

钣金件凭借重量轻, 强度高, 成本低的特点, 被广泛应用于汽车, 家电以及设备外壳等领域。然而要是设计时忽略工艺特性 , 就容易引发折弯开裂, 出现装配困难或者导致成本上升。本文自设计原则, 材料选择, 结构规范与工艺适配这四个方面 , 系统地梳理钣金结构设计的关键要点 , 以此助力提升可制造性与产品可靠性。
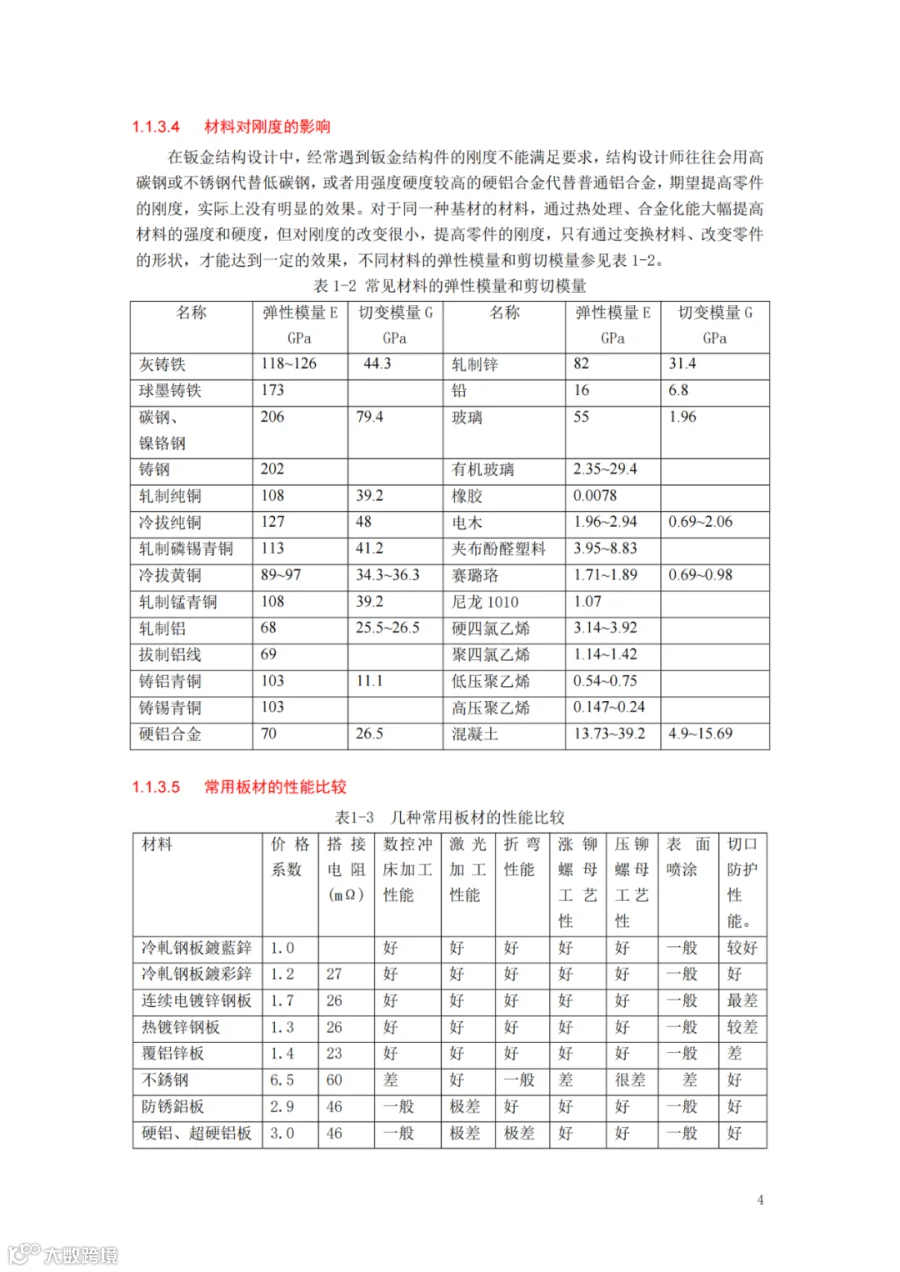
一、核心设计原则要把性能与工艺兼顾起来, 钣金件得满足强度跟刚度要求, 防止出现过度设计的情况。比如说设备外壳能够借助增设加强筋来提高刚度, 而不是仅仅增加板厚。实践证明, 2mm钢板加筋结构跟4mm无筋结构相比, 成本降低了30%, 重量减轻了40%。同时要保证折弯、冲孔等工艺具有可行性, 防止出现封闭结构这类不可加工的设计。兼顾装配与维修的结构设计需要预留出装配空间, 像螺丝孔周围起码要保留15mm操作空间来适配扳手 ;卡扣连接应该设置拆卸缺口。宜采用可拆卸结构的易损部件, 像是面板、接口板之类的, 要避免因焊接固定而致使整体更换。