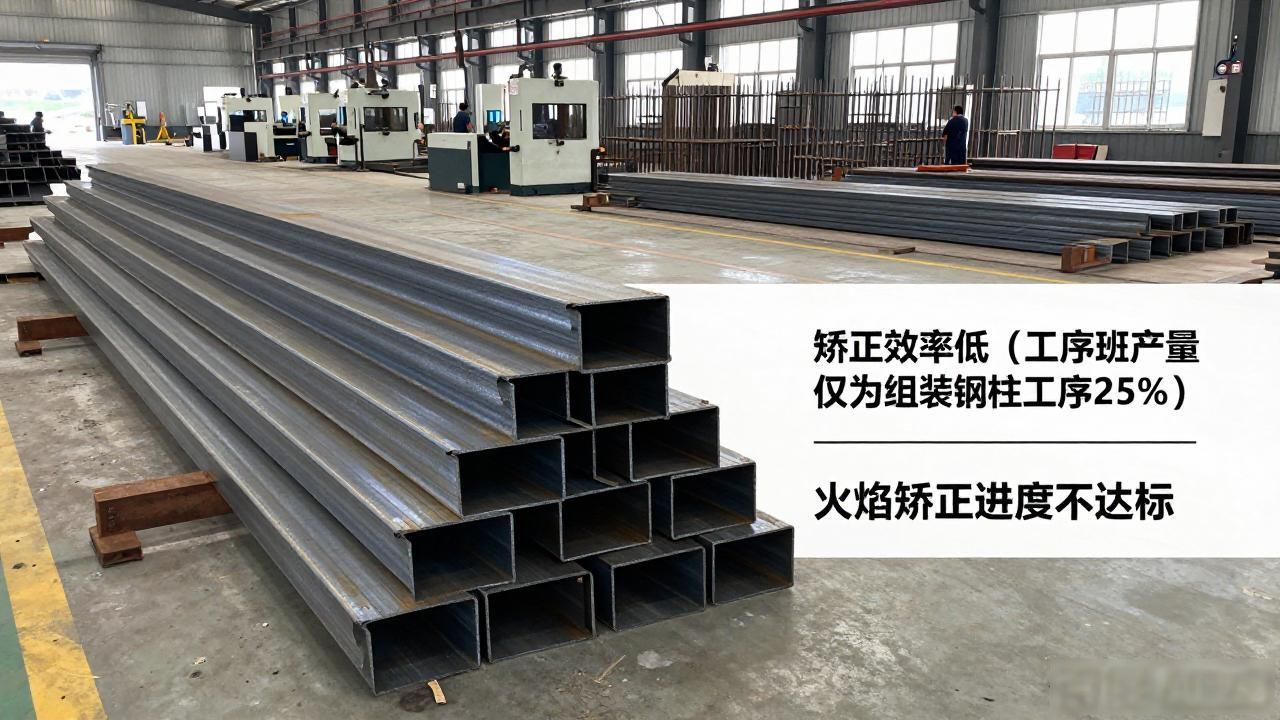


研制T型钢构件弯曲变形矫正装置, 矫正效率低, 矫正工序班产量只是组装钢柱工序需求量的25%, 致使组装工序严重窝工, 火焰矫正T型的进度无法满足组装钢柱工序要求, 矫正质量难以掌控,QC小组针对火焰矫正T型构件存在弯曲变形效率低、一次矫正合格率低、成本高这些缺陷, 展开广泛讨论并运用“头脑风暴法”, 提出3种可供选择的突破口以解决上述问题。提案二: 开展设备购买行动 , 一方面, 进行设备外形的研究工作 , 针对立板而言, 在考虑实施外轮廓设计之时, 坚决要避开输入端以及输出端所对应的物料出料平台 , 确保设计的合理性。1、关于立板厚度以及连接螺栓的计算部分之三, 是配件制作、喷涂还有验收, 涉及立板, 涉及横板, 配件制作有着工艺, 此工艺涵盖下料, 涵盖开孔, 涵盖组装, 涵盖涂装, 涵盖喷砂, 还涵盖焊接, 配件有着安装, 包括安装节点A, 包括安装节点B, 包括安装横板, 包括安装就位, 配件安装之后呈现出效果, 有节点B, 有节点A, 有立板, 有横板, 有节点A, 有节点B, 四是设备调试, 设备员对改造后的机器进行调试, 有液压系统调试, 有机械系统调试, 要运行设备, 把T型构件吊装到相应位置, 有细部运行效果, 有运行动画演示, 经过试运行, 效果相当良好!我们制作了运行动画, 目的在于, 更好地展现机械运行的全部进程, 以及关键的细微之处。一个人进行检验记录, 又一个人进行检验记录, 再一个人进行检验记录, 还有一个人进行检验记录, 又来一个人进行检验记录, 再来一个人进行检验记录, 接着一个人进行检验记录, 随后又是一个人进行检验记录, 这是实动人工情况, 有2mm、3mm、2mm、3mm、2mm、3mm、2mm、4mm, 这是矫正后旁弯数据, 对应时间为22min、21min、21min、7min、8min、7min、5min、10min, 这是矫正时间, 有56mm, 采用机械矫正方式, 规格有1号KZ30 – 7B, 长度为35mm, 采用机械矫正方式, 规格有1号KZ43 – 7A, 长度为86mm, 采用机械矫正方式, 规格有1号KZ17 – 7A, 长度为17mm, 采用机械矫正方式, 规格有1号KZ14 – 7, 长度为24mm, 采用机械矫正方式, 规格有1号KZ9 – 7, 长度为20mm, 采用机械矫正方式, 规格有1号KZ27 – 7, 长度为15mm, 采用机械矫正方式, 规格有1号KZ42 – 7, 长度为15mm, 采用机械矫正方式, 规格有1号KZ22 – 7, 这是矫正前旁弯情况, 这是矫正方式, 这是相关数量, 这是相关规格, 涉及构件号, QC小组从矫正质量以及矫正效率这两个方面抽取检测了40根构件, 如下表所示, 这里仅列出8根构件的情况, 谈到经济效益, 活动前成本是142元/吨, 活动后成本是3.5元/吨, 改造投入成本为两千二百元, 总成本降低了十六点七万元, 数据从0到20、40、60、80、100、120、140、160都有分别对应活动前与活动后, 元/吨也有相应变化, 杜小红QC小组发表人是王春玲、马超, 北京财富中心公寓楼工程属于超高层建筑, 它地上总高度为198.7m, 建筑面积达到既定数值。