
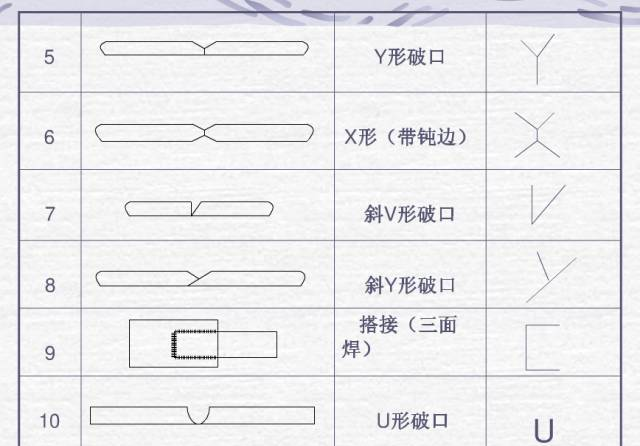
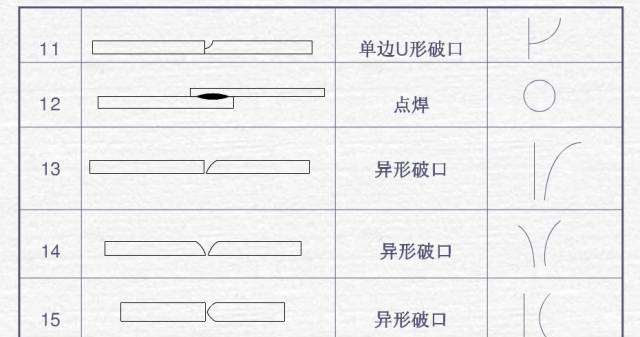
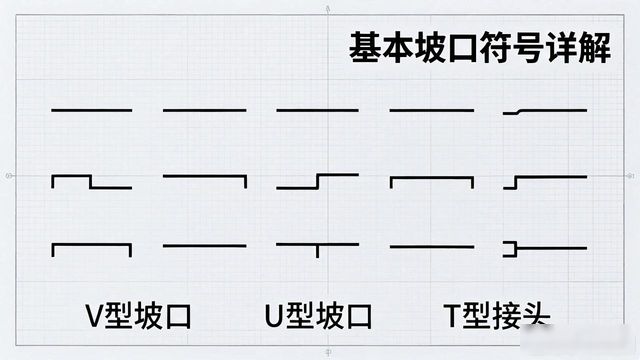
基本坡口符号详解
在那种用于描绘焊接情况的图纸里头, 存有一类被称作坡口符号的东西, 它是绝对不可短缺的部分, 它所代表的是关于焊缝得以准备就绪的方式, 于焊接时所呈现出的质量以及效率方面, 有着极其关键的作用, 紧接着将会针对各类坡口符号所具备的含义以及使用方法, 进行深度探讨 , 以此来助力你能够更完善地理解有关焊接的图纸。
焊接图纸符号标注图解示例
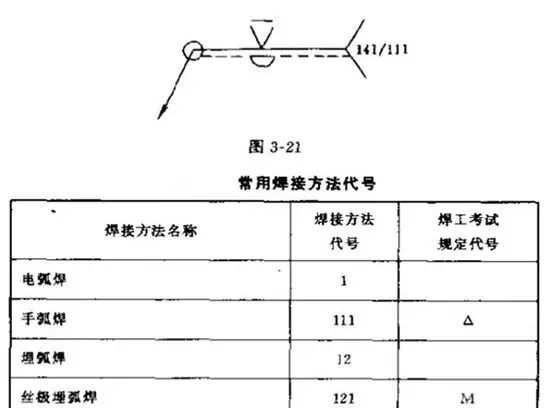
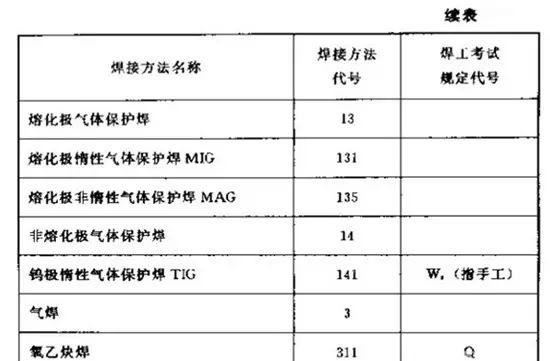
在焊接结构图样之中, 有关焊接方法的标注不能予以忽视, 是有着其较大重要性的。其中, 国家标准-85对阿拉伯数字要怎么样去用于表示不一样的焊接方法作出了明文规定呢, 根据它对于要求, 那些需用以标注不同焊接方法的数字, 应当被填写标记于指引线的尾部位置。常用的焊接方法代号能够在表3-9之中被人们查看与找出。对于需要组合使用的焊接方法, 这些代号可以运用“/”进行分隔开来, 左侧位置所代表的是正面(或者盖面)的焊接情况, 而右侧位置所代表的则是背面(或者打底)的焊接情况。比如说, 假设V形焊缝先是采用钨极氢弧焊来实施打底操作, 紧接着再运用手工电弧焊来进行盖面操作, 那么它的标注方式就会是141/111。
此外, 焊缝符号以及, 焊接方法代号那具体标注方式, 也是紧要得很。图3 – 21当中, 呈现出一个V形坡口对接焊缝实例, 其中背面运用封底焊焊接方法, 正面焊缝是表面齐平的状态。这个例子里, 打底焊选用的是手工钨极氮弧焊这种焊接方法, 盖面焊以及封底焊采用的是手工电弧焊这种焊接方法。
钢结构焊接符号解读
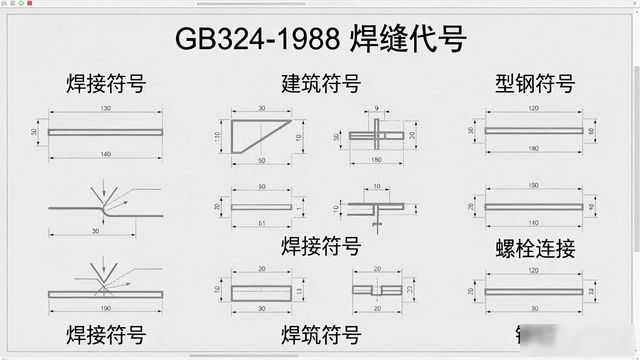
