

用三维绘图完成之后, 有把它转成Cad能打开的文件的可能, 为了能在Cad里编辑。反过来, Cad转的时候也可能碰到。但好多人不清楚怎么在这两个之间换。这儿介绍一下。
1、文件被打开之后, 里面存在着三维图, 当前所要做的便是把它转换至Cad当中。
2、先要进行选择, 选择“文件”之后的那个“另存为”选项然后呢, 要在“保存类型”相应的下拉列表之中, 去选择“ACIS(*.sat )”这种类型接着, 再一次进行选择, 选择那个称作“选项”的选项随后, 要设置输出的版本, 把它设置为“1.6”版本越低越好。



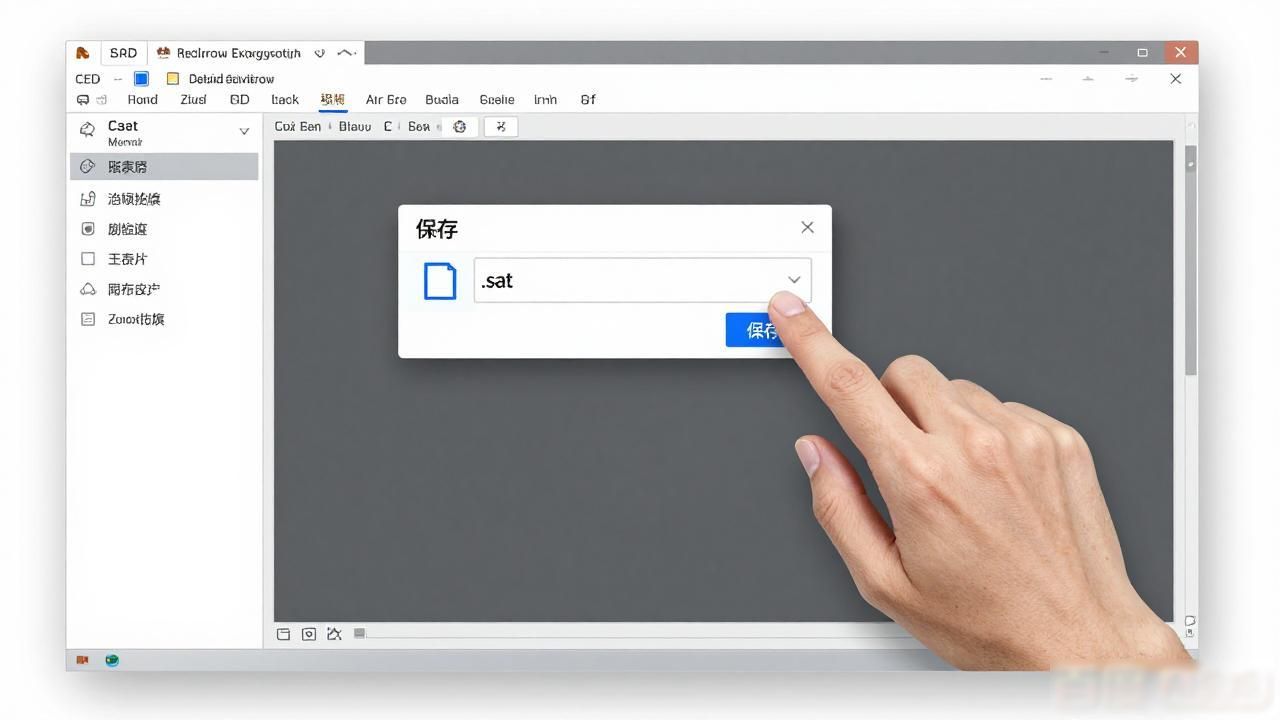
3、一旦点击了保存, 那么, 在我们预先设定好的路径里面, 就会出现后缀名称是sat的文件。