采用的结构型式为框架−筒体结构, 其中外框柱是型钢混凝土组合柱, 外框梁乃是钢梁,筒体是钢筋混凝土内藏型钢。主楼地上有55层, 地下存在4层。公寓楼的钢结构总的用钢量大约是。资料整理小组成员大专技术员王春玲 , 1.小组会定期组织成员开展学习, 以此提高QC意识; 2.倡导踊跃发言, 始终坚持按照PDCA循环程序来办事; 3.要做好QC活动记录, 用以积累原始资料;成员的出勤率需达到80%以上。小组成员分工情况如下, 职责、学历及职称分别为, 序号1, 全面负责的组长是硕士工程师杜小红;序号2, 策划组织的副组长是高中技术员张振宏;序号3, 现场实施的组员是高中技师项士平有3次;序号4, 生产负责的组员是本科助理工程师贺海勃有4次;序号5, 资料整理的组员是中专技术员马超有5次;序号6, 技术检查的组员是大专技术员张俊有6次;序号7, 现场实施的组员是高中技师冯月明有7次;该小组类型为创新型, 活动次数是12次, 小组制度, 于2005年6月成立, 活动时间在2005.6 – 2005.10, 小组出勤率为100%, 平均受教时间是120h, 在该工程里, 1092根外框钢柱中, 有840根是丁字柱, 还有84根是十字柱, 这就是问题的提出情况。840根核心筒钢柱里, 有504根十字柱, T型构件是丁字柱以及十字柱的重要构成部分, 于加工钢柱操作进程中, T型构件弯曲变形的矫正成了本工程质量控制进程里的重点与难点。百分比为26%的用到T型构件的钢柱属于其他类型的钢柱, 而百分比为74%的用到T型构件的钢柱属于其他类型的钢柱, 用到T型构件的钢柱会进行火焰矫正。2、T型构件加工工艺包含切割小车下料, 组立工型, 焊接工型, 矫正工型, 火焰切割工型, 两个T型弯曲变形30至140mm, 进行T型矫正。3、T型钢构件弯曲变形的传统矫正方法是采用氧气-丙烷进行火焰矫正, 此种办法在钢结构行业中被普遍采用。T型构件弯曲变形, 工厂于6月份采用中号割炬烤枪火焰矫正的办法, 这属于传统矫正方法, 存在问题, 组装工序每班需要T型构件数为8, 而矫正工序每班火焰矫正可提供T型构件数为2, 效率实在是太低了! 其中涉及图一、图三、图二 , 以及数字4、0、1、2、3、4、5、6、7、8、9。(2)矫正成本高昂, 矫正工序的年平均成本为64元每吨, 6月份T型构件的火焰矫正平均成本是142元每吨, 火焰矫正费用(气体成本加上人工成本)达到142元每吨, 是该工序年均成本64元每吨的2.2倍, 远远高于该工序的年均成本。发现, 通过对6月T型火焰矫正这道工序的气体成本以及人工费支付情况的分析, 50T千斤顶用于火焰校正T型时, 仅有50%的构件在一次验收中能够达到-2001《钢结构工程施工质量验收规范》里弯曲矢高效应的规定要求。矫正工序的质量失去控制, 使得组装工序运用千斤顶强行组装钢柱, 组装效率低下, 进而使得成品钢柱在直线度方面也很难达到验收规范里对直线度的规定, 标点符号。提案一: 突破点在于更换烤枪、在矫正时向其加压令重物。工厂于6月使用中号割炬烤枪, 该烤枪气流量小、具弱火苗且矫正效果较差, 因而不适合当作矫正此类结构的工具。提案二: 直接去购买一台能够矫正T型构件的已有的设备。提案三: 打造一台能够矫正T型构件的装置。购买大割炬烤枪, 在矫正期间向其加压重物用以防止出现经矫正的变形反弹情况。