
作为工业上常用的用于输送介质的管道种类之一的钢管,管道之间存在着形式多样的连接方式,然而焊接是其中极为重要的一种连接方式,焊接坡口形式以及尺寸对讲到底道质量的优良优劣有着关键影响,以下内容会将几种常被使用的坡口型式予以介绍。
1、我型坡口,适用于管子壁厚处于3.5mm以下的情况,实际上它是那种不需要进行加工的坡口,仅仅留出0.5到1mm左右的对焊缝隙就能够实现焊透。我型坡口呈现的样子如图1所示。
图1

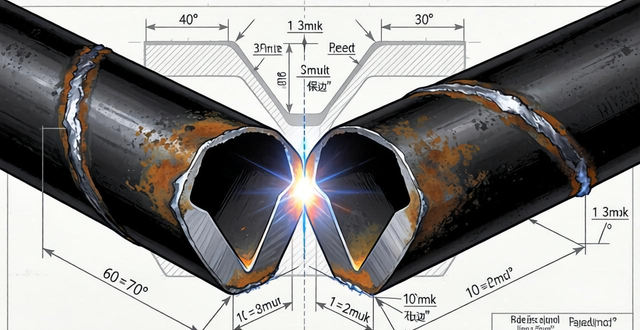
2、V型坡口,是一种用在适用于中低压钢管对焊的坡口,这种坡口所适用的管子壁厚处于20mm以下,在适用的情况下,两钢管端面都带有坡口,其坡口开口角度是60 – 70°,管子对接间隙为1 – 3mm,坡口根部还留有1·2mm的钝边,钝边有着防止根部烧穿的作用,并且钝边的尺寸得保证第一层焊缝能焊透,不然就会产生根部缺陷,V型坡口如图2所示。
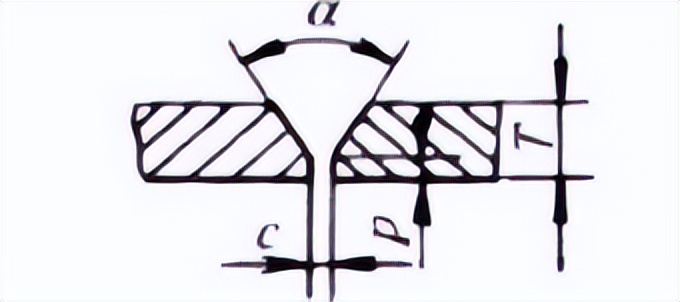
图2
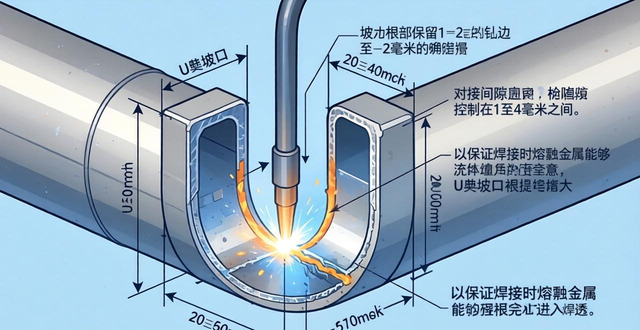
