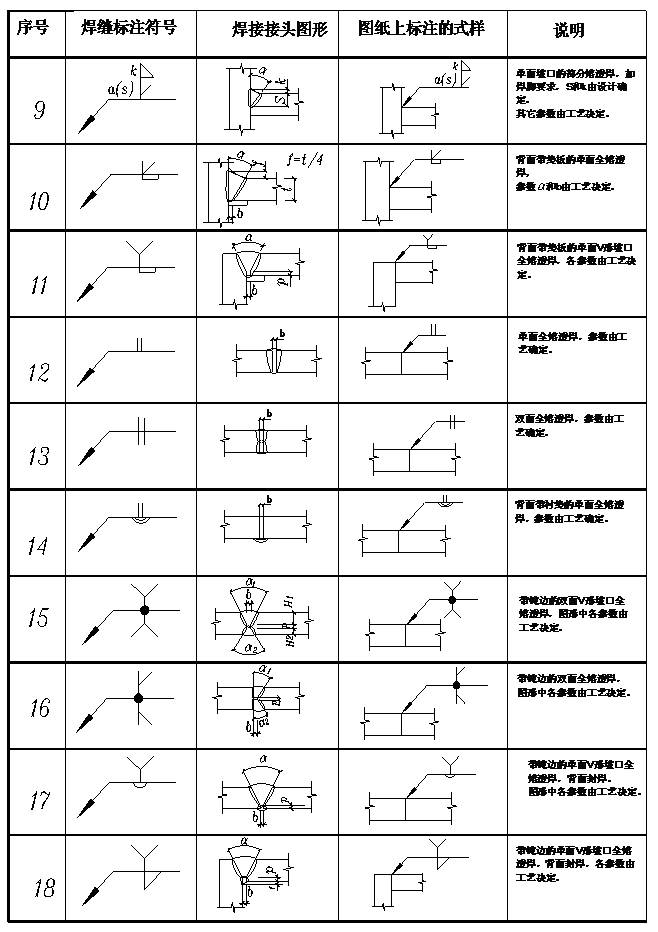


表中所示说明如下:
1. 首先, 凡是在符号里没有标注焊缝尺寸要求的情况, 像序号1的角焊缝一样, 还有序号4的双面坡口焊缝, 这意味着要求焊缝与母材达到等强的状态。其次, 这里省去了对于坡口尺寸或者焊脚要求的标注。然后, 反过来, 符号中标有数字的焊缝, 就表明要依据数字的要求来进行操作, 它并不代表等强或者不等强的情况, 比如序号2、3、6。
这里要指出的是, 当下对等强焊缝存在一个误区, 那就是觉得要与母材达到等强, 焊缝就非得是熔透焊。在本文里, 对角焊缝以及部分熔透焊所讲的等强, 主要是说它的有效焊缝厚度等于或者大于母材板厚。强度指标涵盖抗拉、抗弯以及冲击功等, 对于等强的角焊缝或者部分熔透焊缝而言, 有些性能是比全熔透焊缝大的, 由于熔透焊焊缝接头的应力集中性比较大, 它的抗弯以及某些抗裂性比不上角焊缝和部分熔透焊缝。
2. 带着钝边的坡口焊缝, 按传统的那种理解而言, 它可不是全熔透焊缝, 然而在实际当中, 如今伴随碳弧气刨的使用量逐渐增加, 还有坡口间隙的进行调整, 越来越多的全熔透焊缝都开始采用带着钝边的坡口焊缝。尤其是T形接头, 利用钝边存在好多优点, 其一, 定位精准, 收缩变形非常小, 其二, 在加强首道打底焊熔透性这个前提条件之下, 钝边变大的时候, 熔敷金属量就会减少, 这从而带来生产效率提高, 变形减少等一长串的好处。
现有图纸中存在一种情况, 那就是通常把全坡口的焊缝视作全熔透焊缝, 关于带钝边的坡口焊, 往往是采取按部分熔透焊来处理这样的方式, 不过也有一些是按全熔透焊来对待的, 只是在尾部加编号, 并且另行用图解来说明。
鉴于在现有的国标里, 没有针对符号是否熔透给出具体说明, 仅在GB/-2001《建筑结构制图标准》当中, 针对熔透角焊缝有一个标注符号。然而笔者觉得该符号不值得进行推广, 原因是, 把一个实心圆放置在引出线的折转处,起码它对周围焊以及相同焊标记的表示直接产生了影响。