QC小组凭借向钢结构同行咨询了一番, 从而得知市面上存在大号割炬烤枪, 此品种烤枪气流量为大, 火焰温度较高, 能够提升矫正效率, 适宜当作T型构件火焰矫正的工具。大号割炬、中号割炬、重物, QC小组于7月初针对提案一开展了试验。花费550元购置了5把大号割炬烤枪用作火焰矫正工具, 并且采用了在矫正进程中施加压力重物的方式来避免变形反弹。同时于火焰矫正期间察觉到, 构件在冷却进程里, 呈现出变形有反弹的迹象。经由分析, QC小组觉得, 借助钢材于高温作用之时屈服强度大幅下降的特性, 于被矫正构件之上压上重物能够控制构件冷却进程里的变形反弹。0.小组把7月份用方案一矫正的T型构件, 从矫正效率方面, 就每个班2人的情况下, 对T型构件的矫正数量进行了抽查记录;从一次矫正合格率方面进行了抽查记录;从矫正成本方面, 以元/吨为单位进行了抽查记录, 见下表: 。其中, 丙烷用量(小瓶)分别是0.5、0.5、0.5、0.5、0.5、0.5、0.5、0.5、5, 氧气用量(瓶)分别是2、2、2、2、2、2、2、2, 实动人工均为1人、1人、1人、1人、1人、1人、1人、1人, 矫正后弯曲矢高分别为16mm对7mm进行矫正后弯曲矢高的数值、9mm对23mm进行矫正后弯曲矢高的数值、7mm关于12mm矫正后弯曲矢高的数值、2mm针对4mm矫正后弯曲矢高的数值 、4.0、4.0 、4.2 、5.5 、4.5 、5.0 、4.0 、4.5, 矫正时间(小时)分别是47mm火焰1关于KZ17 – 7B矫正时间的数值(小时)、32mm火焰1关于KZ43 – 7B矫正时间的数值(小时)、21mm火焰1关于KZ40 – 7矫正时间的数值(小时)、85mm火焰1关于KZ4 – 7B进行矫正时间的数值(小时)、28mm火焰1有关KZ4 – 7A矫正时间的数值(小时)、55mm火焰1对于KZ30 – 7A矫正时间的数值(小时)、18mm火焰1针对KZ1 – 7矫正时长的关联结果(小时)、19mm火焰1关乎KZ35 – 7矫正时间的数值(小时), 矫正前弯曲矢高的情况分别记录于此, 矫正方式为火焰1的记录在不同构件号如KZ17 – 7B、KZ43 – 7B、KZ40 – 7、KZ4 – 7B、KZ4 – 7A、KZ30 – 7A、KZ1 – 7、KZ35 – 7都有详细列入。考察项目小组成员从三个考察项目的原有指标开展分析对比, 其中矫正成本(元/吨)原有指标为142, 现有指标降低39.4%;一次合格率原有指标为50%, 现有指标提高12.5%;矫正效率(个T型/班×2人)原有指标为2, 现有指标提高200%, 以及最低需求方面, 矫正成本最低需求为64, 一次合格率最低需求为100%, 矫正效率最低需求为8(个T型/班×2人), 发现采用案一后三个考察项目有一定的改善, 但是距离我们的最低需求还有很大的差距。选的不会是提案一, 因为它到不了那种目标指标的要求。提案一在指标方面有对比, 还有择弃的情况: 要是去买一台能够矫正T型构件弯曲变形的设备, 那问题就能够被圆满地解决。QC小组在8月初的时候分头展开行动, 跟国内生产钢结构设备的几家有名的厂家取得了联系。然而, 像华联焊割、阳通、华崴、四海这些专业厂家, 有的仅仅有工型矫正机, 全都不曾生产过能矫正T型构件弯曲变形的设备。并且这些设备厂商当下也不存在研制或者改造现有设备该有的意向。所以这个提案没办法行得通。