
标准符号缩写:
ISO:国际标准化组织,或 for
EN:欧洲标准
DIN:德国
联邦德国
工业标准 (德文), ( )
例:DIN EN ISO 9606-1:2001
焊接术语与定义,依据EN :2000
131, 即MIG, 也就是熔化极惰性气体保护焊。
它是135, 也就是把熔化极活性气体保护焊称作MAG,而MAG的意思是Metal gas。
141, 那是TIG, 即为惰性气体钨极电弧惰性气体保护焊。
111: metal arc 手工电弧焊
78:Stud 螺柱焊
2: 电阻焊
…..
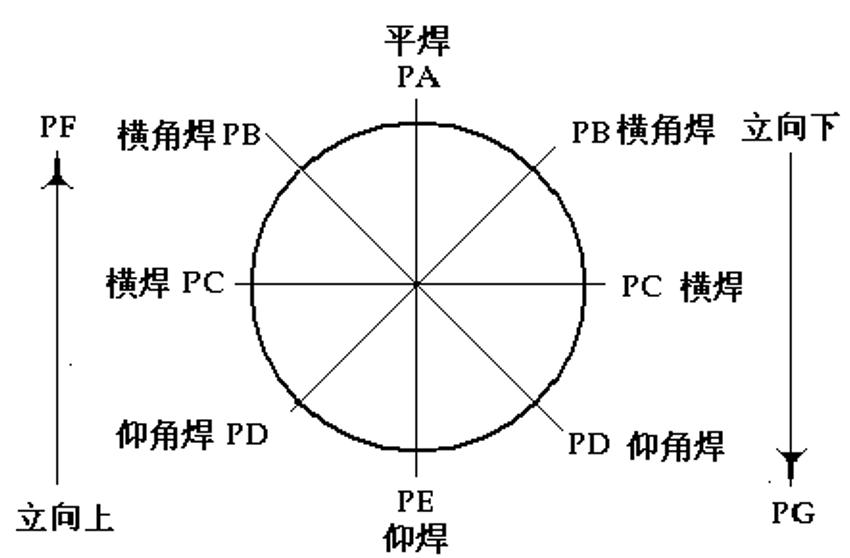
焊接位置,依据:1997

PA位置
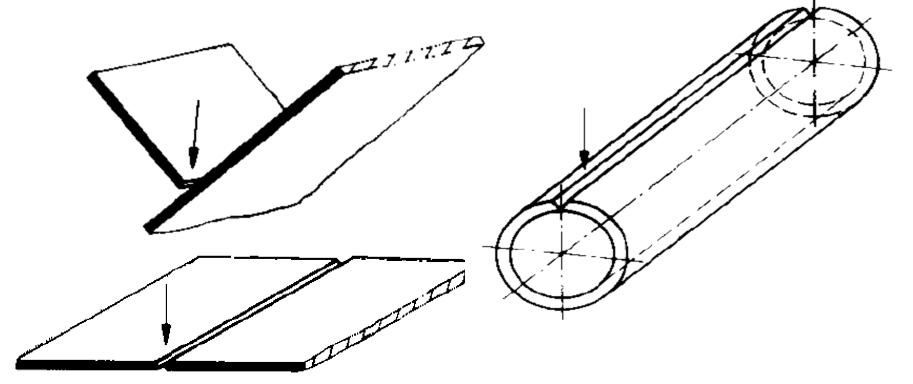
PB位置
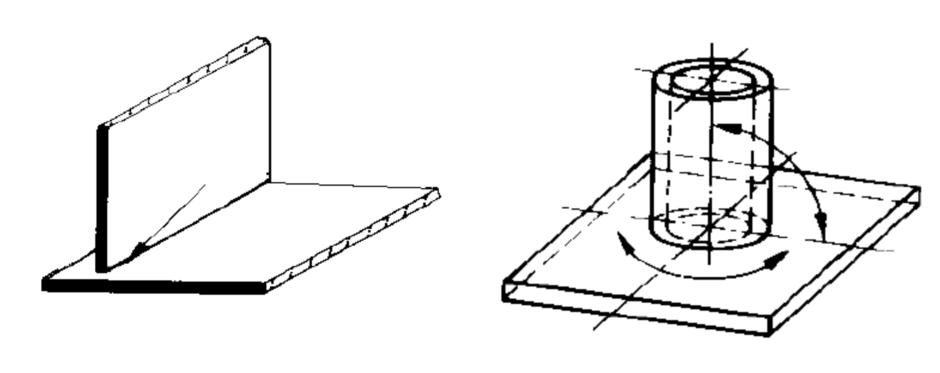
PC位置
PD位置
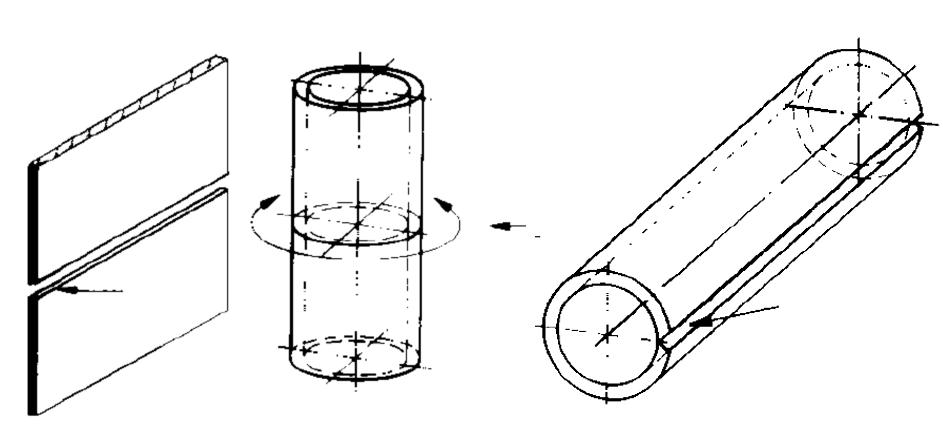
PE位置
