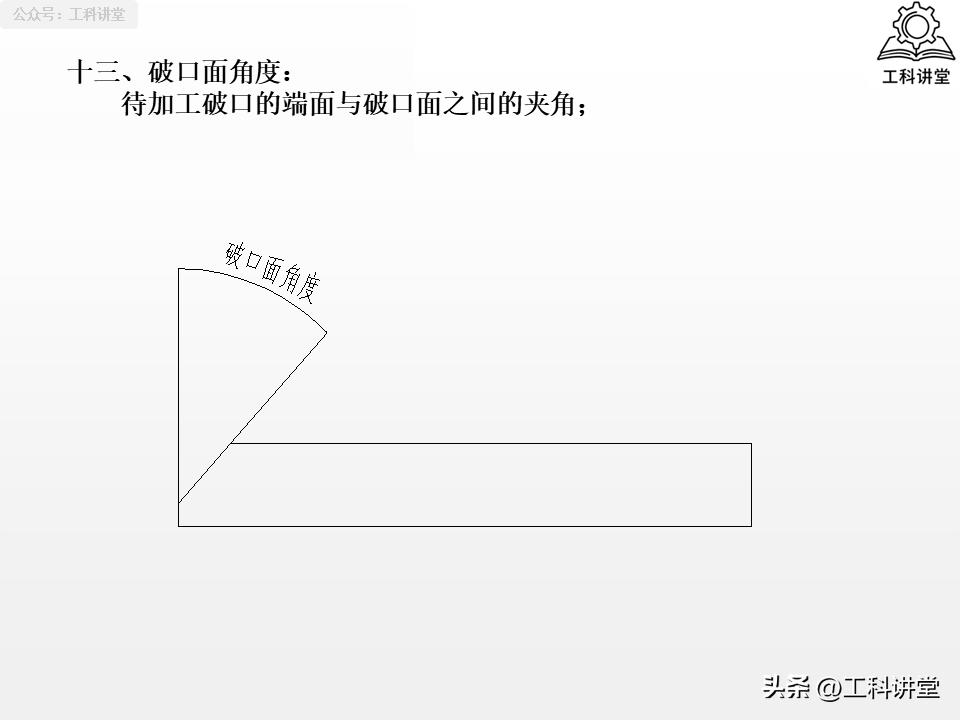
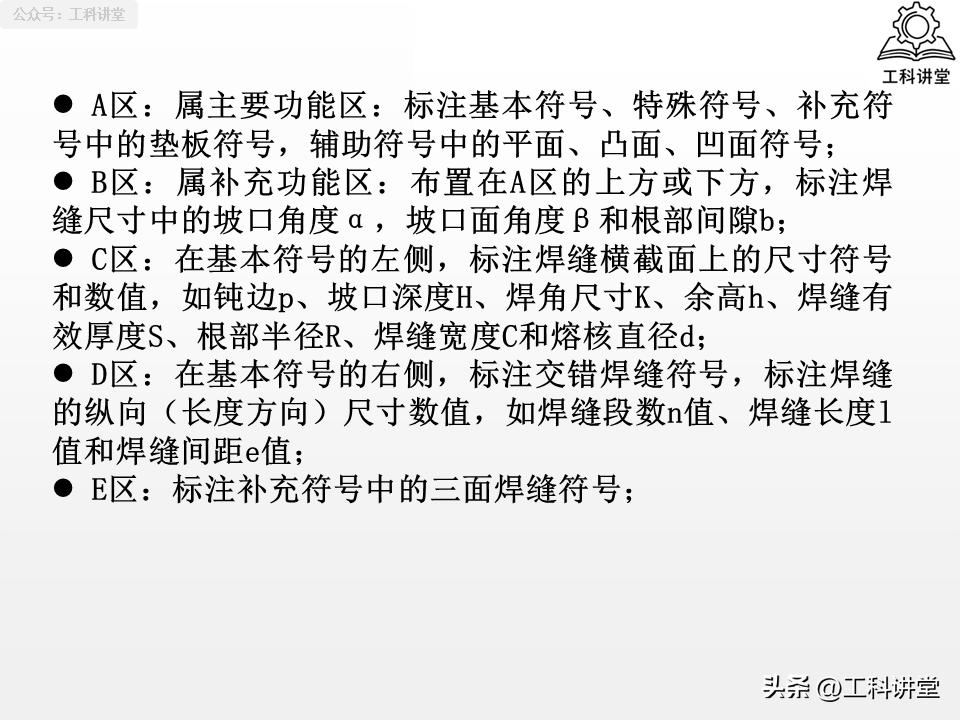
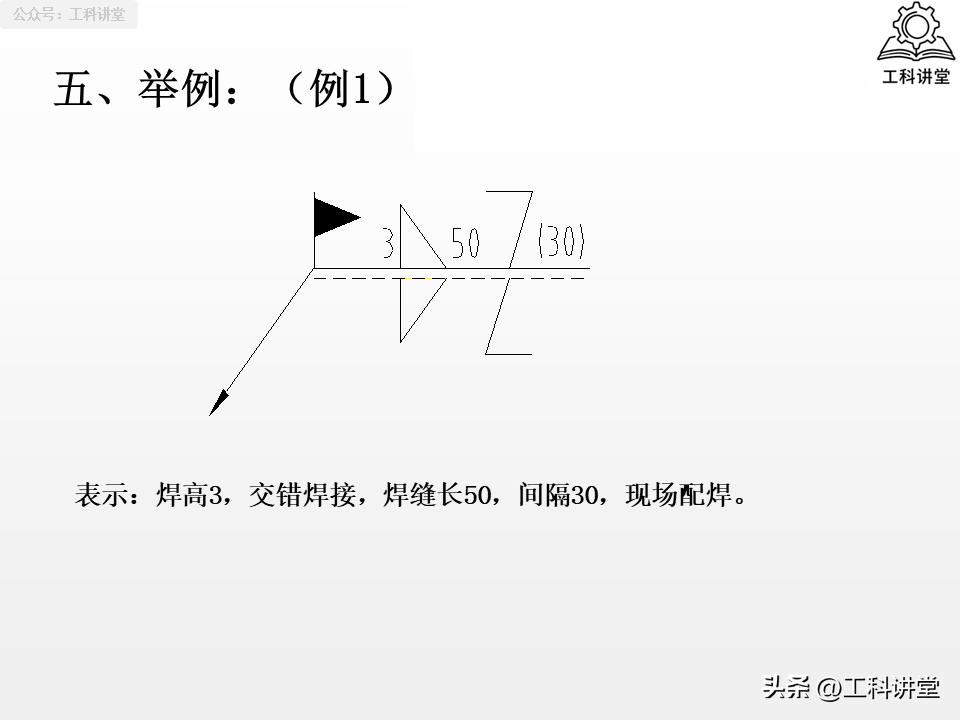
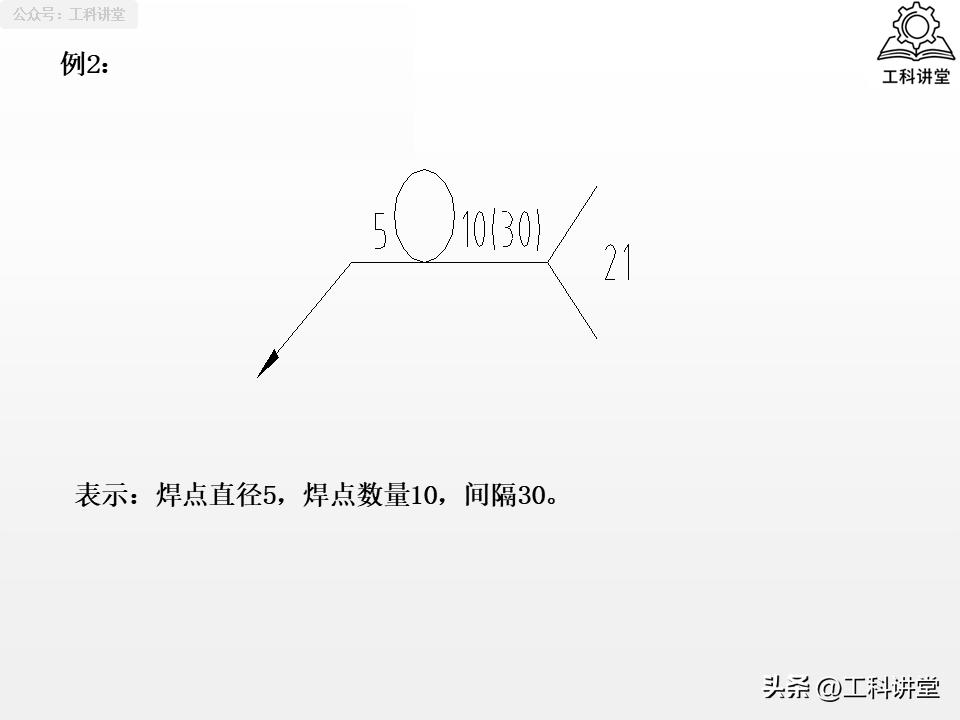
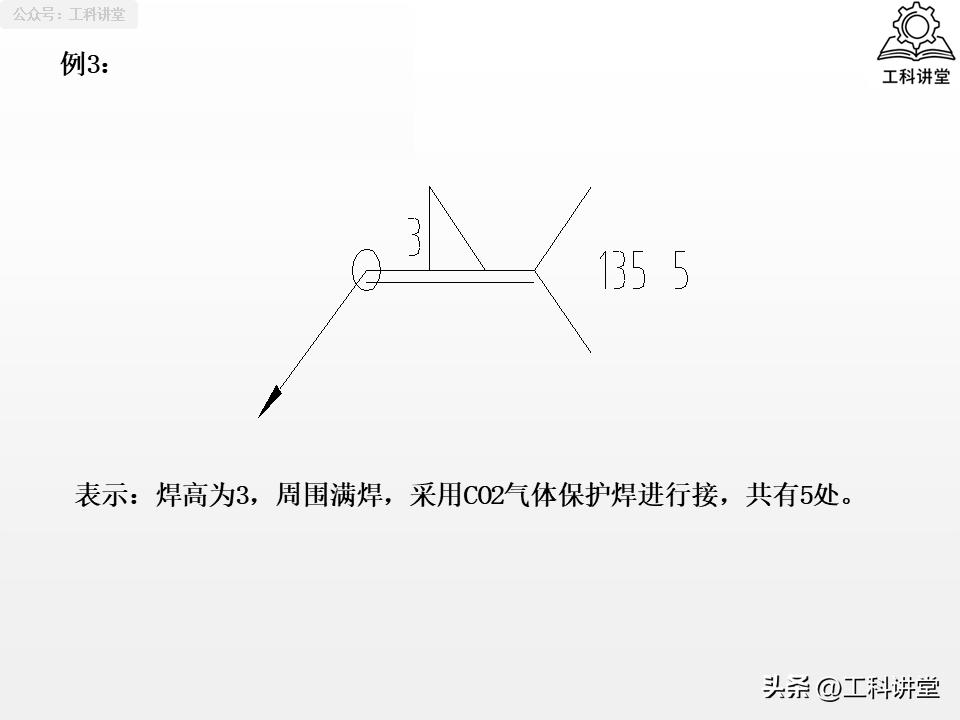
