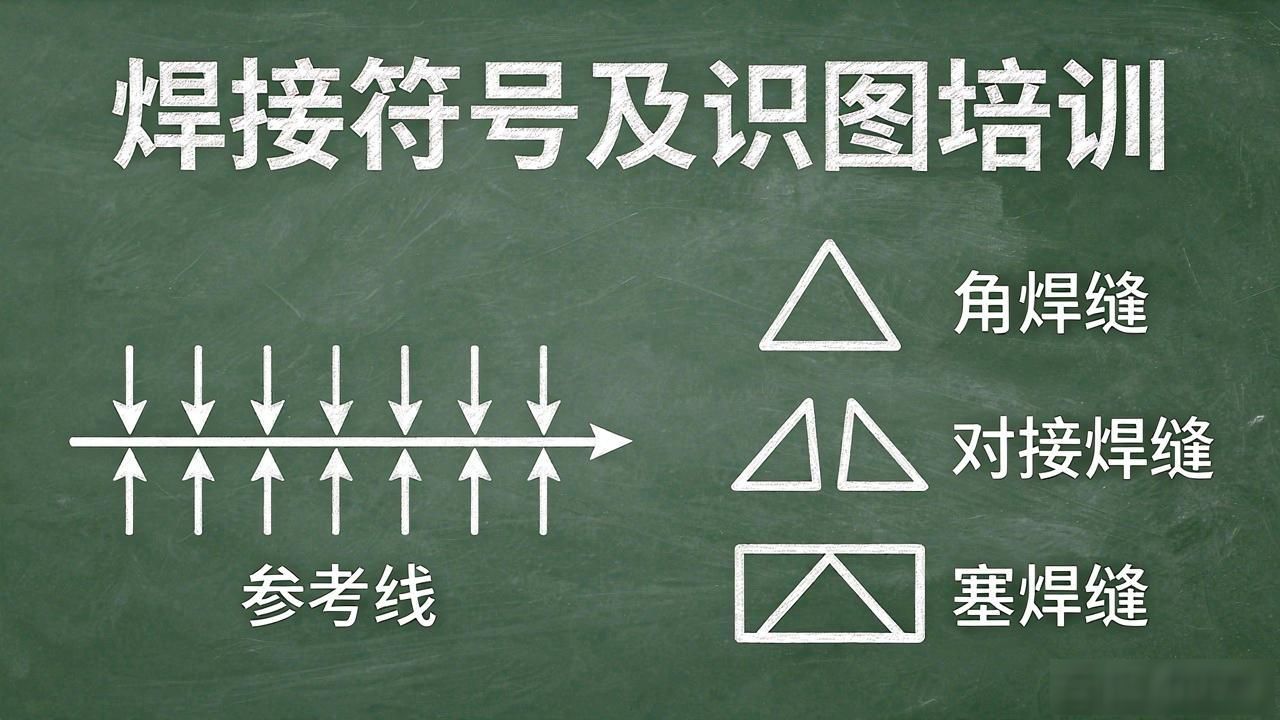


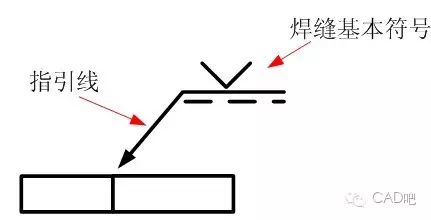
焊缝符号及有关识读方面培训的演讲人是, 日期为。其目录涵盖焊缝符号基础, 涵盖焊缝符号现行标准体系, 涵盖焊接图识读基础, 涵盖焊接图识读的手法, 涵盖焊缝符号进行应用的实例、培训以及实践设计。焊缝符号基础里面, 箭头线朝着焊缝部位所指,参考线用来标注这些焊缝符号, 二者一块共同组成了焊缝符号的基础架构。箭头线跟参考线还有其自身基本符号所具备的构成内容和所内涵的意思, 涵盖角焊缝符号, 涵盖对接焊缝符号, 涵盖塞焊缝符号等, 每一种特定形状都表现出不同的焊接工艺方面的要求。基本符号的形状像是现场开展焊接操作所涉及的符号, 像是部件或罐体全周进行焊接的符号等, 是用于补充阐述焊接之时极为特殊的条件或者是必备的要求。用于辅助符号应用的数字以及字母, 对焊缝尺寸、长度、间距等参数予以标注, 以此确保焊接工艺能够精确执行。焊接位置符号当中的尺寸标注方法, 其解析意味着焊缝处于水平位置, 在焊接之时熔池便于控制, 适用于多数焊接工艺。平焊位置符号所表达的是, 焊缝处于垂直或倾斜位置, 在开展焊接期间要留意熔池流动以及重力所产生的影响。焊缝位于工件下方这种情况的表示法子, 焊接难度比较大, 得采用特殊工艺防止熔池坠落才行。焊缝处于垂直方向的表示, 焊接期间要控制热输入以及焊接速度, 从而避免出现缺陷。横焊位置符号, 仰焊位置符号, 立焊位置符号, 接头类型符号, 识别表示两块板材边缘对齐焊接, 符号中通常会包含坡口形状以及尺寸信息。对接接头符号, 用于表示一块板材垂直焊接至另一块板材表面, 符号里可能会包含双面焊或者单面焊指示。T型接头符号, 角接接头符号, 搭接接头符号, 用来表示两块板材呈一定角度连接, 符号中标注着焊缝厚度以及长度要求。表示两块板材部分重叠焊接, 符号中标注着焊缝长度以及重叠区域要求。适用于全球范围焊接工程图纸与技术文件的焊接符号标准体系为 02 国际标准规范标准体系, 其确保不同国家间技术交流一致性, 该标准体系里有依照 AWSA2.4 标准体系规定的、关于焊接接头基本符号、补充符号及尺寸标注方法之所成内容。美国焊接协会制定该标准而详细定义其中焊接符号构成要素、标注规则及特殊工艺要求且于北美地区机械制造与建筑行业广泛应用标点。用来明确标识电弧焊、气焊、激光焊等不一样焊接方法并借由数字编码以便于工艺文件管理的, 是欧洲标准化委员会采用的焊接工艺代号系统, 针对压力容器和管道焊接的符号规范, 它强调焊缝质量等级、无损检测要求以及工艺评定标准, 是能源化工领域的关键技术依据, 标准体系中国国家标准里焊接符号的基本规定, 它涵盖焊缝形状、坡口形式以及焊接位置符号, 适用于国内机械、船舶等行业的图纸设计。日本工业标准中的焊接符号系统, 属于GB/T324标准体系, 它注重像焊缝表面处理、焊接顺序等这样的细节标注, 常见于汽车和电子设备制造领域。标准体系里的行业通用标准, 堆焊与表面处理符号借助特定图形来表示圆形或长圆形塞焊孔的尺寸、间距以及焊接深度, 多用于薄板连接和航空航天结构件。