PF位置
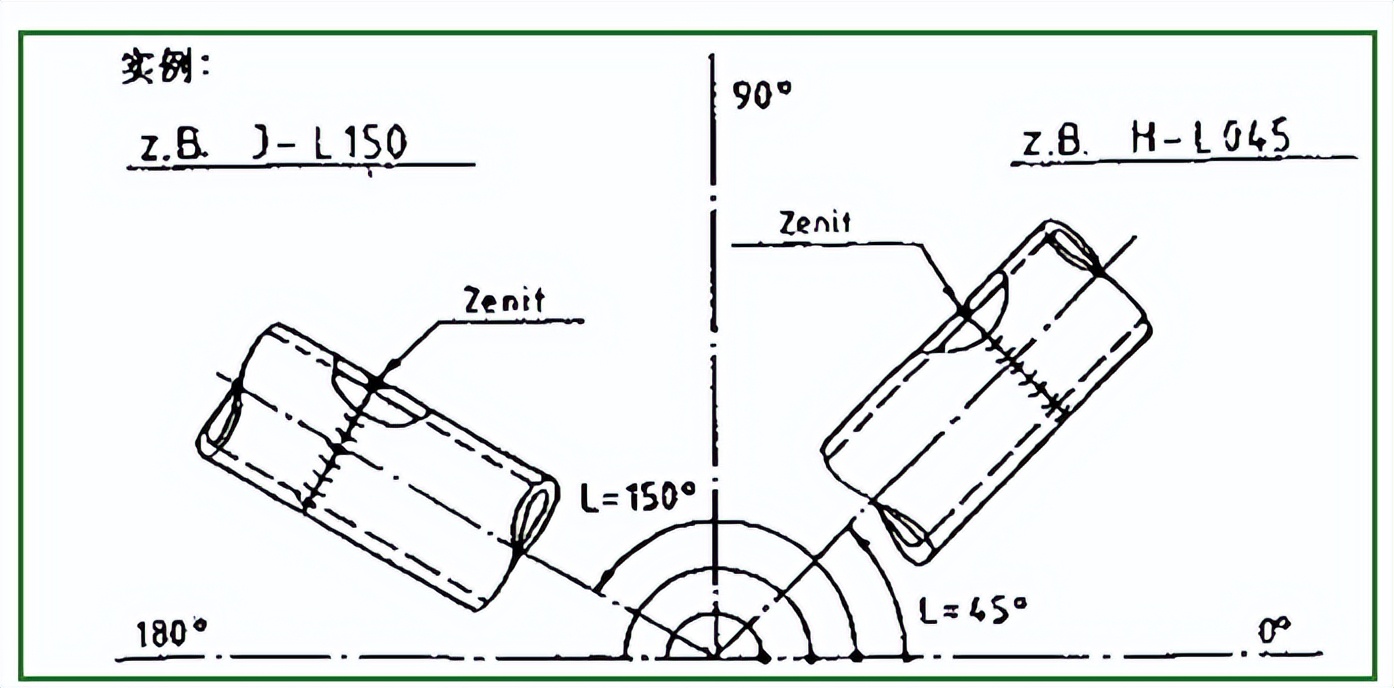
其它焊接位置符号
H-L045
J-L060
PB 130-045
……
焊缝厚度
对接焊缝的厚度用“S”表示。
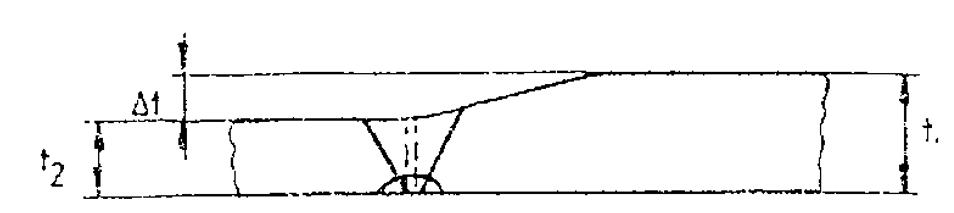
在承受动载荷的构件当中, 两对接接头的板厚存在差值时, 这不允许超过3㎜ , 要是一定得去进行厚度差值大于3㎜部件的对接焊接, 有这样的情形出现时, 那就需要把厚板加工成斜坡状。
未焊透焊缝 的焊缝厚度
足够的熔深
焊道的均匀施焊
无缺口和弧坑缺口
无裂纹(通常用表面方法检查)
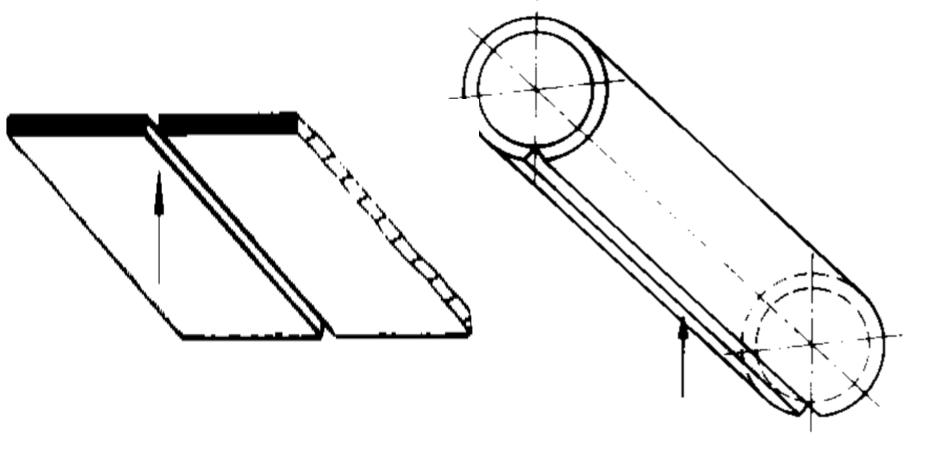
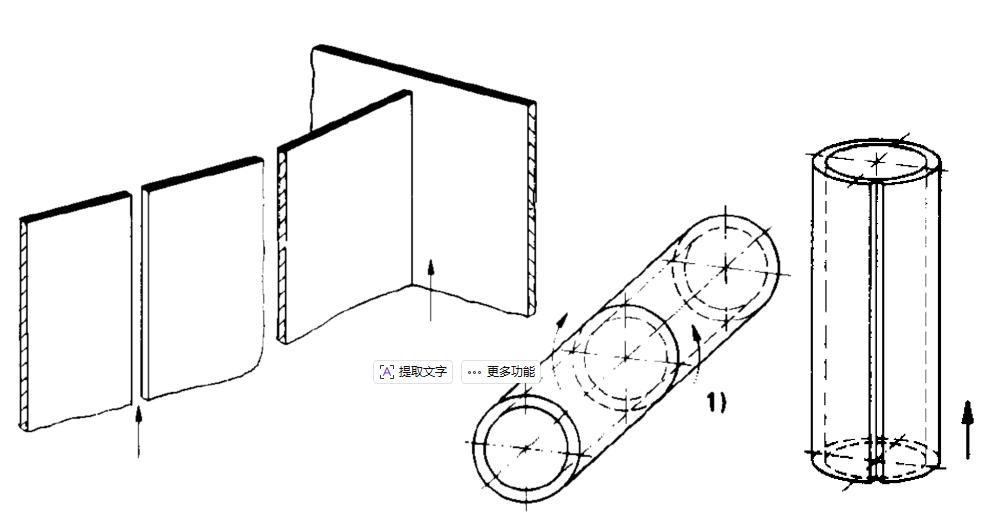
对接焊缝的施焊
根部无缺陷,并焊透或清根进行背面焊接
焊缝应均匀一致
焊缝末端无弧坑
焊缝和构件之间应平滑地过渡,无有害的咬边
无裂纹、未焊透、根部缺陷和夹渣。
