
钣金展开放样的一般步骤是什么
摘要
钣金展开放样, 是将三维的钣金零件, 进行“摊平”操作, 使其成为二维平面图形的过程, 这一过程直接关乎零件加工精度以及生产效率, 不管是采取手工放样方式, 还是运用软件放样方式, 其核心步骤都必然离不开识图分析、尺寸处理、方法选择、绘图制作、样板检验这五大环节。新手常常会踩到的坑, 例如忽略中性层、还有漏看工艺要求等情况, 实际上都能够借助规范步骤予以避免。今天就采用“手把手教学”的形式, 把每个步骤拆散分开讲解, 带领大家从“看懂图纸”开始, 直至“做出能够使用的样板”, 看完之后就能动手练习。
一、第一步:把图纸“吃透”——识图分析是基础
才开始学习放样那会儿, 我曾带过一名徒弟, 他一拿到图纸就匆忙着急去画展开图, 最终零件弯制出来呈现出歪歪扭扭的样子, 后来经过查看才发觉他甚至连图纸上面的“折弯方向”都搞错看错。所以, 识别图纸并进行分析乃是所有步骤的“地基”, 要是这地基不稳固, 那后续的一切就全都白费。
具体要怎么“吃透”图纸?分三步:
1. 先看“零件长什么样”——明确三维形状
第一步拿到图纸, 不要着急去计算尺寸, 而是要先弄明白零件究竟是属于“直筒”类型, 还是“弯头”类型, 亦或是“锥形”类型, 又或者是“复杂组合件”类型。举例来说, 像那种常见的“直角弯头”, 其本质是两个圆筒呈现垂直相交的状态;而“天圆地方”呢, 则是一种在上面部分为圆形, 在下面部分为方形的过渡性质的零件。针对这种情况, 可以对照着图纸绘制一份简要的立体草图, 或者去寻找一个与之相似的实物进行比划查看, 从而在心里构建起一个关于“零件长什么样”的清晰概念, 只有这样, 后续展开相关工作时才不会产生偏差, 不会偏离正确方向。
2. 再抠“关键尺寸”——别漏了工艺要求
图纸之上的尺寸被划分成了两种类别, 一种是外形尺寸, 像总长、总宽以及高度等, 另一种是工艺尺寸, 例如折弯半径、坡口角度还有拼接缝位置等。新手最先极易予以忽略的便是工艺尺寸, 就像折弯半径R, 要是图纸标记了R5, 在展开的时候就不得不考量这个半径对于长度所产生的影响, 不然当样板制作完成之后, 折弯过后的尺寸必然会相差一截。
再者, 需留意“基准面”, 图纸之上通常会标明哪个面是“基准”, 所有的尺寸皆从这个面起始计算, 譬如“以底面作为基准, 高度为100mm”, 千万不要将基准面弄错, 否则整个零件的位置都会出现偏差。
3. 最后想“怎么加工”——提前预判难点

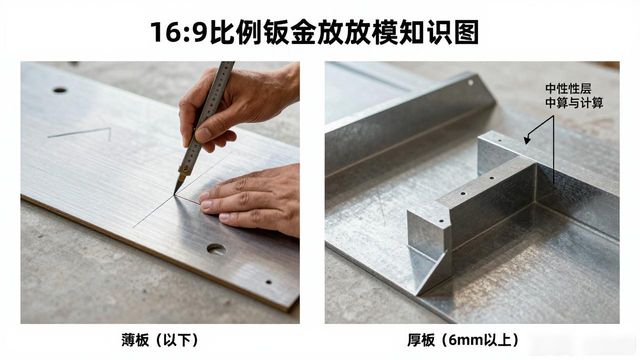
像比如说, 零件之上存在着“异形孔”跟“复杂折弯”;又或者材料属于“厚板”(好比是6mm以上那般), 这些情形均会对放样方法产生影响。举个实际的例子哦, 若为薄板(1mm以下), 在进行手工放样之际, 产生的误差兴许不会太大;然而要是厚板的话, 中性层计算就绝对得以精准无误才行, 要不然的话, 展开长度一旦差了1mm, 折弯之后很有可能就没法装配上了。
二、第二步骤, 要将“三维尺寸”转化成为“二维尺寸”, 而尺寸处理属于核心部分。
图纸之上所呈现的尺寸乃是三维性质的, 然而展开放样之时需要将其转变成二维所具有的平面尺寸, 于此最为关键的要点存在于“中性层计算”以及“尺寸补偿”方面, 而恰恰这也是新手极易陷入头疼状况的所在部位。
1. 什么是“中性层”?——折弯时“不变形”的那一层
当进行钣金折弯操作时, 存在这样的情况, 板材的内侧会出现被压缩的状况, 板材的外侧会出现被拉伸的状况, 并且中间会存在有一层, 这层呈现出既不被压缩也不被拉伸的态势, 而这一层就被称作是“中性层”。展开长度实际上就是中性层的长度, 并不是指板材的“外皮长度”, 同样也不是指板材的“内皮长度”。