绘制钢结构焊接符号, 同样依照国家标准GB324一1988《焊缝代号》的规定。在建筑领域当中, 钢结构因自身独特性质以及广泛应用, 常常要借助各类符号来实施精确标注。这些符号不但涵盖焊接符号, 还可能牵涉建筑符号、型钢符号、螺栓符号以及铆钉符号等, 一同构成钢结构图纸里的丰富语言。借助这些符号, 工程师们能够精准理解并传达钢结构的设计意图与施工要求。
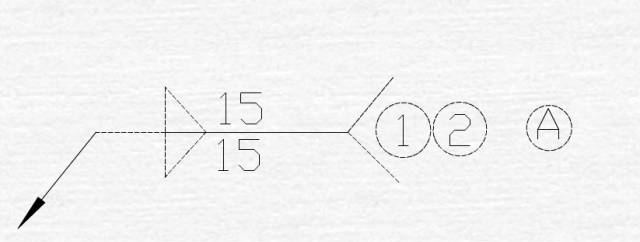
1、焊缝的引出线, 是由箭头以及两条基准线构成的, 此两条基准线, 其中一条是实线, 而另一条是虚线, 并且这两条线都是细线。
2、基准线的虚线, 能够画在实线上方, 也能够画在实线下方, 一般来讲, 应当和图样标题栏保持平行, 然而, 在特殊情形之下, 能够和它相互垂直。
3、若焊缝处于接头的箭头那一侧, 那么基本符号需要标注在基准线的实线那一列;若焊缝在并非箭头的那一侧, 那么标注在虚线那一列。
4、对于双面对称焊缝,基准线可省略虚线。
5、箭头线跟焊缝的位置没有特别的规定, 不过在标注单边形焊缝之际, 箭头需要指向带有坡口的那一侧工件。
6、存在基本符号, 还有补充符号, 它们与基准线形成相交或者相切的情况, 并且, 和基准线处于重合状态的线段会用粗实线来进行表示。
7、焊缝的基本符号是粗实线, 辅助符号也是粗实线, 补充符号(尾部符号除外)同样是粗实线, 尺寸数字原则上亦是粗实线, 尾部符号为细实线, 它主要用于标注焊接工艺和方法。
8、若在同一图形之上, 焊缝形式相同, 断面尺寸相同, 辅助要求也相同, 那么只需于一处标注焊缝符号以及尺寸, 并且加注“相同焊缝的符号”, 此符号是3/4圆弧, 画于引出线的转折之处。当图形当中存在数种相同焊缝时, 能够进行分类编号, 且标注在尾部符号之内, 编号采用A、B、C……这种形式, 在同一类焊缝里同样能够选择一处来进行标注。
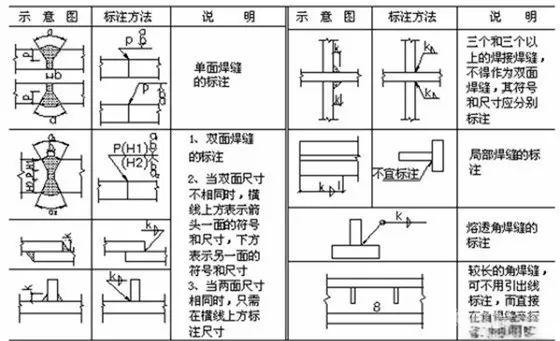
9、熔炼穿透角焊缝对应的标注形式, 应该按照图1 – 38来继续开展。它所具备的符号是一个呈现为涂黑状态的圆圈, 并且这个圆圈要绘制在引出线发生转折的那个地方。
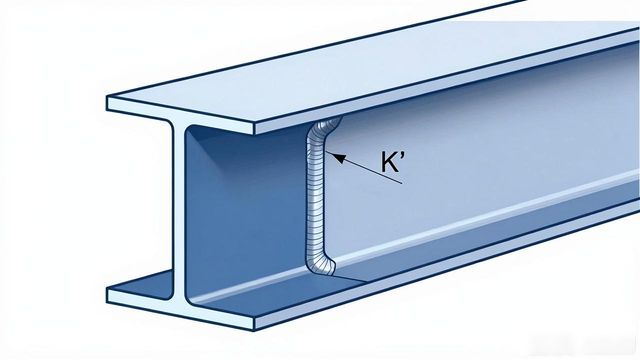
10、较长的角焊缝, 像焊接实腹钢梁的翼缘焊缝那样, 不必用引出线来做标注, 而是直接于角焊缝一旁标注其尺寸值K。