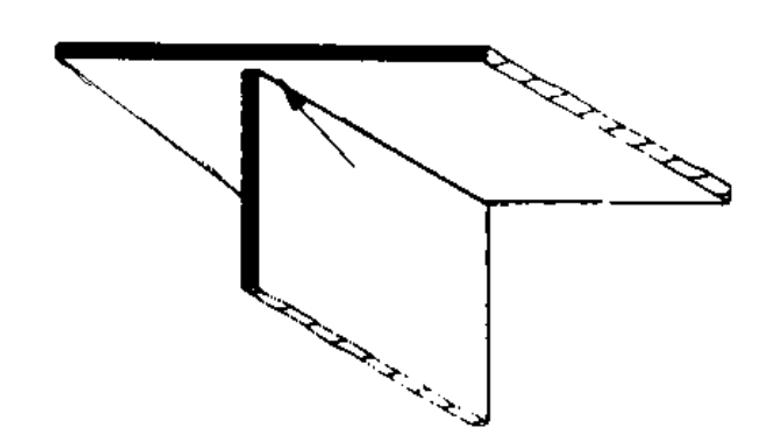
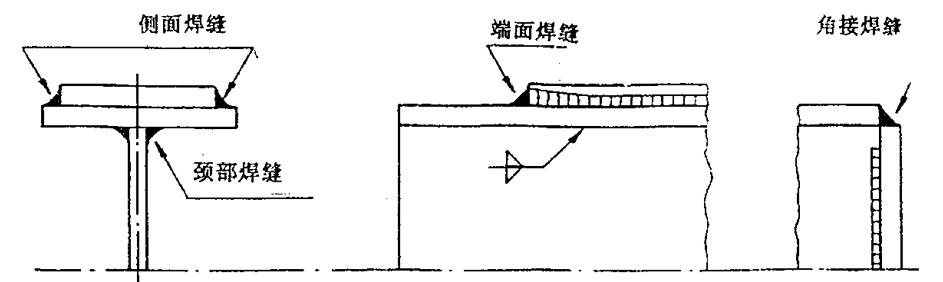
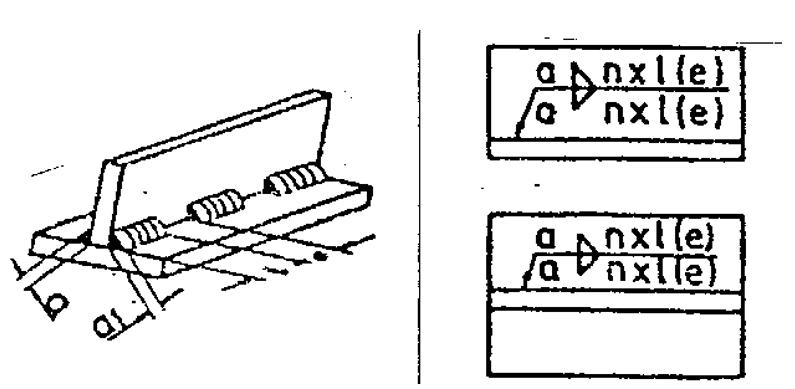
角焊缝(FW)
于钢结构的焊接制作里头, 运用频率最为频繁的焊缝样式乃是角焊缝 , 借助角焊缝的配置形态 , 能够把角焊缝划分成颈部焊缝 , 侧面焊缝 , 端面焊缝角接焊缝以及腹板焊缝。
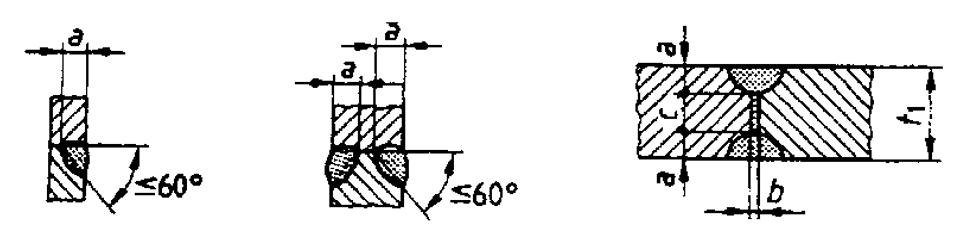
焊缝尺寸
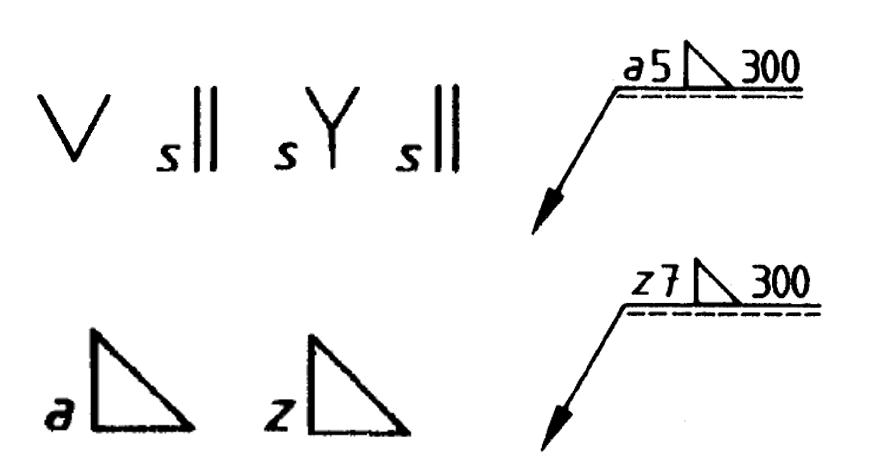
话说对于角焊缝而言, 将其所有必需的尺寸清楚地标出这事儿, 显得尤为关键重要。在此处, 焊缝厚度能够通过两种方式进行表示其一, 可以用焊缝厚度自身来表示, 接下来其二, 还可以用焊脚长度那儿来表示。
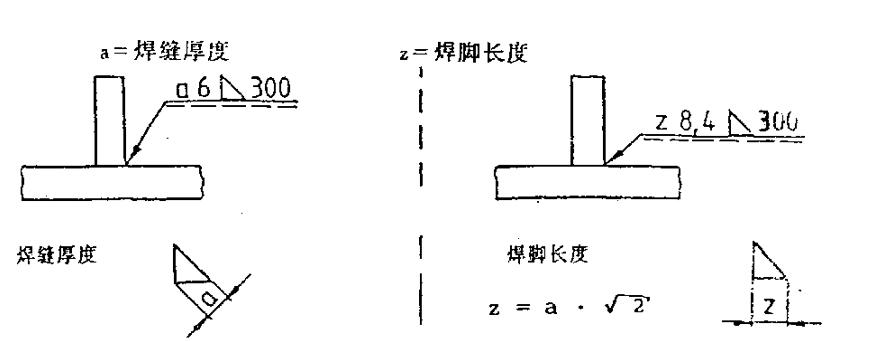
焊缝尺寸符号及计算