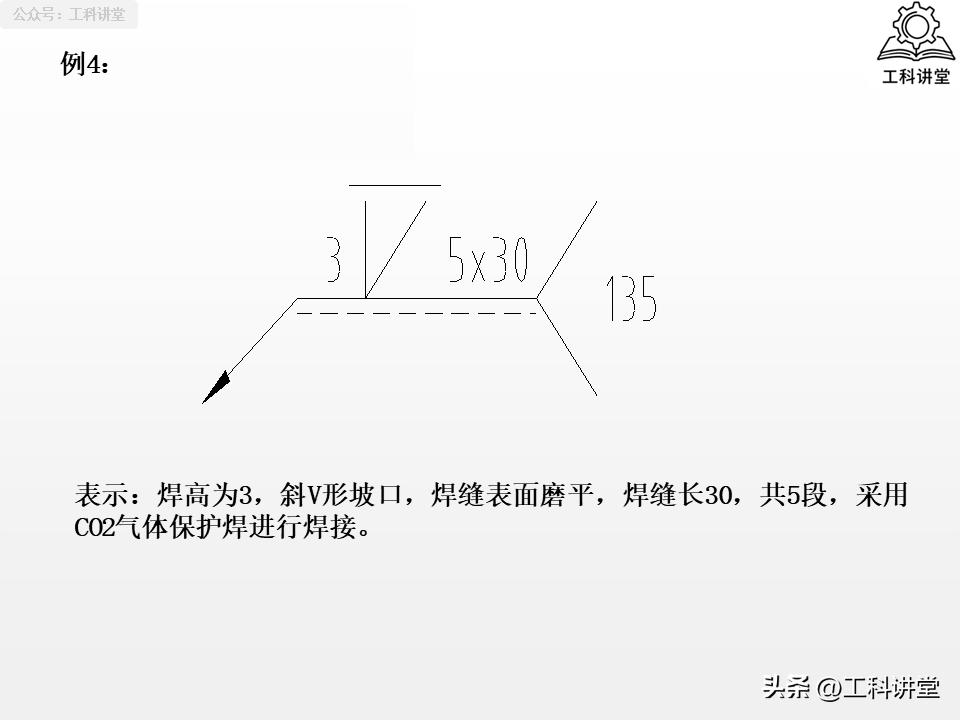
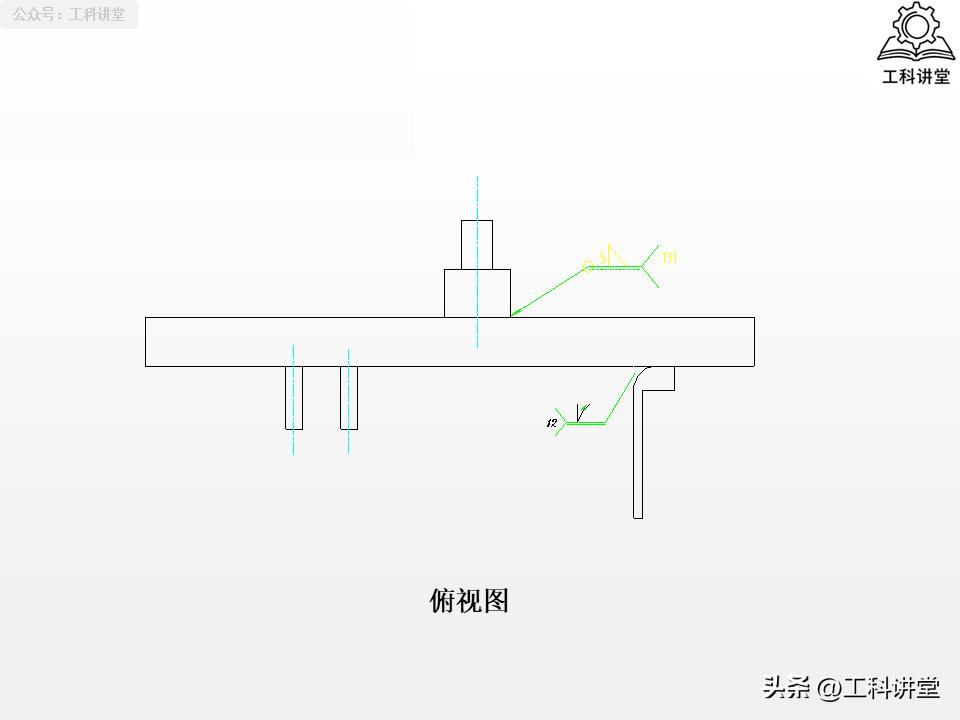
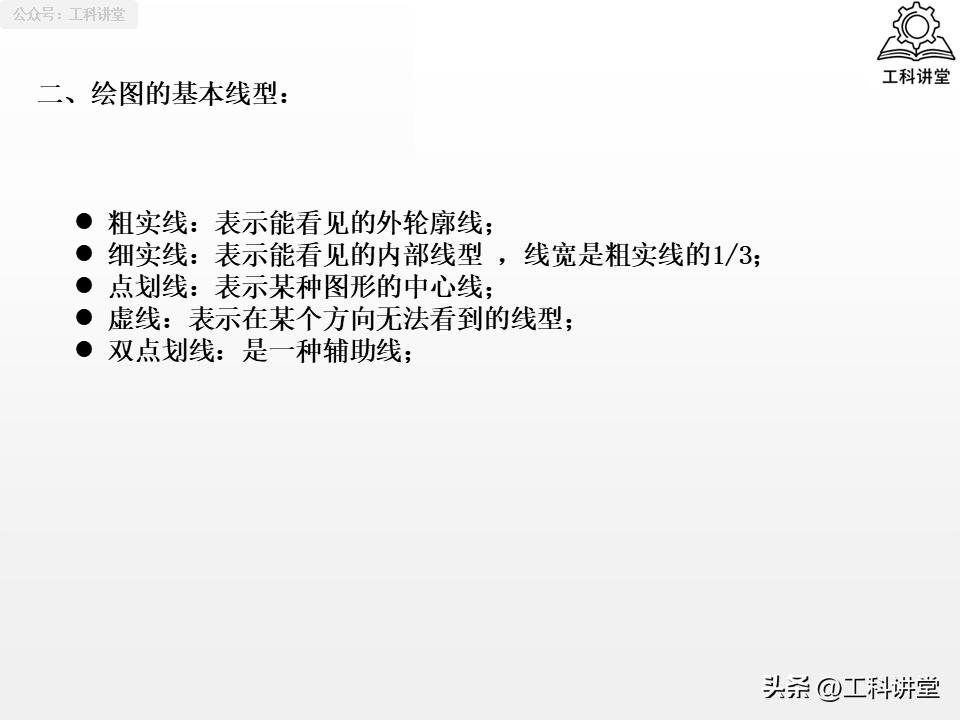
第一类是符号框架类, 其包含基本符号、辅助符号、补充符号、指引线、基准线这5个术语, 它是焊接符号的基础骨架。其中基准线的实线与虚线是最容易踩坑的点, 符号标注在实线侧时, 