11、要是连接长度范围之中仅仅是局部有些区段存在着焊缝, 那就得依照图1-40的样式办法去做标注, 在这儿, K代表着角焊缝的焊脚尺寸。
12、若是焊缝分布呈现出不规则的状况, 那么在对焊缝符号进行标注的这个时候, 还需要在焊缝的位置添加中实线以此来表示能够看见的焊缝, 或者添加栅线用来表示无法看见的焊缝。
13、出现单面焊带双边不对称坡口焊缝这么一种状况时, 引出线的箭头要朝着坡口尺寸比较大的焊件去指。
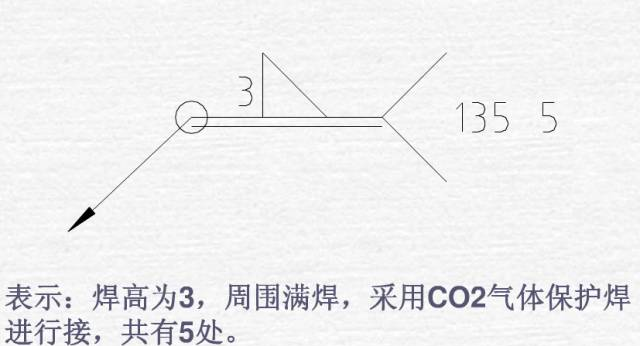
14、环绕工作件周边的围焊缝符号是以圆圈来呈现, 并且画于引出线的转折之处, 与此同时标注其焊角尺寸K。
15、在三个或者超过三个的焊件彼此进行焊接时, 其焊缝不可以依照双面焊缝去进行标注, 而是要分别标注焊缝符号以及尺寸。
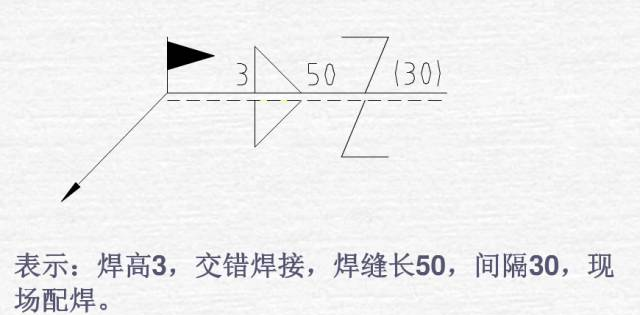
16、该焊接工作于施工现场开展, 其焊缝, 要标注“现场焊缝”符号。这个符号, 是呈涂黑状态的三角形旗号, 它被绘在引出线的转折之处。
17、两个相互焊接的焊件之中, 要是仅有一个焊件带有坡口, 比如是单面V形坡口, 那么引出线的箭头应当指向那个带坡口的焊件。
欧美焊接符号示例
欧美的焊接规范里, 有着一套特设的, 特定的焊接符号, 这些符号很规整, 不仅给工程师、焊工, 提供了清显的, 清晰的, 直观的指导, 而且确保了焊接工作的精准性, 和高效性, 跟国内焊接符号相像, 也同样重视细节, 重视规范性, 为全球焊接工作, 提供了力量, 贡献了力量。
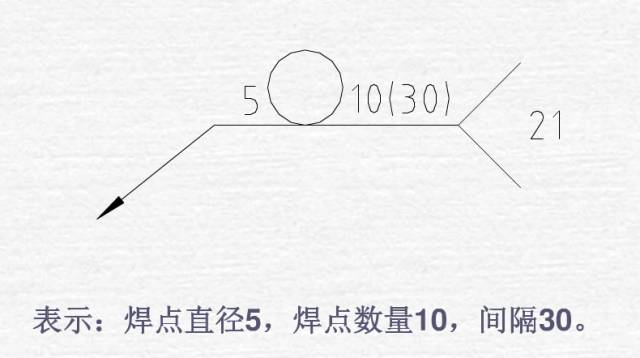
4.5——此符号用于标示焊点的直径大小。
【3】依据图示当中所呈现的内容, 此符号意味该项是CC类型或者则是SC类型的焊接操作。
与当前所指相关的操作, 是CC焊接或者SC焊接, 而这当中的第六项, 是由6这个符号来表示的。
①AND②——该符号指明①与②两点之间的焊点位置。
此符号, 即12X, 被用以指示于两点之间所要进行的焊点数量, 数量共计12个。接下来, 我们会探讨一些日本焊接符号的示例。
A——根据图示,此符号用于标识关键或重要的特性。








暂无评论内容