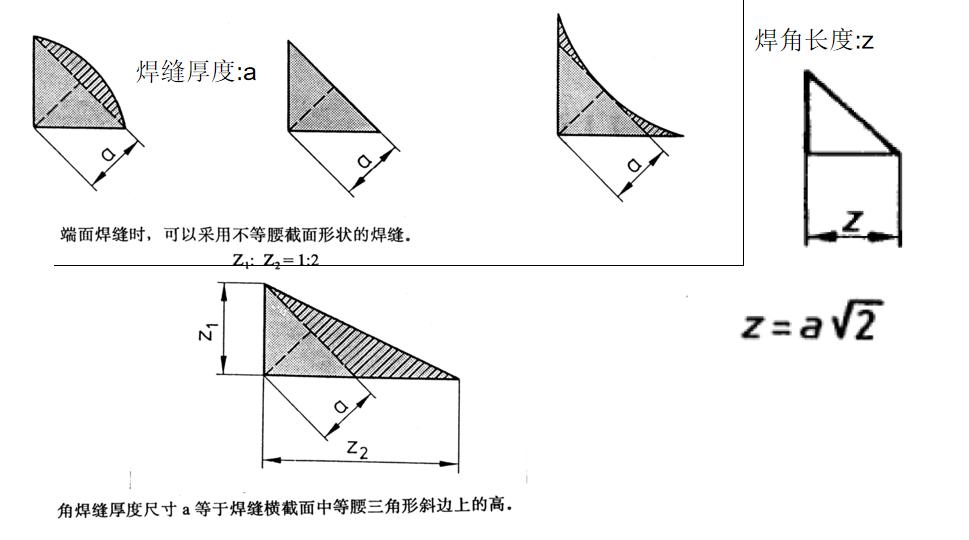
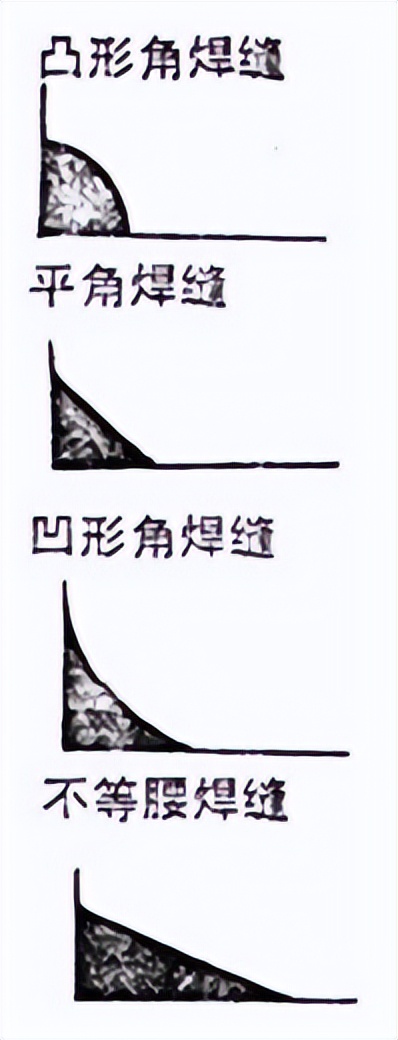
不同角焊缝厚度的应用
这种焊缝形状, 一般应当予以避免, 因为它不经济, 还具有最大的缺口效应, 只有在角接焊缝的时候, 才会使用这种焊缝形状, 甚至还被认为是有利的。
此种焊缝形状被在施工里认为是最为经济的, 这是由于它并不存在多余的焊缝体积, 虽然存在着小的外部缺口效应, 然而在主要承受静载荷的构件之上仍旧可是用这种焊缝形状。
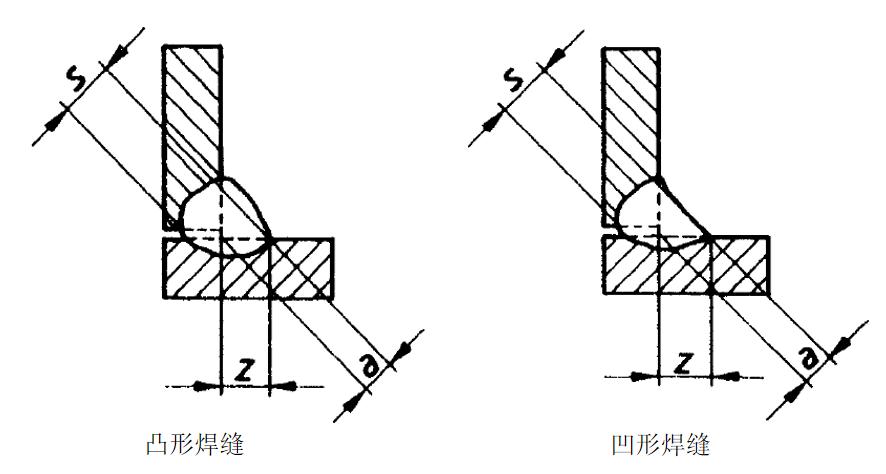
这种焊缝的焊缝体积, 比平角焊缝的焊缝体积要大。凹形角焊缝有着最小的外部缺口效应, 所以在承受载的构件中优先被使用。它们大多只有在船形位置焊接时才能够获取到。
不等腰焊缝常用于端面焊缝的焊接,目的是减少缺口效应。
喉部厚度即熔深:S,与a、z关系
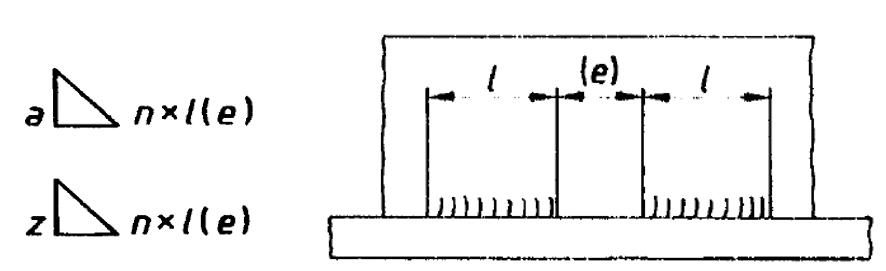
断续焊接的角焊缝