代表焊缝在接头的箭头侧;标注在虚线侧时, 则代表焊缝在非箭头侧, 对称焊缝可省略虚线。第二类是尺寸核心类, 它涵盖钝边、根部间隙、坡口角度、焊缝长度、焊脚尺寸、焊缝有效厚度这6个术语, 其直接决定焊缝的成型与受力性能。阻止焊接烧穿是钝边的关键作用所在, 根部间隙的存在保证根部得以完全焊透, 此二者是不可或缺的部分, 同时也是图纸标注里绝对不能遗漏的参数。施工要求类为第三类, 它涵盖了断续焊缝、围焊、现场焊缝这三个术语, 清晰地表明了焊缝的施工场景以及工艺形式, 举例而言带旗帜符号的现场焊缝当中, 明白规定了该焊缝必定要在安装现场进行施焊, 而不是在工厂预制完成。
三、电焊气焊标注全攻略
不拘是手工电弧焊, 亦或是气体保护焊, 又或者是薄板气焊, 焊接标注皆遵从那一致的核心准则, 与此同时, 还存在着实操期间务必要躲开的常见误区。
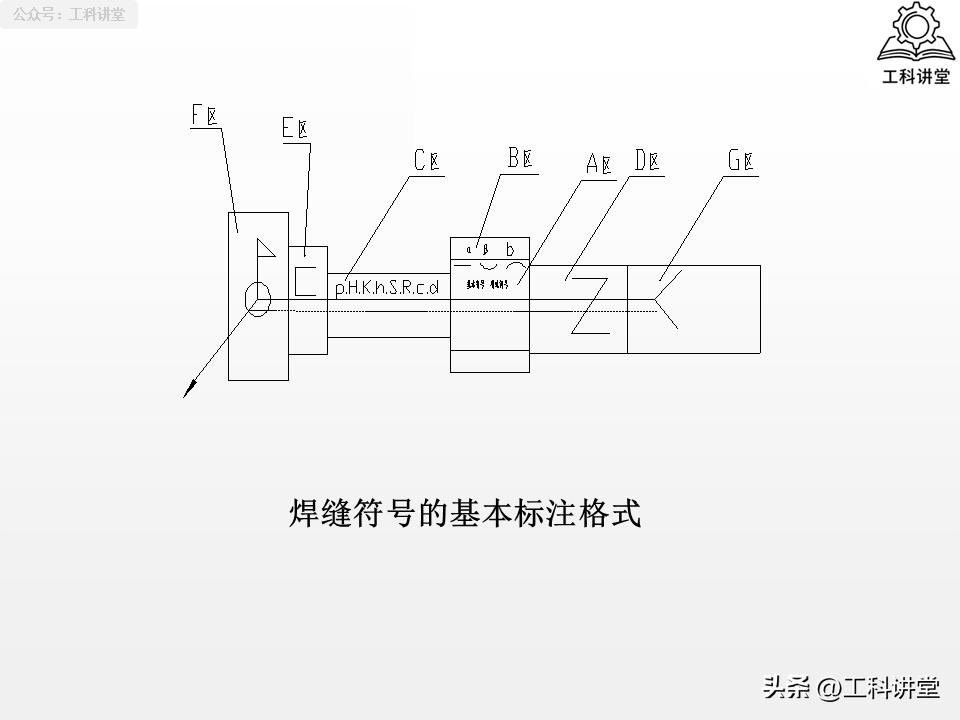