对3个可供选择的突破口依次给予分析、比较, 小组成员给出提案三可行的认定。QC小组是处于前两个提案行不通的状态下, 于8月中旬又一次组织小组成员针对这一提案予以认真剖析, 得出虽不曾有过此类装置, 研制存在一定难度, 且要有一定投入的结论。然而, 但小组内有精通工装制作以及精通机械的人才, 具备研发的条件。提案三: 创新出一台可矫正T型构件的装置, 矫正效率达, 对10根/班乘以2人而言, 矫正成本降至64元/吨, 弯曲矢高为10mm, 一次矫正合格率是100%。最终, QC小组把课题目标定为: 研制可矫正T型构件弯曲变形的装置, 且从效率、成本、质量这三个方面设定了目标值。改造原来的矫正设备, 自制T型矫正设备, T型矫正设备因市场上从来没生产、销售过T型构件弯曲变形这方面的矫正设备, 所以没有能直接参考的产品。于是, 小组成员针对该主题, 给予充分研讨, 进而提出三个具体方案, 针对这三种方案, 小组成员自进出料情况、安全性、质量保证情况以及投入费用几个方面, 对各个方案展开了讨论。先改造原矫正设备, 自制矫正T型构件弯曲变形的装置二, 接着改造现有YTJ – 60B型工型矫正机, 在不影响原来使用功能的情形下, 增添T型构件弯曲变形的矫正功能, 再自制矫正T型构件弯曲变形的装置二进而改造现有YTJ – 60B型工型矫正机, 于不影响原有使用功能的前提下, 增加T型构件弯曲变形的矫正功能, 然后自制矫正T型构件弯曲变形的装置一, 进行分析。方案一是自制矫正T型构件弯曲变形的装置一要制作出两米宽, 较为刚性的支架以及二十四米的滚道, 费用高昂。关于费用情况有说明, 即千斤顶完全依赖人工动手去操作且力量参差不齐大小各异, 矫正所具备的质量难以做到有效保证。对于质量保证情况, 当处于千斤顶发挥作用的位置时, 腹板的上侧不存在约束的物体, 每次实施矫正之际都得把千斤顶的中心精准对准到T型腹板的中心位置, 如此才能够确保构件不会出现侧翻情况, 然而却存在安全方面的隐患。在安全性方面, 鉴于自制的滚道并不具备动力系统, 当T型构件在滚道上面行进之时, 翼缘以及腹板会倾斜着与滚道相接触, 而且还必须时不时拆除并且安装支撑。进出料非常费劲。就进出料情况而言, 从考虑角度出发进行分析, 方案二是自制矫正T型构件弯曲变形的装置二, 此装置须制作2个宽度为0.5米的刚性支架以及24米的滚道, 其费用较高。在费用情况方面, 千斤顶完全依靠人工操作, 力量大小不均匀, 导致矫正质量难以得到保证。从质量保证情况来看, 在千斤顶作用位置, 由于腹板两侧没有约束物, 每次矫正时即便把千斤顶的中心完全对准T型腹板中心, 也很难确保构件不发生倾覆, 存在较大的安全隐患。关于安全性, 同样地, 滚道没有动力系统,在进、出构件时需要靠人力推拉, 不过因为进出构件时是T型翼缘与滚道接触, 一定程度上还是大大提高了进、出构件的效率。再次从进出料情况以及考虑角度出发, 针对滚道、操作盘、凸轮、液压系统进行分析, 方案三是改造现有YTJ – 60B型工型矫正机, 仅须投入少量费用。在费用情况方面, 借助于设备本身的液压系统和工作原理来矫正构件, 矫正质量容易保证。从质量保证情况来说, T型构件腹板两侧都有凸轮约束, 可作为左右的定位, 彻底消除了矫正过程中侧翻的安全隐患。能够保障安全的滚道, 是那种由液压装置进行控制的自动进出料系统, 对于操作者而言, 仅仅只需按压操作盘之上设置的操作按钮, 便能够达成构件自动进出的操作, 既便利又省力。