就比如说, 有一块厚度为1mm的钢板, 其折弯半径是R1, 折弯角度为90(也就是π/2弧度), 那么中性层半径r等于R加上0.5t(这里的t指的是板厚, 0.5t是经验系数,不同的材料、不同的厚度系数可能有所不同, 像厚板可能取0.4t)。中性层弧长等于π乘以r乘以(折弯角度除以180), 也就等于3.14乘以(1 + 0.5×1)乘以(90÷180), 即3.14×1.5×0.5 , 结果约等于2.355mm, 把两个直边长度加上后, 这就是总展开长度了。
2. 尺寸补偿:别忽略“板厚”和“坡口”
要是零件存在焊接需求, 那么坡口尺寸是需要计算到展开图当中的。就好比诸如“V型坡口”这般, 板的厚度为10mm, 坡口所形成的角度是30, 如此一来在进行展开操作的时候, 就必须要额外留出“坡口深度”这些所示尺寸, 不然在焊接完成之后, 零件的长度将会出现缩短的情况。
此外, 对于比如说通风管道这类属于“咬口连接”的零件而言, 在展开的时候还得留出咬口的余量, 通常每边预留5至10mm 的范围, 而具体数值要依据咬口形式来确定, 像是单咬口、联合角咬口等等情况。要是这些所谓看似不太重要的“小细节”被遗漏了, 那制作制作出来的样板必定也就报废了。
三、第三步:选对方法事半功倍——放样方法怎么挑?
展开放样方法包含多种分类, 其中有手工放样, 还有CAD放样, 另外还有专业软件放样, 不存在那种所谓是“最好”的方法, 有的只是“最适合”的方法。
1. 手工放样:适合简单零件,练手必备
手工放样作为最为传统的那种方法,是借助直尺、圆规以及量角器于样板纸上进行绘制的, 其具备的优点是成本较低且灵活性良好, 然而缺点则是效率低下并且误差较大(特别是针对复杂零件而言), 它适宜新手用于练习操作, 或者是针对小批量、具有简单形状的零件(诸如直角弯头、等径三通之类)。
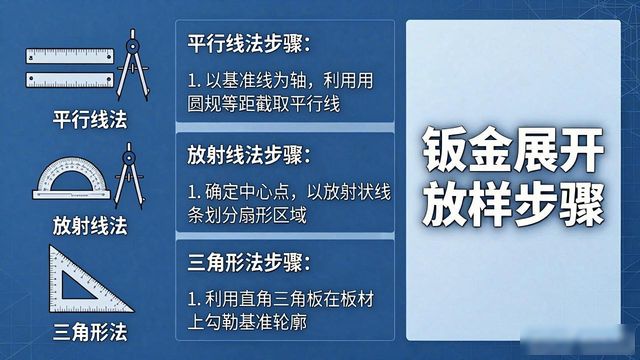
手工放样常用“平行线法”“放射线法”“三角形法”:
适合圆柱、棱柱类零件(像直圆筒这类)的平行线法, 其原理是, 先将零件表面划分成诸多平行排列的素线, 接着, 把这些素线朝着平面进行“平移”操作, 从而达成相应效果。
把适合圆锥、棱锥类机件(像漏斗这类)的放射线法, 其原理是从尖顶起始绘制放射线, 将圆锥表面划分成三角形, 而后展开, 这样表述一下。
三角形法, 适用于复杂曲面, 像天圆地方这种, 将曲面划分成多个小三角形, 逐个进行展开, 之后再拼接。
2. CAD放样:效率比手工高,适合中等复杂度零件
使用、等软件进行放样, 相较于手工操作要快出许多, 不单如此, 还能够直接对尺寸予以标注、对误差加以检查。其步骤与手工操作相类似, 只是将“手画”转变为“鼠标画”。举例来说, 绘制直角弯头展开图时, 先运用CAD绘制好主视图、侧视图, 接着借助“延伸”“修剪”命令来绘制展开线, 最终标注尺寸, 打印出来后便可当作样板。
3. 专业软件放样:复杂零件首选,精度高
像UG的钣金模块, 以及专门的例如诸如之类的钣金软件, 能够直接输入零件三维模型, 接着一键生成展开图, 并且还能够自动计算中性层以及补偿尺寸, 甚至导出数控切割代码。它适合大批量的复杂零件, 像比如汽车覆盖件还有大型设备外壳, 然而需要学习软件操作, 新手或许可能要花费一些时间来上手。
四、第四步:画出“能直接用”的展开图——绘图制作要细致
