
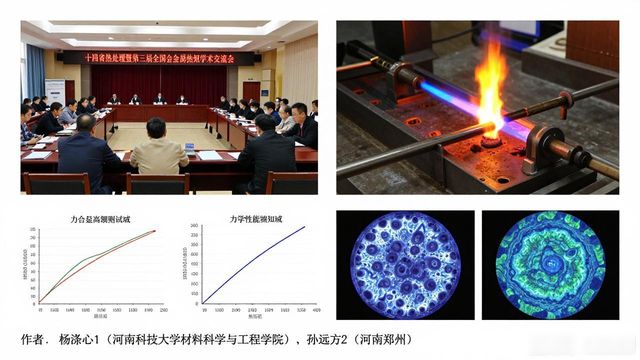
2011年, 十四省热处理暨第三届全国有色金属热处理学术交流会, 火焰矫正焊接变形, 该过程针对低合金高强钢焊件, 对其组织及性能有多方面影响, 杨涤心1, 孙远方2撰写相关内容(1.将有关内容写成, 河南科技大学材料科学与工程学院, 河南洛阳字样;2.同样处理相关内容, 写成, 河南郑州字样。)摘要部分指出, 本文是依照着实存在的火焰矫正温度, 针对焊后试样, 运用低温、中温和高温,这共计三种矫正方式, 开展热模拟加热。并且要针对火焰矫正过后的焊接接头, 开展力学性能的测试, 以及金相组织的观察, 试验最终的结果显示, 中温矫正所呈现的效果最为理想, 焊接接头的强度提升了许多, 塑性处于最佳状态。紧接着是低温矫正。尽管高温矫正的焊接接头, 其塑韧性相较于没有矫正以及中低温矫正的情况而言较差, 不过其强度却是最为出色的。对于一般结构并不复杂的低合金高强钢焊件, 火焰矫正变形选择中温矫正较为适宜。着手解决焊接变形得从两个方面进行, 一方面, 焊前通过采用契合要求的装配与焊接顺序, 并运用反变形以及刚性固定的方式, 以此能够减少焊接变形;另一方面, 针对焊后的变形, 主要是借助矫正方法促使其恢复。火焰矫正是所主要采用的矫正变形方法当中的一种。火焰矫正是依靠金属局部遭受火焰加热之后的收缩引发的新变形, 这种新变形与焊接变形方向相反, 进而用以克服各类已经产生的焊接变形。火焰加热存在三种方式, 分别是点状加热、线状加热、三角形加热。火焰矫正可消除诸多机械矫正难以解决的变形, 做好矫正的关键在于掌握火焰局部加热引发的变形规律, 决定火焰矫正效果的主要是加热位置以及加热温度, 低碳钢与低合金钢的焊接结构通常采用500至800℃的加热温度, 一般不应超过900℃。在借助火焰进行矫正之际, 为了促使矫正成效得以提升, 也能够于加热进程当中施加外力来开展矫正操作, 当实施火焰矫正之时, 加热点的冷却存在两种形式: 分别是自然冷却以及水冷却, 运用水矫正法能够让结构矫正收获较快的成果, 并且能够使得矫正量比自然冷却的矫正量更大。对于低碳钢进行火焰矫正时的加热温度可划分成如下表11卜51。目前, 表l火焰矫正方式存在, 低合金高强度钢于工程上被广泛应用, 因其成分复杂、淬硬性较大且强度级别高, 焊接过程里容易致使焊接接头包括焊接热影响区脆化和变形。当采取焊前控制、随焊控制手段后仍发生焊接残留应变时, 必须对变形构件施加矫形。可运用冷矫形或火焰矫形工艺来消除变形, 冷矫形易于导致合86。












暂无评论内容