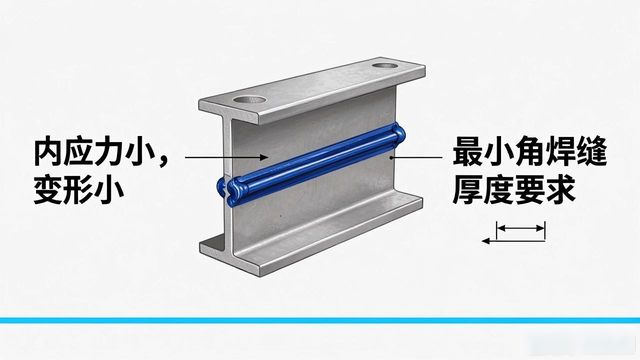
薄壁构件以及横向与纵向加强这些场合, 主要会用到这类焊缝。它们有着内应力作用小的优点, 所以构件的变形得以减小。这类焊缝平时通常承受的只是较小的载荷, 然而最小角焊缝厚度的要求依旧必须得遵守, 如此一来, 采用间断焊缝就有条件节省焊缝的体积。
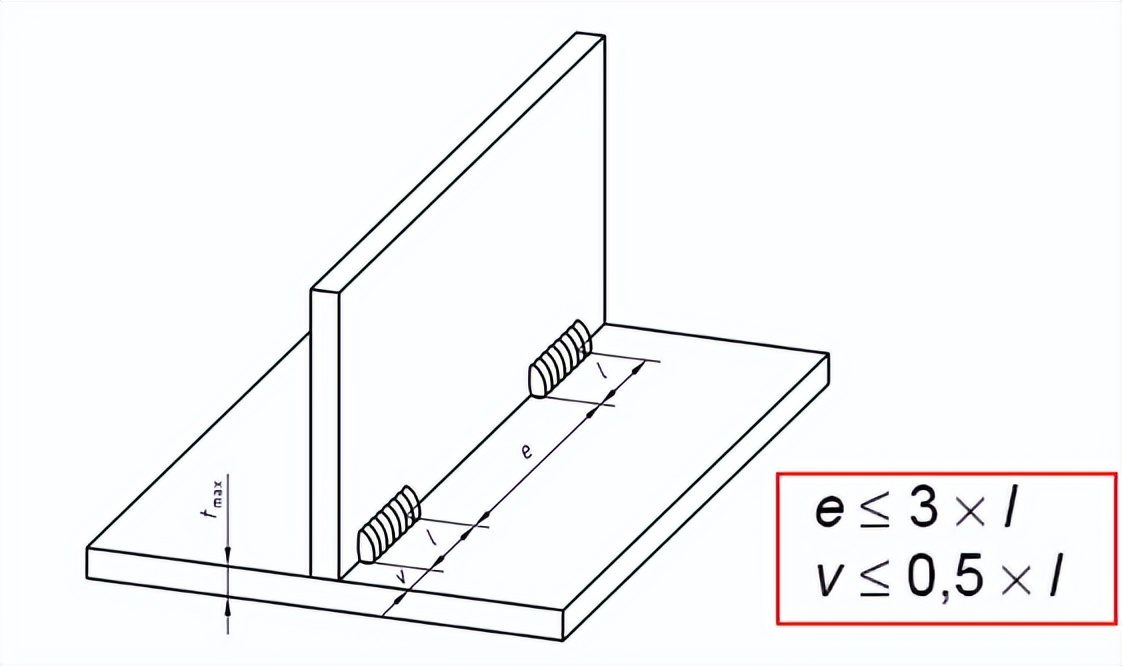
间断焊缝的最小焊缝长度应当为:
当最大板厚tmax大于10毫米的时候, 最小长度lmin大于3乘以tmax最大板厚, 并且这个最小长度最起码是50毫米。
当最大板厚tmax小于10mm的时候, 最小长度lmin是3乘以tmax最大板厚, 不过最少得是: 钢20mm, 铝合金30mm。
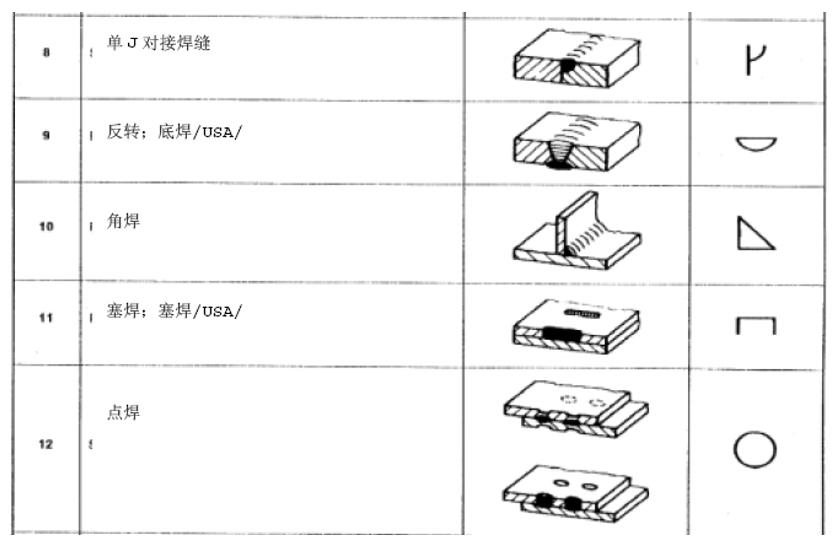
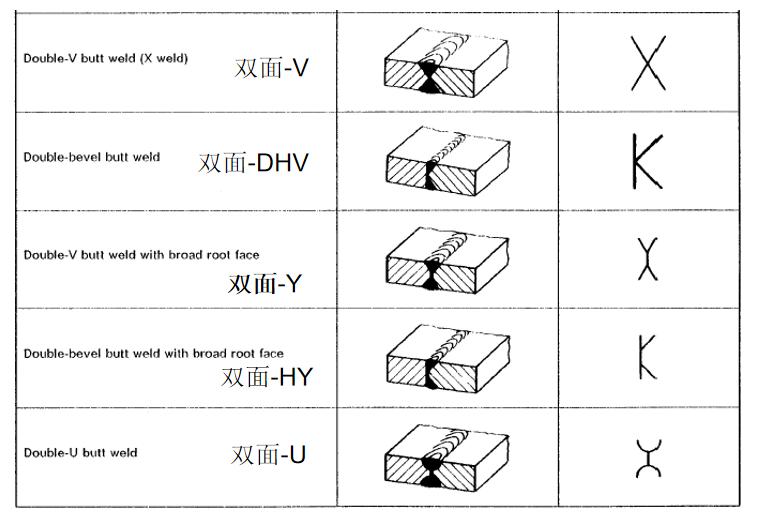
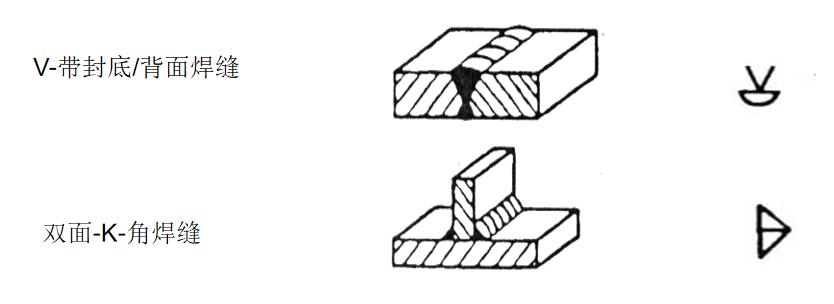