塞焊与槽焊符号, 临时焊接与返修符号, 用于标注临时定位焊点或返修焊缝的位置以及技术要求, 这需要配合工艺说明以确保后续工序的合规性。耐磨层、防腐层标注所采用的堆焊工艺, 要明确堆焊材料, 确定厚度与覆盖范围, 常见于矿山机械以及化工设备维修当中, 特殊应用符号焊接图识读基础 03 标题栏涵盖图纸名称、编号、比例等关键信息, 材料清单详尽列出焊接所需的母材、焊材规格以及数量, 以保障施工准确性, 标题栏与材料清单焊接符号系统技术要求说明需要掌握基本焊接符号, 比如角焊、对接焊, 辅助符号, 像现场焊、周围焊, 还有补充符号, 例如焊缝表面形状的标准化表示方法。涉及焊接工艺参数(电流、电压)、无损检测方法(射线、超声波)以及焊后处理(热处理、打磨)等专项要求的, 可能是图纸中的技术注释。通过主视图、俯视图、侧视图等多角度展示焊接接头形式, 基于此需结合投影规律才能判断焊缝空间位置(平焊、立焊、横焊)的, 是图纸要素解读中的视图与剖面分析里的基本视图识别。用虚线表示不可见轮廓线(像背面焊缝), 用点划线标识对称中心线, 要区分这些线型从而避免误读焊缝连接方式的, 是虚线与其他线型的应用。针对复杂焊缝结构(像坡口细节)用到局部放大与剖面图, 其中局部放大图能明确几何尺寸, 剖面图可揭示内部熔深、焊脚高度等关键质量指标。尺寸标注里理解基准尺寸与公差基准尺寸用以确定焊缝定位(比如中心距), 公差标注(像±0.5mm)用来控制加工精度, 这直接影响装配质量与结构强度。焊缝尺寸标注方面相同焊缝采用”均布”或”相同”标注能减少图纸冗余, 不过要核对数量与分布位置是否符合设计要求。焊脚高度、焊缝长度、间距等数值, 要结合符号(像三角形代表角焊高度)来判断实际焊接参数。重复要素简化标注焊接图识读方法04, 需掌握焊缝类型符号(比如角焊缝、对接焊缝)、辅助符号(例如现场焊、周围焊)以及补充符号(像是焊缝表面形状)的标准化表达方式。要识别理解基本符号, 明确箭头线、基准线与焊缝符号的位置关系, 知晓焊接位置(平焊、横焊、立焊、仰焊)在图纸里的标注逻辑。符号组合规则, 识别埋弧焊、气体保护焊等特定工艺符号, 还有坡口形式(V 型、U 型、J 型)的图形化表示方法。特殊工艺标注尺寸公差, 判断解读焊缝有效厚度、焊脚尺寸、熔深要求等关键参数, 区分理论尺寸与实际加工允许偏差范围。焊缝尺寸标注公差带分析, 累积误差控制, 掌握直线度、平面度、对称度等形位公差符号在焊接装配图中的应用场景与验收标准。经过链式尺寸标注与基准体系建立, 评估多焊缝组件的累积公差对装配精度的影响。视图投影分析, 需结合主视图、俯视图、剖视图的投影关系, 来还原三维焊缝的空间分布以及接头形式(搭接、T型、角接), 对多视图进行关联。针对复杂节点(像是管板连接、异形结构交汇处), 采用局部放大技巧, 运用局部放大视图来解析焊缝细节与工艺要求。剖面图的应用, 借助全剖、半剖或阶梯剖视图, 揭示内部焊缝形态(例如根部熔合状态、背面衬垫结构), 以此验证焊接可达性, 这一过程是通过剖面图应用来达成的。焊接符号应用实例05, 基本符号及标注规则, 借助附加图形符号来区分I形、V形、U形等坡口类型, 像V形坡口符号是两条斜线交汇在基准线处, 还要配合尺寸标注去说明坡口角度以及钝边高度。