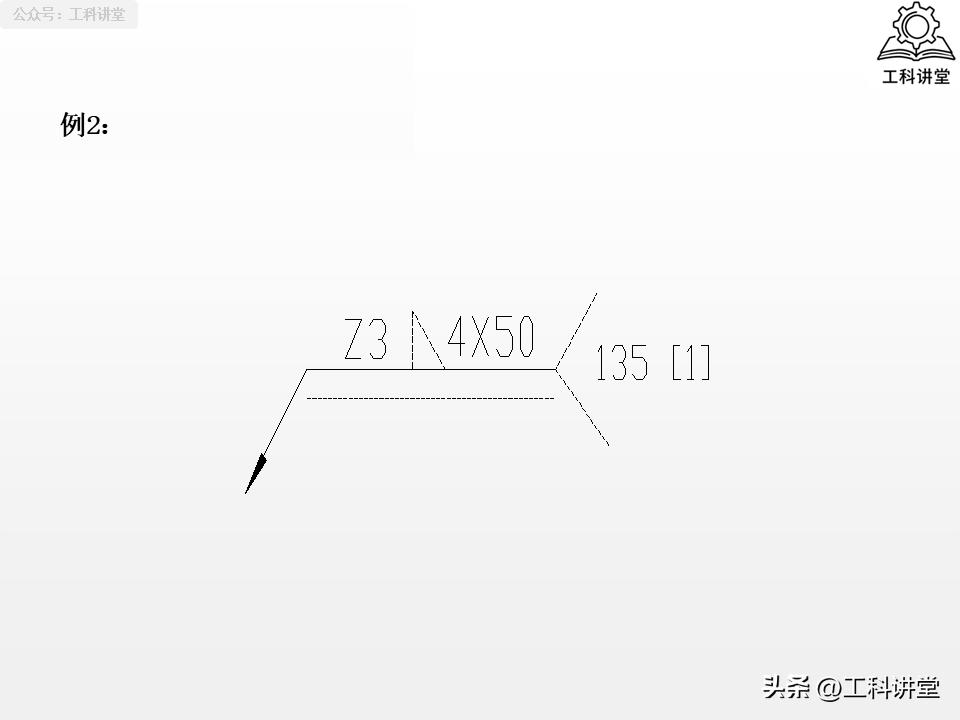
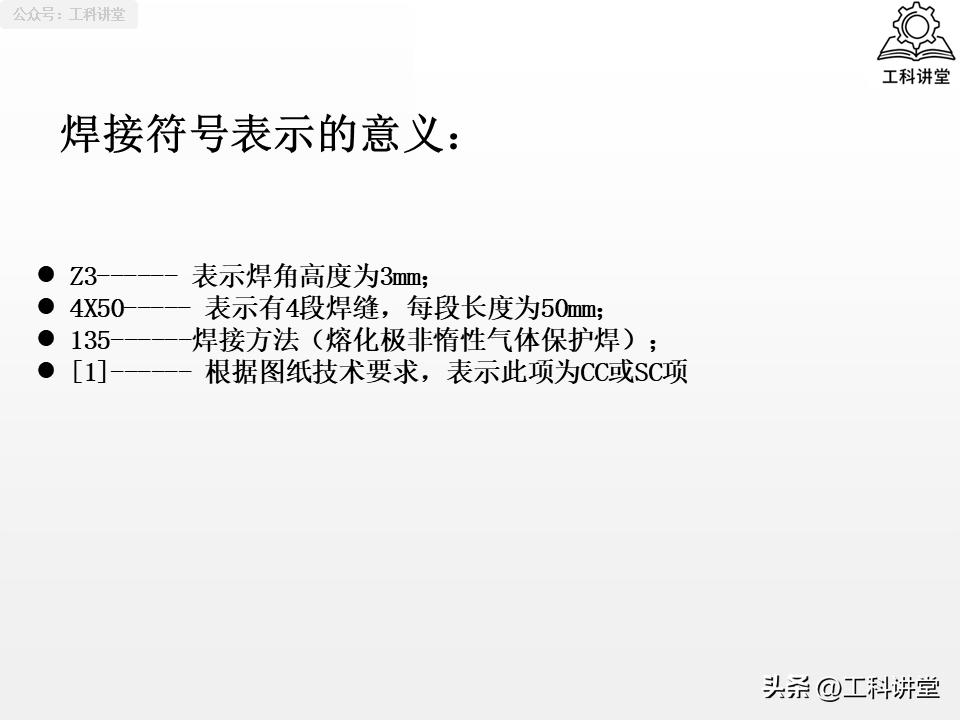
焊接标注若要完整, 必然得包含 “指引线, 基本符号, 核心尺寸数据” 这三大要素, 要是存在特殊表面要求、施工要求, 那就需要配套添加上辅助符号与补充符号。从工艺适配情况来讲, 气焊大多是应用于薄板焊接, 其标注重点应当放在根部间隙以及坡口角度上, 目的是防止间隙过大从而造成烧穿;而电焊类的熔焊工艺, 标注重点却要放在钝边高度、焊脚尺寸、焊缝有效厚度上, 以此来保障焊缝的受力性能。实操里最为常见的错误情况, 其一乃是忽视基准线虚实线之间的差异, 进而焊错了焊缝所处的位置, 其二是仅仅标注了坡口角度, 却遗漏了钝边以及间隙的标注, 致使施工过程缺乏依据可循, 其三是没有对现场焊缝符号予以标注, 从而出现工厂过早进行施焊, 现场安装时无法实现适配的状况。
明白 15 种坡口的选型逻辑, 清楚 14 个核心术语的真实含义, 才能够将设计要求精准落实到每一道焊缝上, 从源头避免质量隐患, 降低不必要的返工成本, 这同样是每一位焊接从业者必须稳固的基本功。
针对焊接气焊符号以及标注, PPT讲义作出介绍, 在文末之处, 能够查看PPT讲义源文档, 还有延伸而来的干货。

因头条文章页面内容有限,仅展示PPT讲义部分内容
完整版PPT讲义+延伸干货内容








暂无评论内容