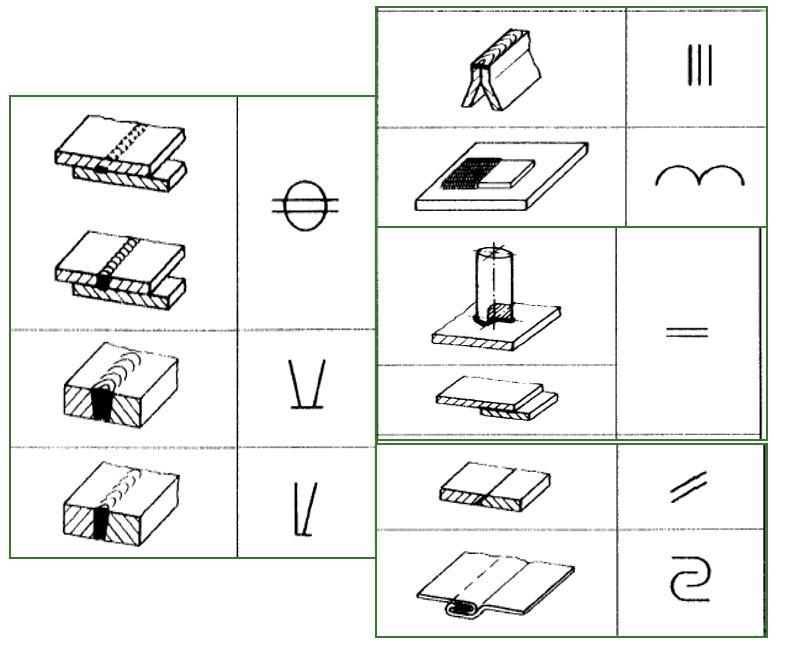
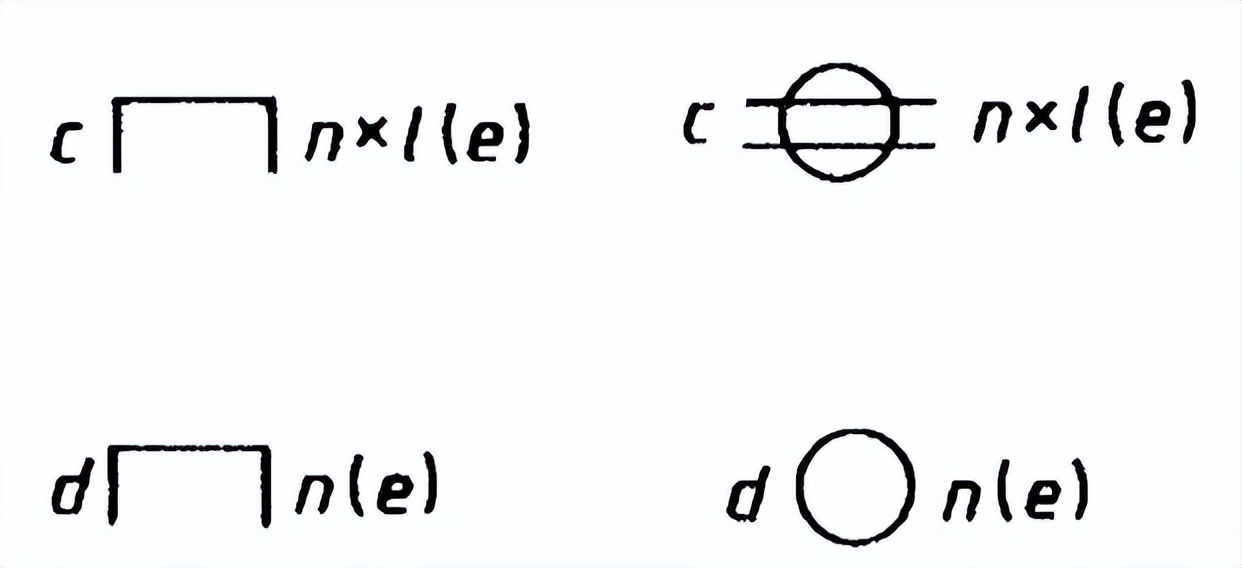
焊接基本符号
各类不同的焊缝, 能够运用符号予以表示, 总体而言, 符号的形态概略跟前边实际存在的焊缝是一样的。
不能根据符号来预先判断应采用何种焊接工序;
如焊缝不容易被规定,则只能采用下列符号来表示。
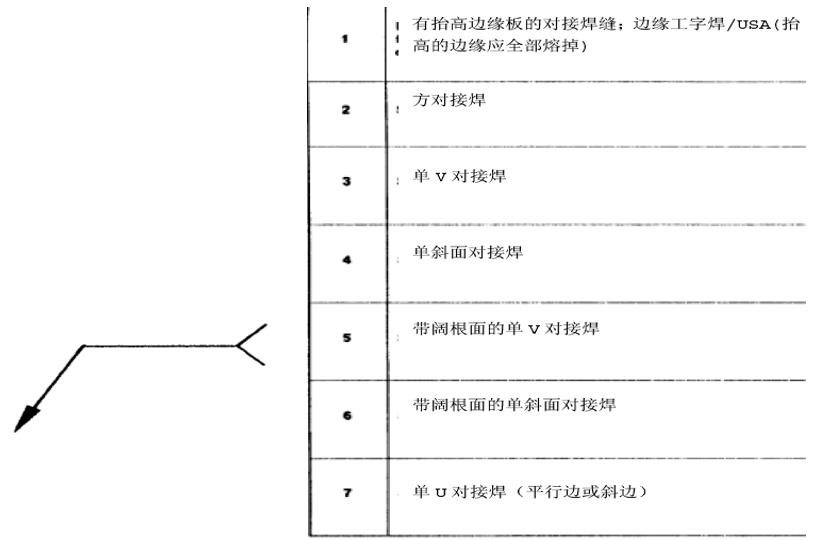
基本符号-1
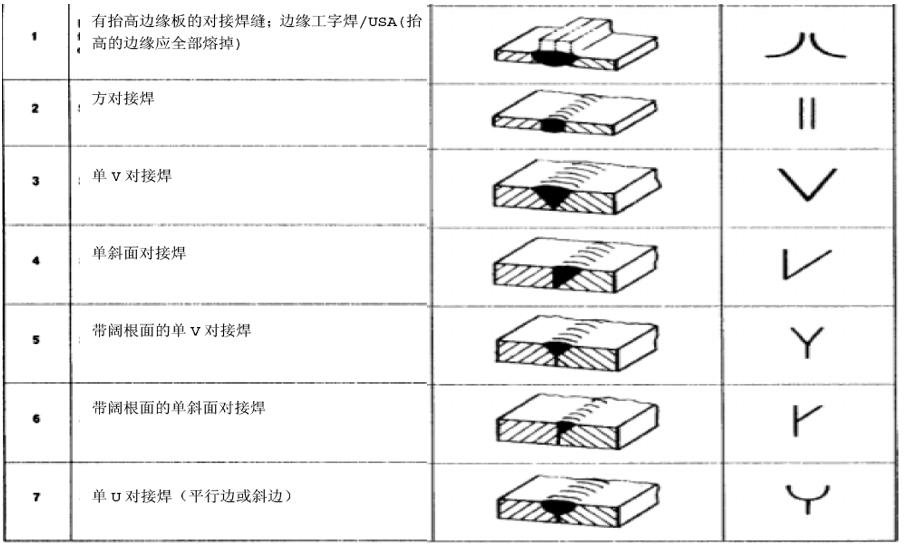
基本符号-2
组合符号-1
组合符号-2
其它符号
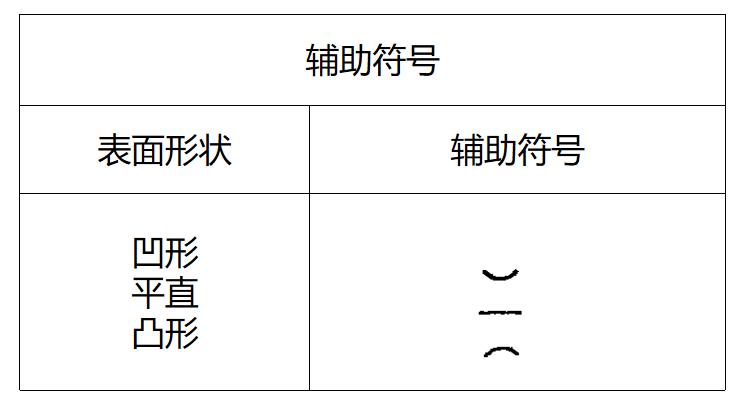
焊缝表面形状辅助符号
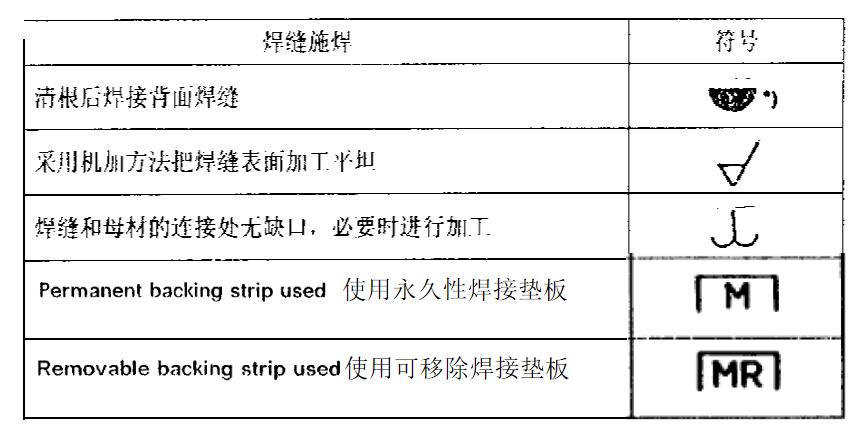
对焊缝施焊的辅助符号
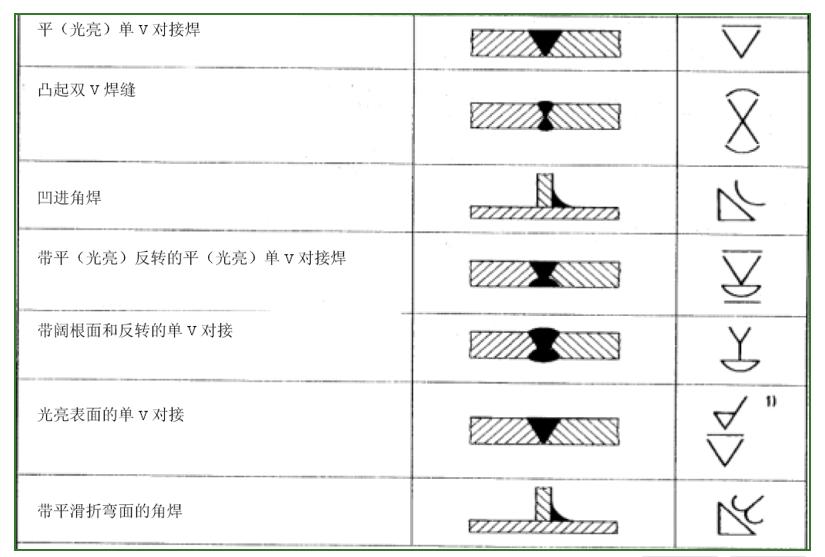
辅助符号应用举例