4、点开Cad, 挑选“文件 ”-“ 输入”, 又或者于命令行之中写入“ ”。


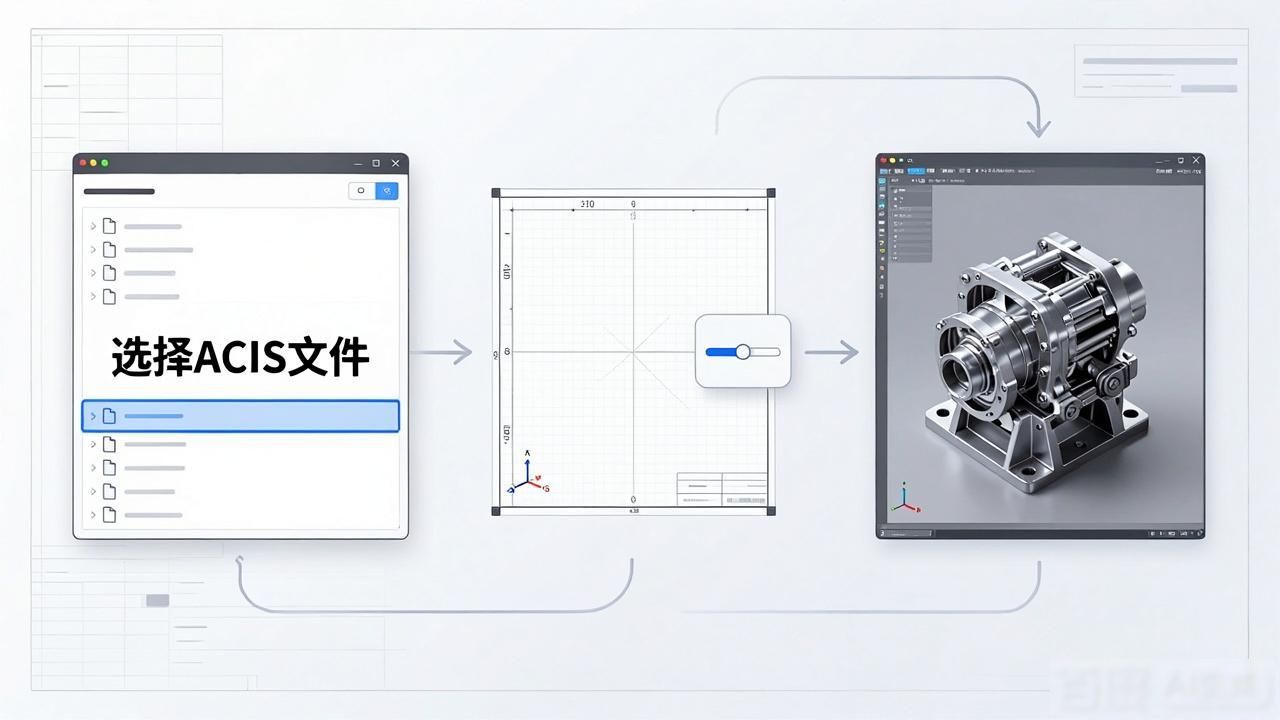
5、在“选择ACIS文件”这一操作里, 把我们方才保存的文件挑选出来。在这个时刻, 再次对视图予以调整, 并且对视觉样式进行调整, 如此一来, 便能够在Cad当中看到三维图了。


6、换个方向来说, Cad进行转变, 那自然就是“文件”选项下的“输出”操作, 于“文件类型”范畴里挑选“ACIS(*.sat)”。还能够直接在命令行那里进行相关操作。


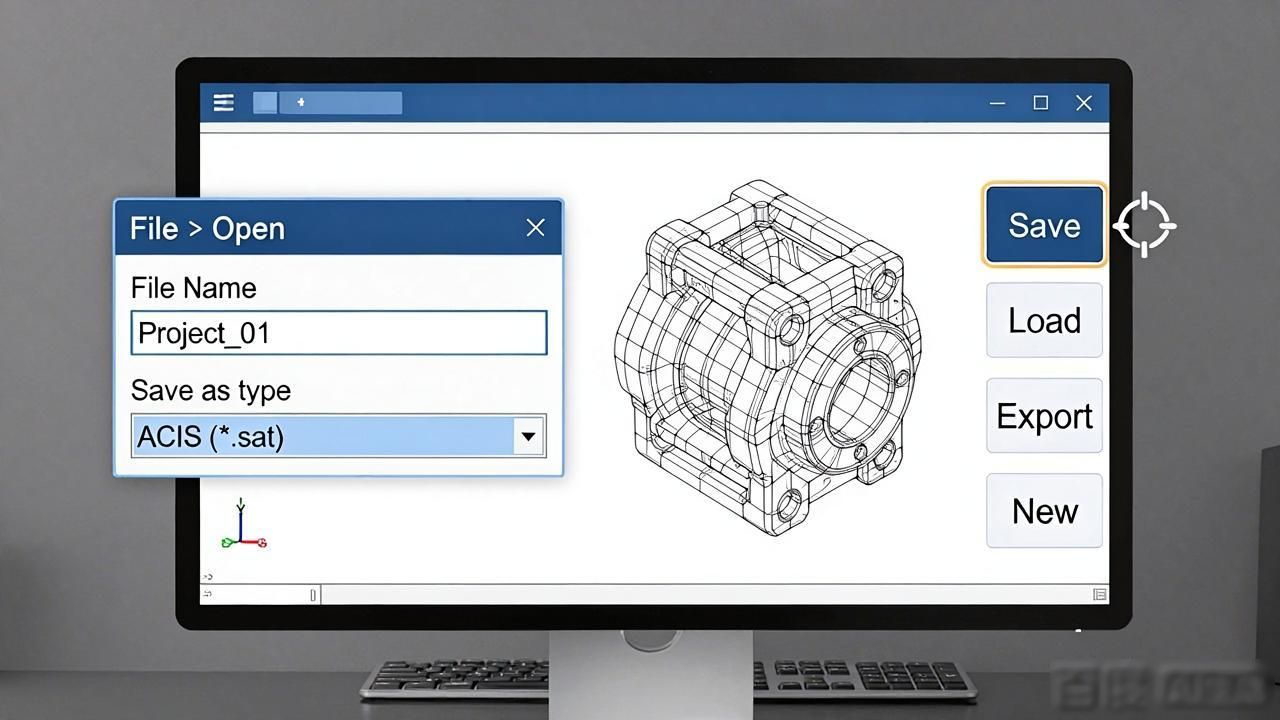
7、接着于其中, 实施“打开”操作, 挑选文件类型设定为“ACIS(*.sat)”, 选取适才所保存的文件便可。

注意事项:
三维图形如果过于复杂,可能会失败。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END












暂无评论内容