在涵盖批量与成本的批量生产期间, 应当尽力整合零件, 削减焊接工序;要统一非标结构尺寸, 就好比把所有功能孔都统一成φ5mm圆孔, 防止φ5与φ5.5mm混用, 降低模具更换次数, 提高生产效率。二、关于材料选择, 常用材料有冷轧钢(SPCC)、镀锌钢(SGCC)、不锈钢(304/316)以及铝合金(5052/6061), 选材得结合使用环境与工艺需求:
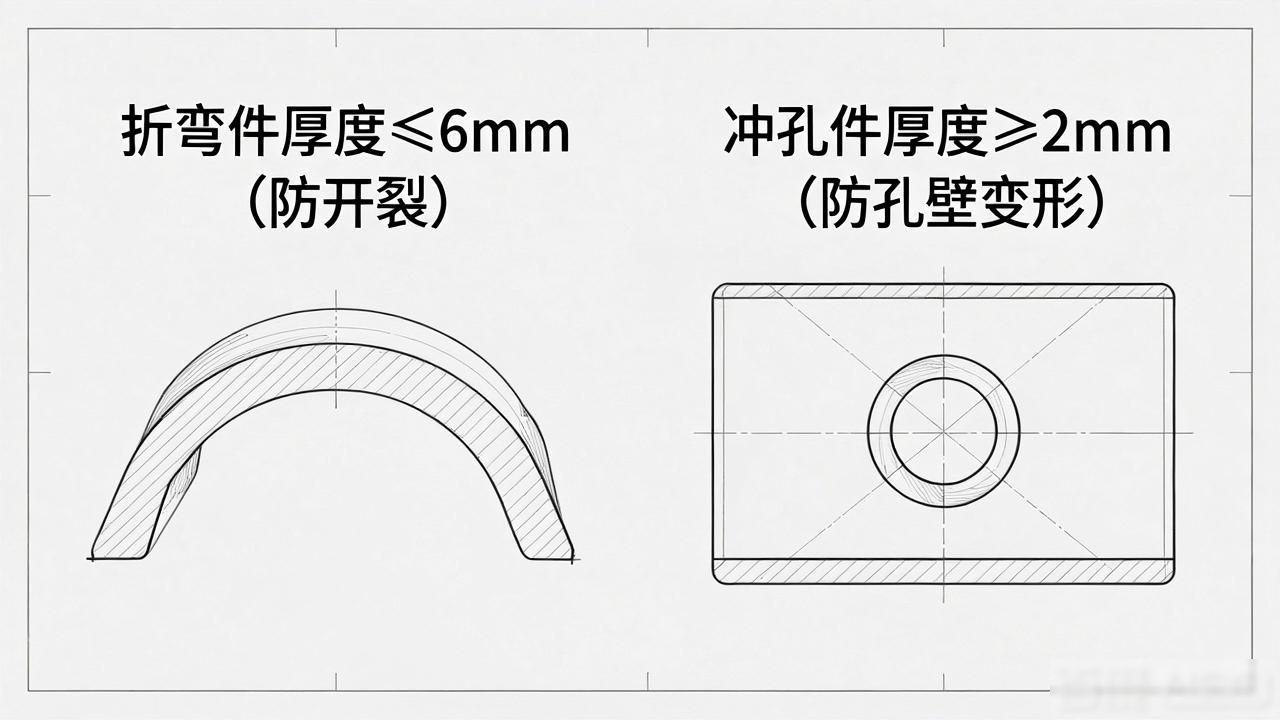
尤其要留意, 对于折弯件而言, 其板材的厚度通常是不会超过6mm的, 目的在于防范其会出现开裂的状况;而对于冲孔件来讲, 其厚度需要是不小于孔径的1/3的(就好比φ6mm的孔所对应的板材厚度要≥2mm才行), 以此防止出现孔壁变形的问题。
三、用于常见结构设计的规范有, 一种是折弯结构, 还有一种是冲孔结构, 另外存在加强筋设计, 再者包含焊接结构, 最后有一种是翻边结构。
综上所述,钣金结构设计的关键之处在于“使得设计能够得以落地”, 即在保证满足性能的状况之下, 全面充分地考量工艺的可行性以及成本的控制情况。唯有掌握材料的特性、结构的规范以及工艺匹配的要点, 才能够达成“易于制造、实用好用、价格便宜”的高效设计目标。












暂无评论内容