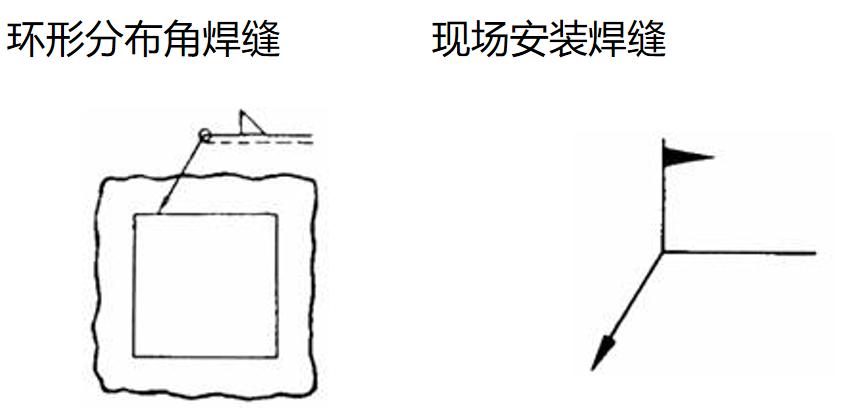
补充符号给出了焊缝的位置及要求
焊缝标记方法
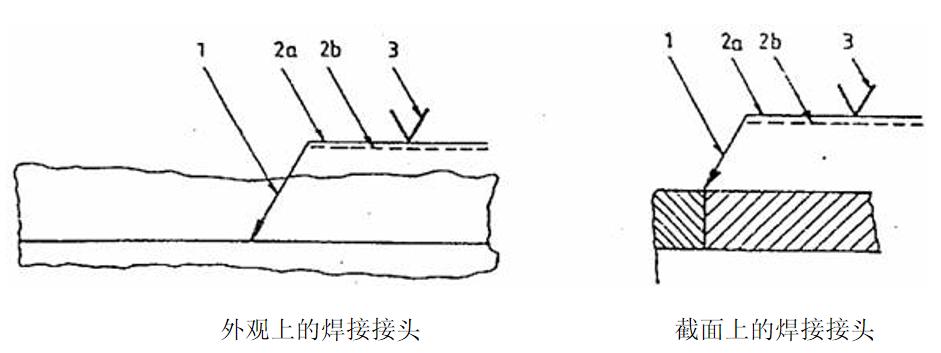
1:箭头线; 2a:参考线(实线);2b:标识线(虚线);
3:焊接符号或组合符号
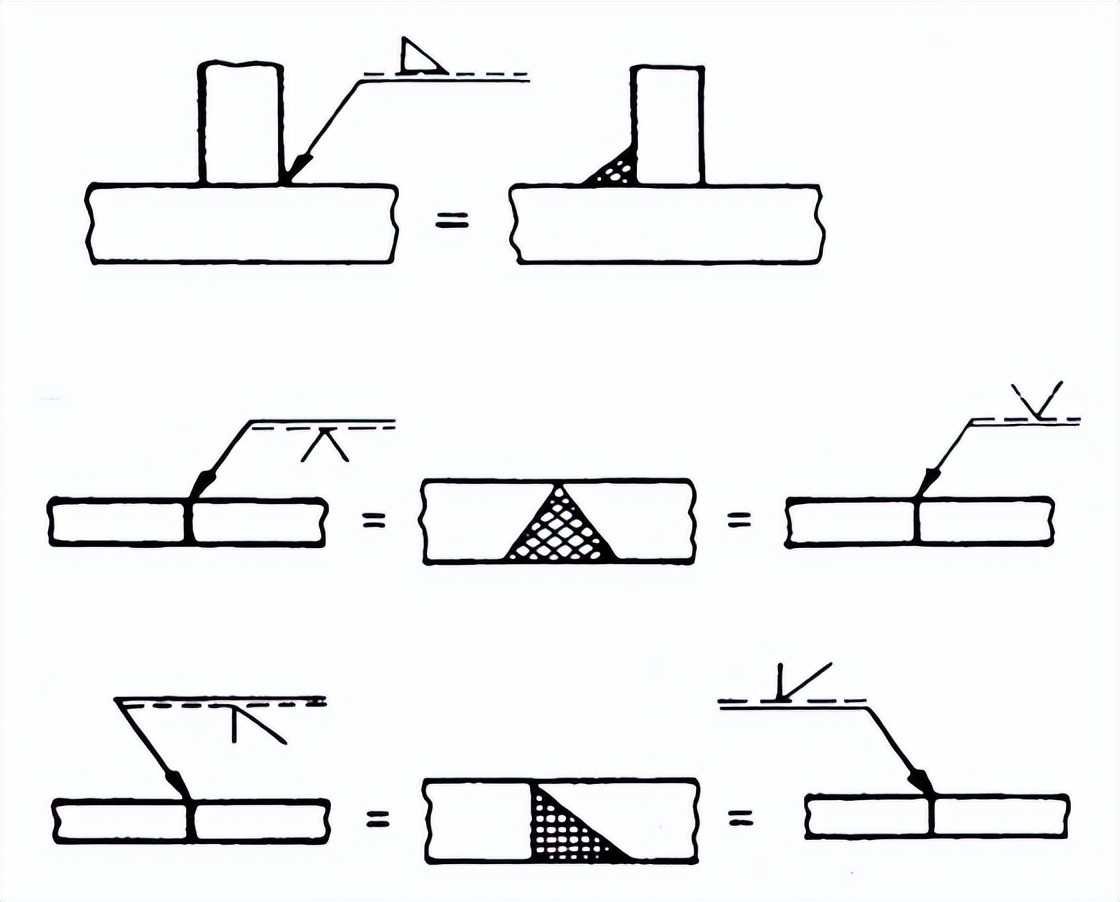
箭头线的位置
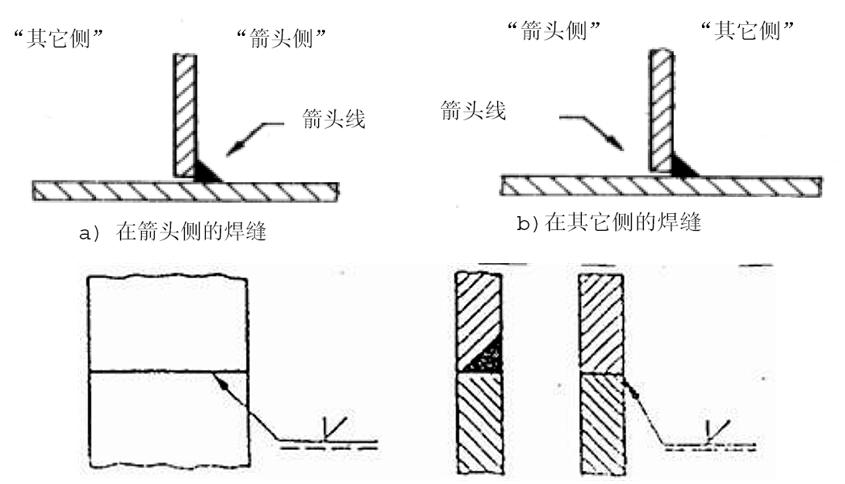
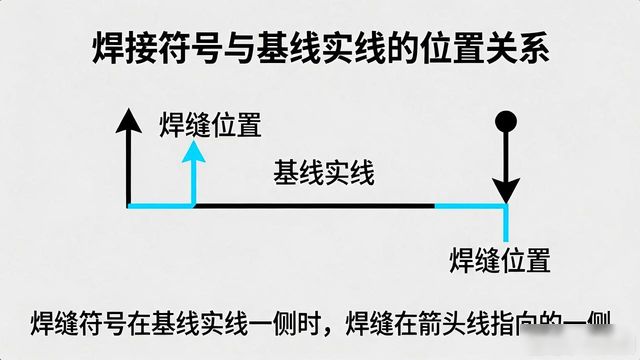
要是焊缝表示符号处在基线实线的其中一侧, 那么焊缝是在箭头线所指向的那一侧。
如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧
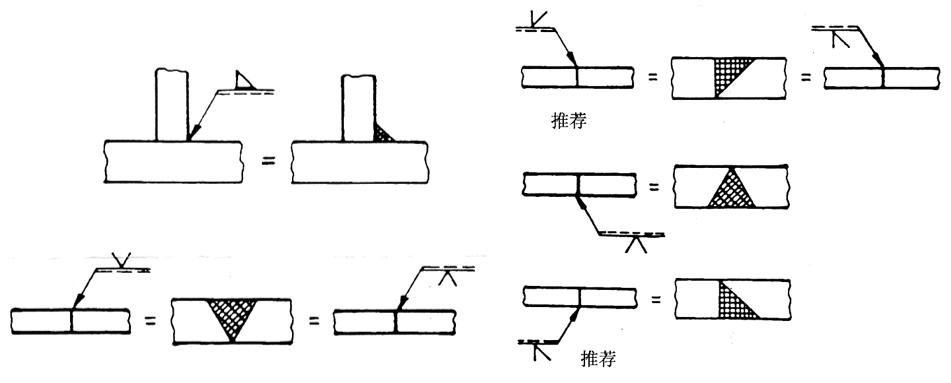
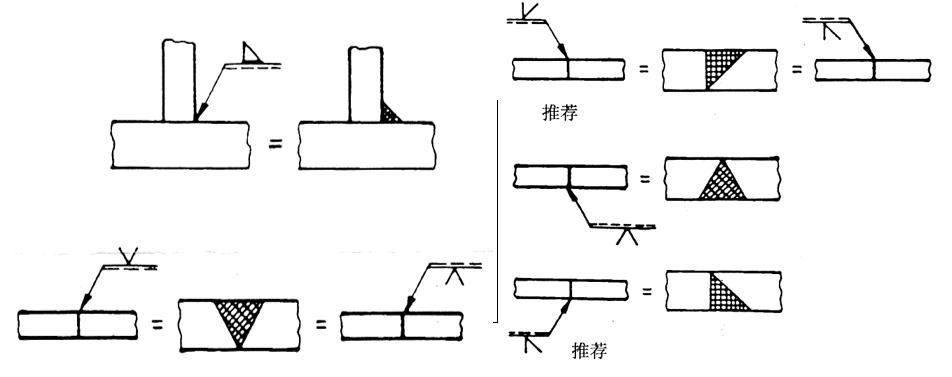