无论采用哪一种方式, 最终都需要绘制出可展开的图形, 这儿存在着几个关键点, 这些关键点决定了样板是否能够被使用:
1. 线条要清晰:实线、虚线、尺寸线别画混
展开图之上, 零件的轮廓线采用粗实线, 折弯线以及接缝线运用细实线, 隐藏的那些线条使用虚线, 尺寸线务必标注清楚(涵盖总长、总宽、关键弧度半径等等)。举例而言, 绘制圆筒展开图之时, 需要标注“展开长度”(也就是中性层周长)以及“高度”, 并且还要在接缝之处标注“搭接量”(一般为5 – 10mm, 以便于焊接或者咬口)。
2. 留足“加工余量”:别让样板“刚刚好”
展开图的边缘部位, 是需要预留出“切割余量”的, 像激光切割这种方式, 要留出0.5mm, 若采用等离子切割, 则需留出1mm 的“切割余量”, 折弯的地方同样要留出“折弯余量”, 此余量是依据折弯模具来进行调整的, 一般情况下, 会是1 – 2mm 的范围, 我曾经发现有其他人绘制展开图时, 是按照刚好卡着尺寸去画的, 结果在进行切割操作时,多切了0.3mm, 进而导致整个零件的长度变短了, 以至于只能将其报废处理, 是这样的情况没错吧。
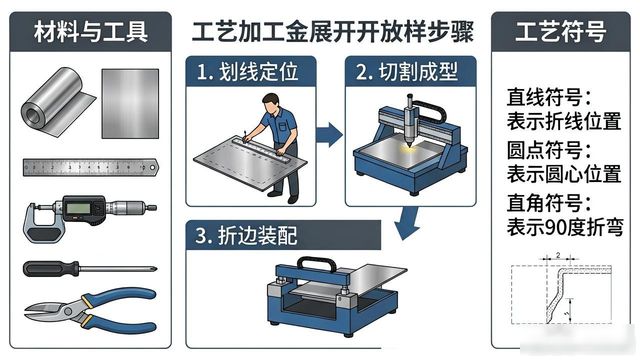
3. 标记“工艺符号”:告诉加工师傅“怎么干”
于展开图之上, 标注“折弯方向”, 此“折弯方向”需以箭头示意, 标注“折弯顺序”, 此“折弯顺序”像为1、2、3…这般, 标注“焊接位置”, 此“焊接位置”要以焊接符号表示, 如此一来, 加工师傅看一眼便会明白, 无需反复询问, 效率可提高许多。
五、第五步:样板做好别急着用——检验修正不能少
样板绘制完毕, 将其剪裁取下(或者借由数控切割使其呈现), 不要匆忙直接应用于板材之上, 首先要开展“三步检验”:
1. 尺寸复核:拿尺子量一遍关键尺寸
将卷尺、卡尺用于量取展开图的总长,量取展开图的总宽, 量取展开图的弧度半径, 之后与图纸进行对比, 其中误差不得超过0.5mm(针对精密零件)或1mm(针对普通零件)。举例来说, 对于直角弯头的展开图, 要量一下其“端口直径”, 还要量一下其“中心距”, 要是二者差值过大, 那么折弯之后肯定无法对上接口。
2. 试弯/试拼:用废料“打样”
寻找一块与零件具有相同厚度的废料, 依照样板剪下, 进行试折弯或者试拼接。比如说折弯成90度, 查看角度是否准确, 直边长度是否足够;对于拼接的零件, 将样板拼合起来, 查看接缝是否严密, 有无缝隙。在试弯的时候倘若发现问题, 即刻修改样板, 此做法比直接借助板材加工导致报废要好。
3. 标注存档:下次用不用再画一遍
检查不存在问题的样板, 使用记号笔写明“零件名称、图号、材料厚度、加工日期”, 随后进行存档。下次再度制作同一类型的零件, 直接取出使用, 无需再次进行放样, 节省时间。
最后说几句
钣金展开放样看似繁杂, 实际是“从三维化为二维”之事, 只要将步骤“识别图形部分、计算相关尺寸、挑选合适方法、绘制对应图纸、检验所作样板”都做到位, 新手也能够渐渐熟练上手。起始练习时期, 不必害怕疏忽产生错误, 多去绘制一些简易部件(像直角弯头、小圆筒一类), 知晓中性层计算以及手工放样方式, 而后逐步试着进行软件放样操作。牢记: 放样的关键要点是“精确无误”, 每一个环节多花费10分钟予以查验, 后续加工便可少耗费1小时。
注意, 文中所提到的中性层系数。再注意一下, 文中所说的余量尺寸。这些都属于常规经验数值。具体情况呢, 需要依据材料来进行调整。还得依据设备来进行调整。也要依据工艺要求来进行调整。最终是以实际生产的数据作为标准的。












暂无评论内容