3、高压管子焊接适用u型坡口,其壁厚通常处于20至60mm范围,坡口根部会留有1至2mm的钝边,管子对接间隙是1至4mm。u型坡口根部圆角的作用是增大坡口根部空间,以此保证焊枪能够塞进去,进而实现焊透,确保焊接质量。u型坡口状态如图3所示:
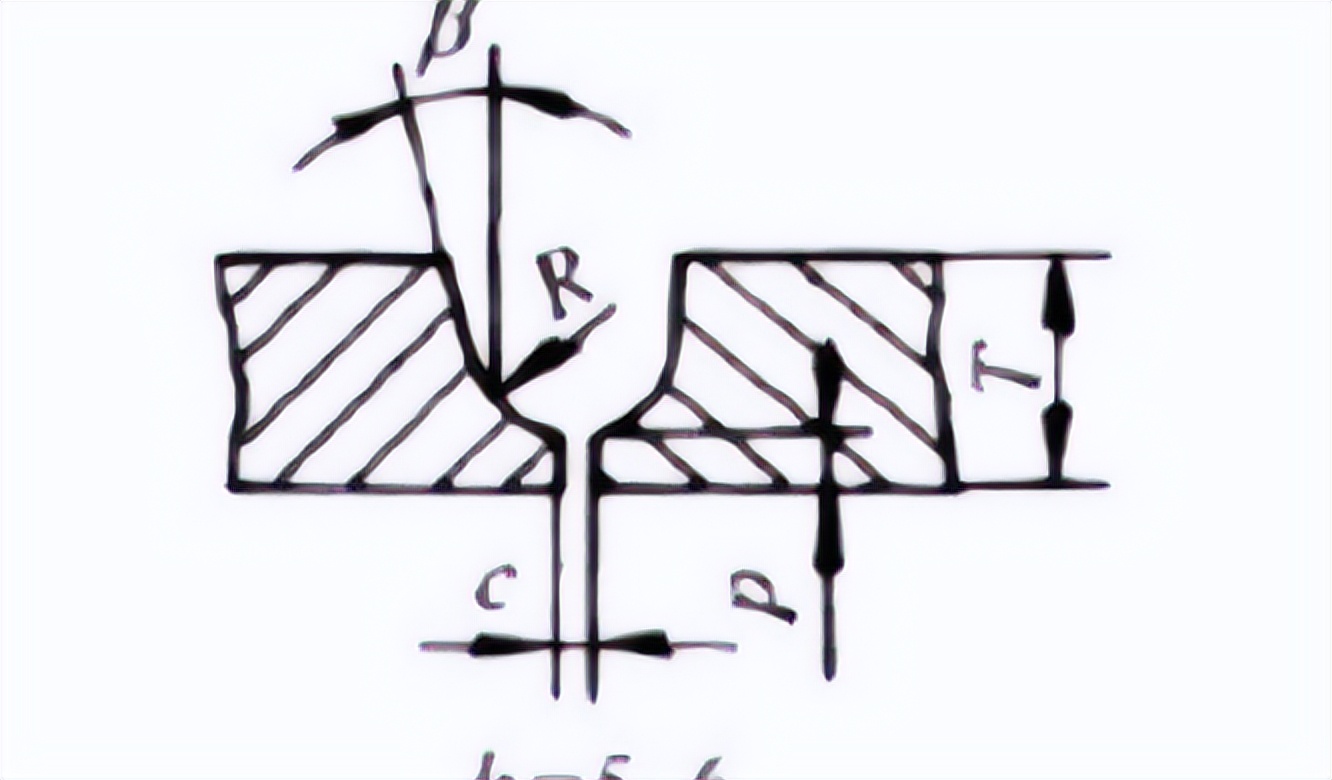
图3
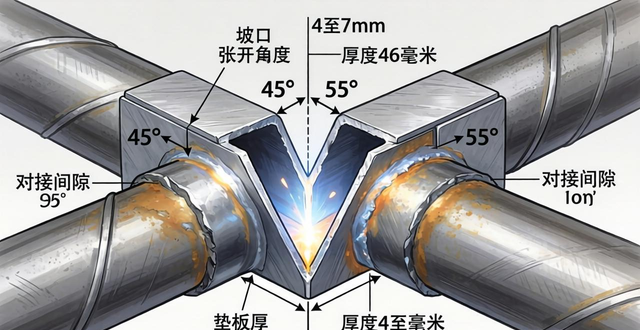
4、带垫板的 v 型坡口,是这样一种形式,坡口的背面贴着一层垫板,由于贴着垫板,对接间隙得以放大,进而不会出现焊接时漏液的情况,通常对接间隙处于 4 至 7mm 左右,垫板厚度为 4 至 6mm,垫板宽度在一定范围内,因为对焊间隙扩大,坡口角度便可以缩小,通常坡口的张开角度处于 45°至 55°之间,带垫板 v 型坡口如图 4 所示。
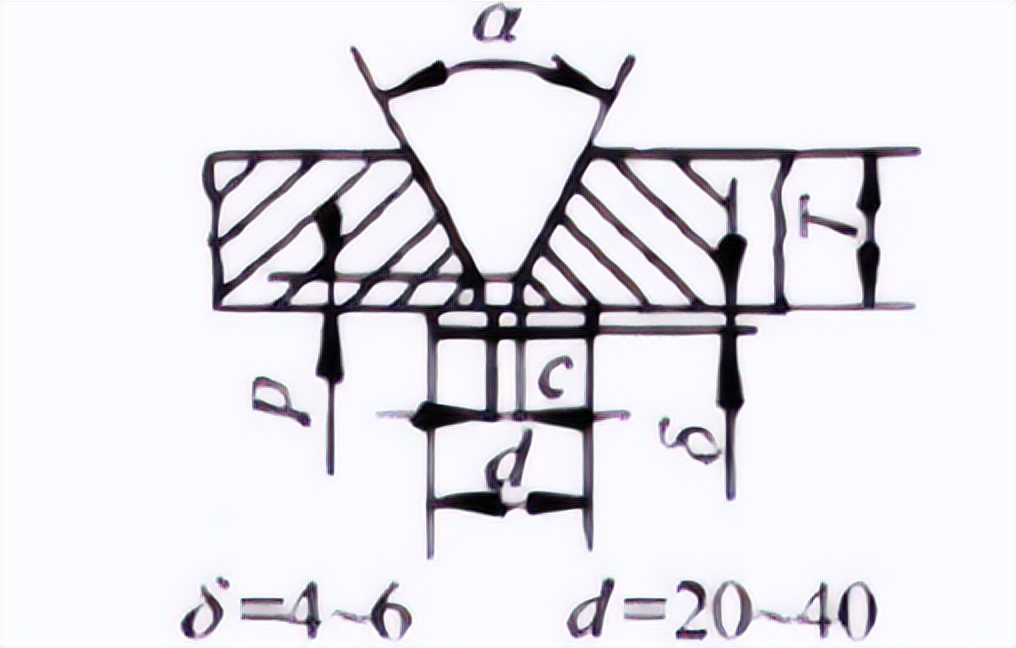
图4
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END