倘若焊缝表示符号处在基线虚线的某一侧, 那焊缝就在箭头线所指向那一侧的背面。
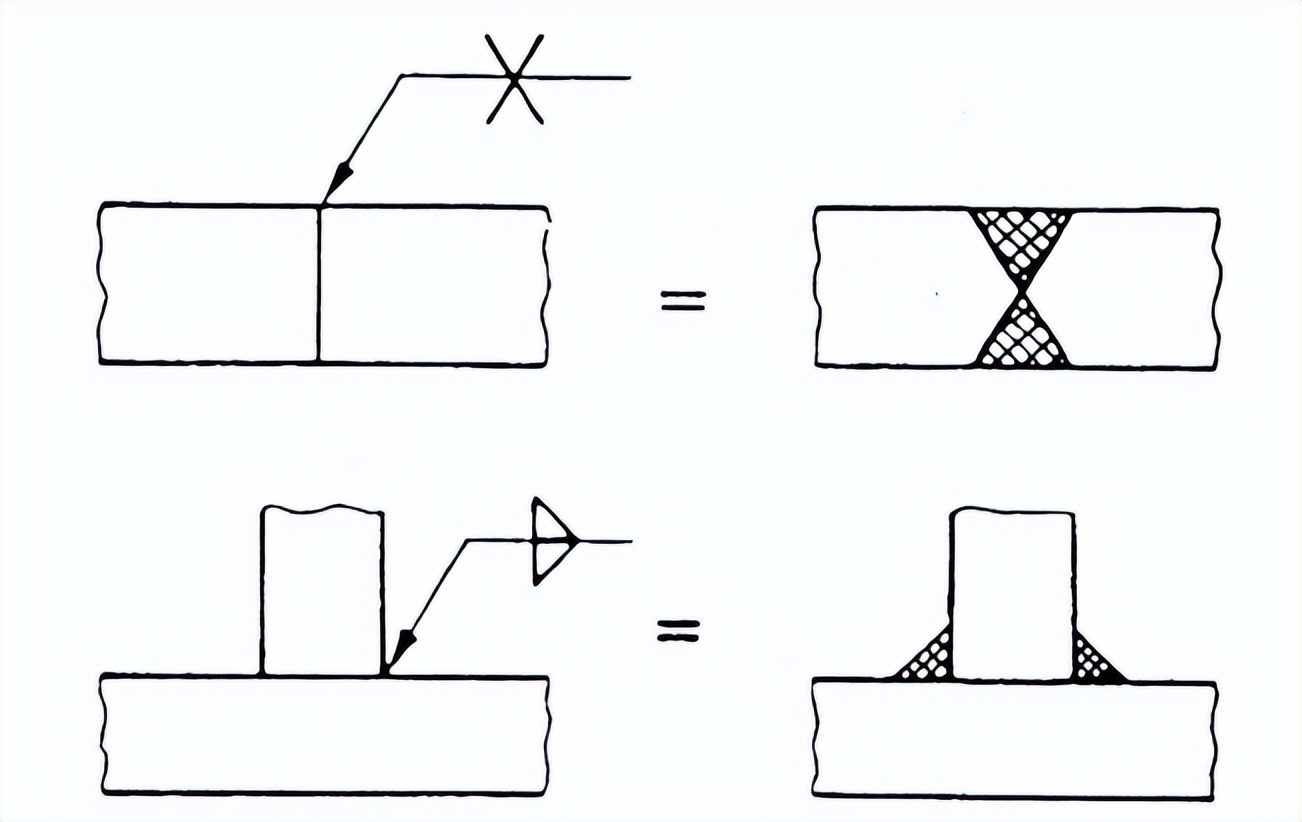
针对双面焊缝而言, 能够采用组合焊缝予以表示, 如此一来便不需要用虚线进行表示了。
标记法
断续焊标记
断续焊接的角焊缝标注由长度说明引出
n——单个焊缝数
l——单个焊缝长度
e——间隔
标记法:
双侧错位排列断续角焊缝
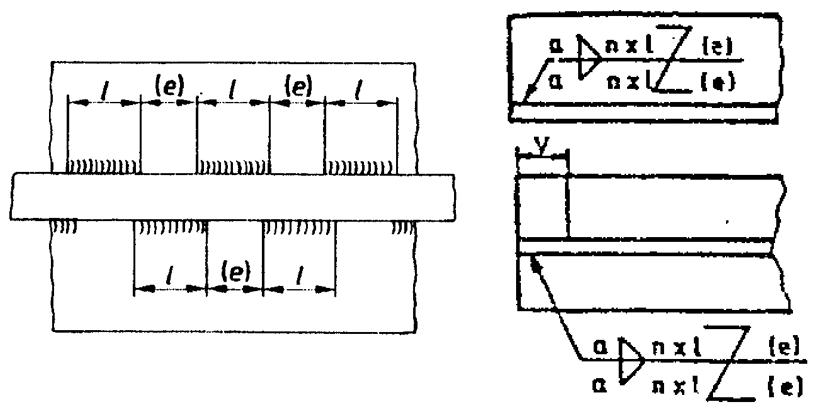
写出双侧对称焊接的断续角焊缝的标记法
其它标记符号
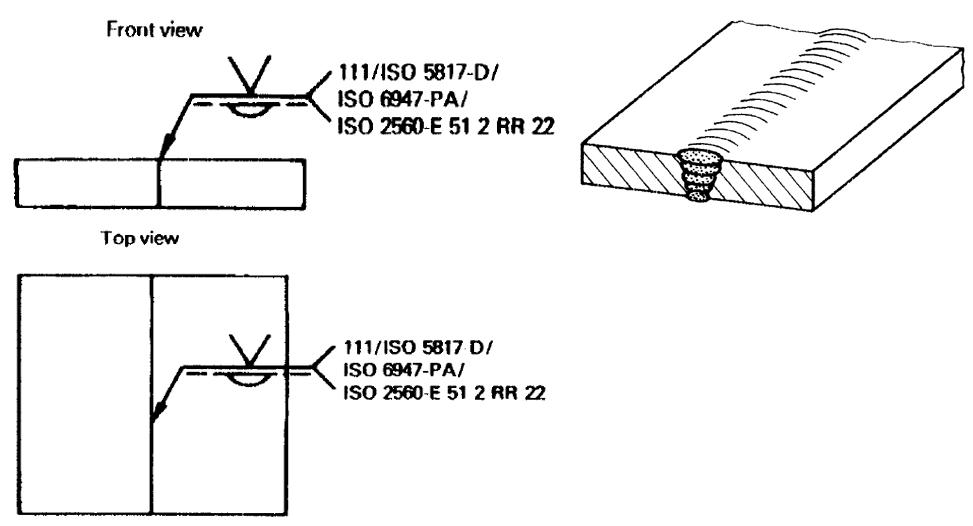
焊缝符号完整标记法
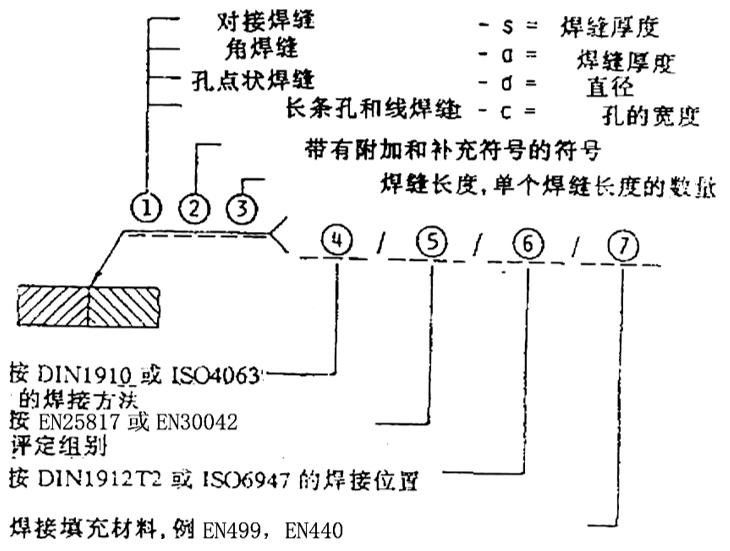
完整标记法举例-1
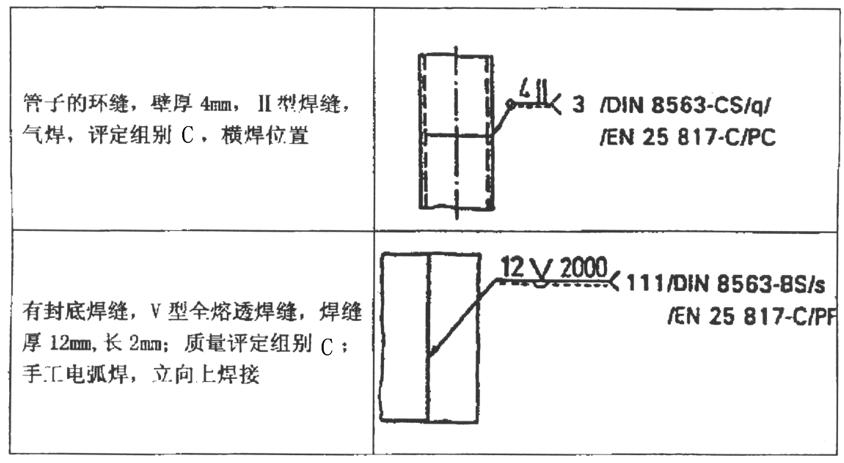
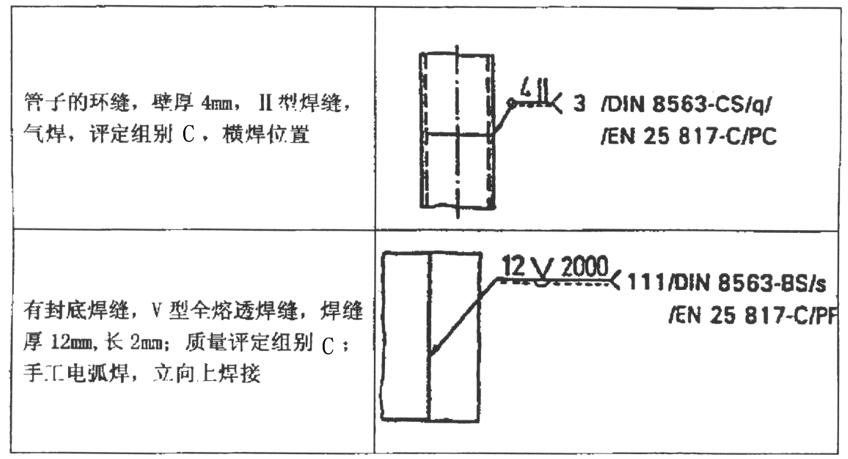
完整标记法举例-2








暂无评论内容