坡口形式用于表示焊缝轮廓, 要使用补充符号(比如平面符号、凸面符号)来规定焊缝成型状态, 例如凸面符号是半圆形标记于基准线外侧, 意味着焊缝要加工成凸起轮廓。对接焊缝符号一般由一条水平基准线以及带箭头的指引线构成, 箭头指向焊缝所在位置。符号之上标注焊缝尺寸, 像是坡口角度、根部间隙等, 符号以下标注焊接方法代号, 诸如SMAW、GTAW等。对接焊缝符号角焊缝符号尺寸标注方式, 角焊缝符号是三角形标记于基准线的一侧, 三角形高度方向标注焊脚尺寸, 比如5mm, 长度方向标注焊缝有效长度, 像100mm, 或者断续焊间距, 例如50 – 150。双面角焊缝表示, 当构件两侧都需要角焊缝时, 基准线上下对称地标注两个三角形, 并且通过尾部注释来说明焊接顺序或者特殊工艺要求。对于不等边角焊缝的非对称焊脚处理, 要在三角形符号旁边, 分别去标注大焊脚以及小焊脚的尺寸, 并且用斜线来进行分隔, 就像8/5这样, 它表示长边是8mm、短边是5mm。塞焊/槽焊符号的孔槽形状标注, 塞焊符号是矩形, 标记在基准线上, 槽焊符号是长条形, 要在符号里面注明孔径或者槽宽, 比如Ø10或者15×5, 还要在基准线的下方标注孔间距, 例如@50。借助附加注释来说明焊缝熔深, 像DP3表示熔深3mm, 要是为完全焊透, 就在符号的尾部标注“CJP”。使用填充模式符号, 像链式、交错式这类, 配合指引线箭头, 使其指向首个孔或者槽的位置, 其余的孔槽, 借助中心距以及数量标注来确定布局。焊接深度有要求, 对于多孔槽排列方式, 要进行培训与实践设计06, 还有理论教学要点, 需系统讲解国际通用的焊接符号标注规范, 涵盖基本符号、补充符号、尺寸标注以及技术要求符号的识别与绘制规则, 以此来确保学员掌握符号的标准化表达逻辑。将焊接符号标准化体系予以深入剖析, 针对对接焊缝、角焊缝、塞焊缝等常见的焊缝类型, 分析其符号表示方法, 并且结合焊接工艺, 像是电弧焊、气体保护焊一起, 说明符号跟实际操作的对应关系。对焊缝类型与工艺加以关联解析, 探讨不同母材, 比如碳钢、不锈钢、铝合金, 对于焊接符号的影响, 其中涵盖坡口形式、焊脚尺寸等参数的差异化标注要求。传授材料与符号匹配原则, 讲解主视图、剖视图、局部放大图等工程图纸里焊接符号的定位方法, 着重指出多视图联合识读的要点, 防止因视角遗漏而造成误判。实训内容有图纸视图解析技巧, 其中典型焊接图纸案例解析提供, 是工业设备、管道系统等领域的真实图纸案例, 能指导学员逐项拆解焊接符号含义, 完成从符号识别到工艺推导的全流程训练。有符号标注纠错训练设计, 其包含常见标注错误, 像符号方向颠倒、尺寸缺失的图纸, 要求学员通过对比标准规范找出并修正错误, 强化细节辨识能力。通过三维建模软件展示焊缝实际形态来实现三维模型与二维符号的转换, 要求学员把它转化为符合规范的二维焊接符号, 以此培养空间思维与符号表达能力。多专业协作识图模拟项目为模拟项目团队场景, 从而让学员与机械设计人员、质检人员协作完成包含焊接符号的复合图纸解读, 进而提升跨专业沟通效率。考核内容要涵盖焊接符号分类、标注规则、工艺关联等核心知识点, 设置包括选择题、填空题及简答题在内的题型, 以此确保知识体系不存在遗漏。







暂无评论内容