于是, 跟着图纸里熔透焊要求数量的增加, 有必要给一些符号添加上熔透焊的标识。并且, 为了让符号能更方便地被运用, 使它变得更直接, 更省事, 更好记, 觉得符号尾部的编号标注最好尽可能地不使用或者少使用, 得让符号简单易懂。所以, 对于那些不容易区分的全熔透焊缝, 在符号的横基准线上面, 于上下坡口的中间位置, 用涂黑的圆圈当作标记。就像表中的序号15、16、20、21那样。
3. 对于那种背面带有衬垫的全熔透焊缝, 鉴于在国标里面没有表示该方式的符号, 因而编制了序号为14、24、25的图形来表示。
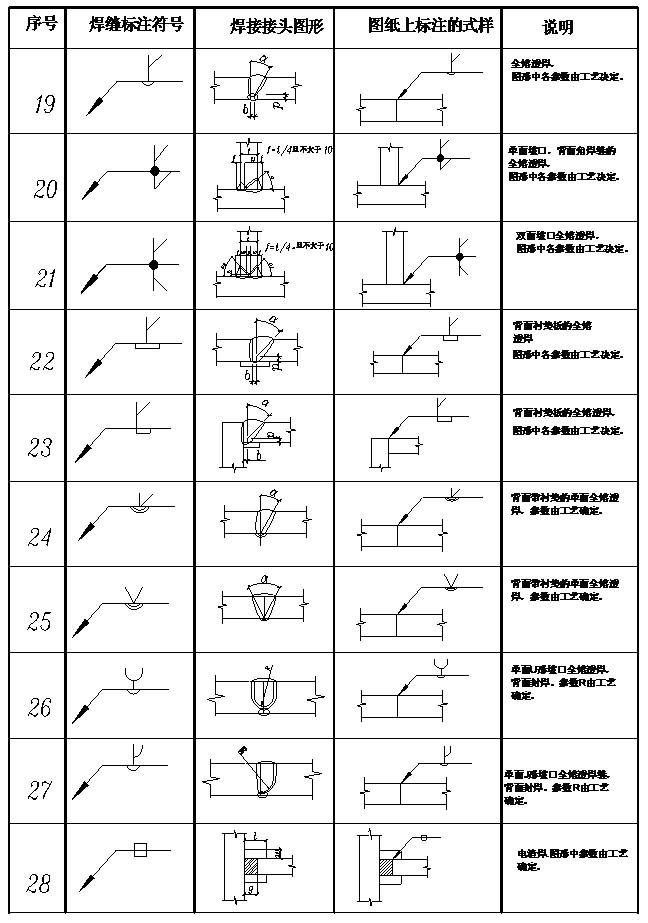
4. 序号十七、十九、二十六、二十七, 所表示的乃是背面封底焊, 此图形大致是依照GB/T324 – 2008《焊缝符号表示法》里表A.3补充符号的标注示例中序号一的图形。
5. 号码为17、18、19 所显示的是全熔透焊, 虽说它是单面带钝边的坡口, 然而焊缝符号上面没有数字, 将其表示为等强焊缝, 因此能够按照全熔透来界定, 并且要是中心的位置也标记上涂黑的圆圈, 那就对背面焊缝形状的表示产生影响了。而序号是15、16 的, 因为是板中部的钝边,并标注, 由于涂黑的圆圈更能醒目和直观, 所以是全熔透焊。
6. 序号232, 23, 那种是背面带有垫板的全熔透焊, 不论它有没有带纯边存在, 只要看见是带垫板相关情况的, 那么能够肯定的是, 必然是全熔透的。
7. 序号28所对应的施工工艺是电渣焊, 由于在国标里面并没有相关内容, 因此这属于补充部分。在一些图纸当中, 会以类似塞焊的形状来进行表示, 然而它特别容易和塞焊符号产生混淆。所以, 采用在基准线取中的方框来表示是比较妥当的。
8. U形坡口, 它属于厚板焊接的较为理想的那种坡口, 它又是今后的发展走向, 因而也是被列在了其中, 从而方便往后去加以使用。
9. 其它焊接符号,辅助符号仍按国家标准中的规定实行。
对广大钢结构设计人员而言, 设计详图里焊接符号的标注是一项极其耗费精力的工作,我国钢结构事业的发展需要一套具备简捷、直观、好记、合理以及先进特性的焊接符号。本文所展现的一些符号, 目的在于为推动我国焊缝符号标准的进步起到一个抛出砖头引来美玉的作用。大家都来参与其修改和完善工作, 争取我国焊接符号标准能够早日进行换版, 从而为我国钢结构事业的进步予以努力。








暂无评论内容