在进出料的相关情况方面, 角度小组成员针对上述两个方案所存在的缺陷展开研究, 与此同时, 针对YTJ – 60B型工型矫正机的工作原理开展了细致入微的分析, 进而发现工型矫正和T型矫正在原理方面存在相似之处, 据此形成了方案三。在对三种方案进行评估打分时, 分别给出了6分、4分、2分以及1分的评分, 其中方案三的综合评分为24分, 方案二的综合评分为11分, 方案一的综合评分为10分, 最终确定实施方案为自主改造YTJ – 60B型工型矫正机, 也就是方案三。有这样一种情况, 在经过对方案的讨论分析之后, 小组成员又进一步采用加权打分之法, 从进出料的状况、安全性、质量保证的情形、投入费用这四个方面, 针对上面所提及的三种方案实施了评价, 其中选定方案综合得分、投入费用、质量保证情况、安全性、进出料方便性, 方案历经如此这般之后, 有这样几个方面, 选24方案三, 不选11方案二, 不选10方案一, 完成地点为加工厂, 加工厂, 加工厂, 加工厂, 涉及人员有向世平、张振宏、杜小红, 时间是2005.9.10, 还有一点是要调试改造后设备的液压和机械系统。2、开展实际的操作, 进行T型构件的吊装, 推进试矫正的行动, 针对矫正质量展开仔细检查, 做好认真记录。凭借试验来保障T型构件的机械矫正质量达成规范所需条件, 对其展开功能测试, 向世平、张振宏、冯月明于2005年8月25日进行相关工作。其一是安排下料组、钻孔组、组装组着手制作立板与横板, 其二为检查、验收配件, 其三是安装立板和横板, 以此促使配件能够顺畅安装从而制作及安装配件 , 向世平、杜小红、马超于2005年8月10日进行相关工作。首先是针对设备外形予以研究, 进而确定固定配件的位置, 其次是对配件开展受力分析, 最后是运用绘图软件绘制配件的施工详图。1、确保配件能够稳固地安装至机器之上。确保经过改造的设备可以矫正此工程全部的T型构件。设计配件。杜小红、贺海勃、王春玲。2005年7月10日。翻阅财富中心钢结构施工的蓝图, 统计出该工程所有T型构件的截面高度以及数量。精确把控钢柱所运用的全部T型构件的规格, 区分T型构件规格, 1负责人, 完成时间, 措施, 目标, 对策, 序号针对方案三, 我小组组员剖析从提出来到改造达成的流程里, 应当存在“熟悉图纸、设计配件、制作安装配件、功能测试”等四个控制点, 依据此我们制订对策表如下: 一: 区分T型构件规格, 财富T型构件统计表, 翻阅55层财富图纸, 研讨论证经由对图纸的审查, T型构件高度主要存有200mm、220mm、230mm、250mm、270mm、300mm、380mm、400mm、600mm等9个高度。首先是进行配件设计, 接着绘制CAD详图, 之后要做配件选型, 立板横向固定位置的选择, 需结合设备输入端特点, 立板竖向固定位置的选择, 同样要结合设备输出端特点, 为了方便吊装, 要在立板顶端设置吊装孔, 此外, 应当结合T型构件高度以及原有设备主动轮上升行程, 来确定立板上孔与其他孔之间的间距, 再加上输入端平台、输出端平台的设计计算, 还有横板强度及刚度计算, 以及横板设计详图、立板设计详图, 最后根据配件选型和设计计算结果, 最终确定配件加工详图如下:













暂无评论内容