
金林钣金展开软件破解版这款软件, 是一款极为专业的下料软件, 它的完美破解版, 解决了现场进行放大样时的繁杂状况以及人工计算所产生的误差问题,能够提高工作效率, 提升工作精度, 降低劳动强度, 减少生产成本, 有需求的小伙伴可以去下载体验。
【功能特点】
1、自主开发软件,简单实用
这个软件全都是经过自主研发制作的, 简体中文和繁体中文之间能够便利地进行转换, 在上述操作系统环境之下开展安装并投入使用。它能够独立运行进而绘制出展开图, 还能够和CAD软件(2002至2009版本)进行连接以此绘制得到展开图。
2、操作方便,界面友好
本软件在操作方面具备简易特性, 于各个界面之中均呈现出极为详尽的阐释内容, 针对每一个钣金构件而言都配备有示意图形, 使用者依据这些阐释以及图示便能够以便利的形式运用本软件。便利且详尽的帮助阐释构成了本软件的一项特色。
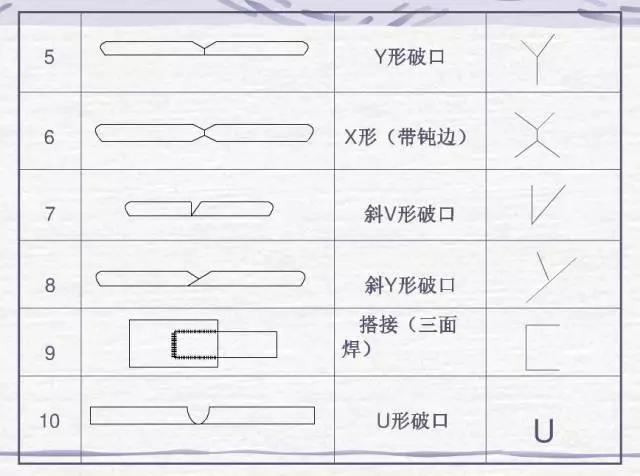
3、钣金构件的立体图、构件图和展开图例
每一种属于七个类型的钣金构件, 都有着与之对应的立体图, 还有构件图以及展开图例, 用户能够非常直观地去了解钣金构件的种类, 并且很容易地找到以及选择所需的钣金种类。
4、自动生成图形
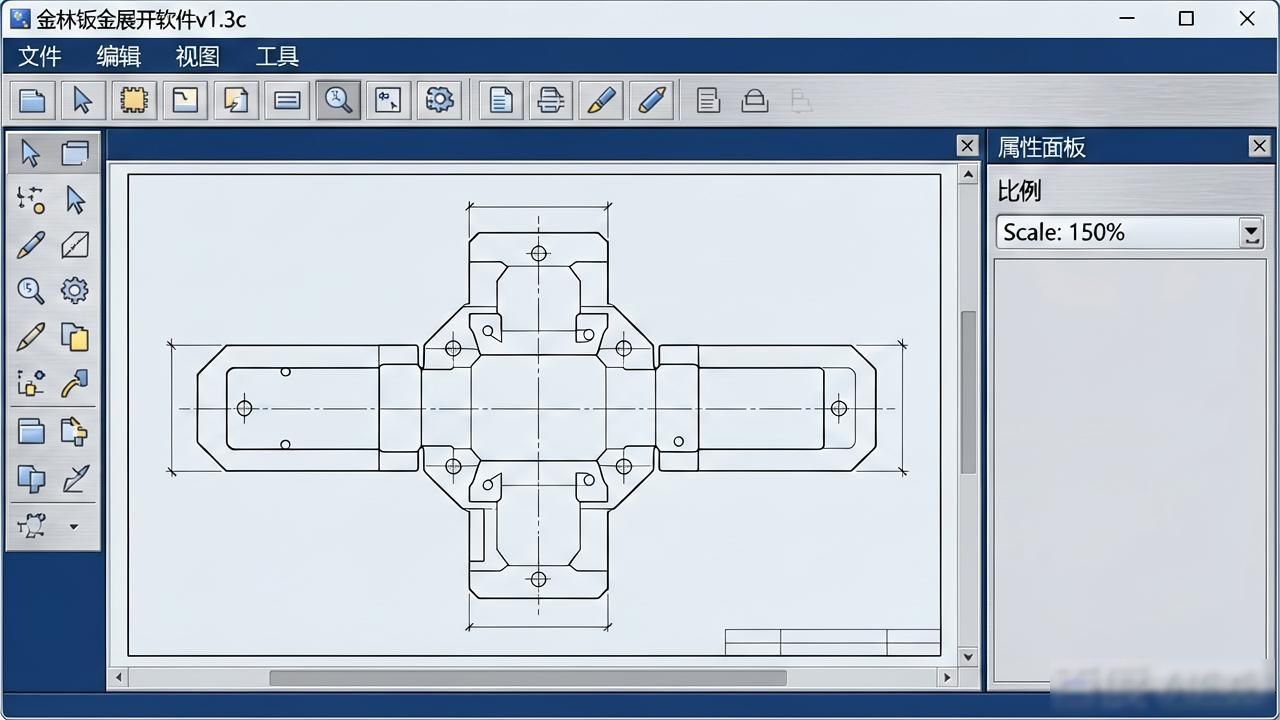
用户输入构件尺寸参数, 依《绘图》进行操作, 便会自动生成构件图与展开图, 且自动标注各类相关尺寸, 之后, 用户能够针对所需去调整图幅大小, 也能调整图形大小, 还能调整字号大小, 接着, 填写标题栏内容, 最后确定无误后, 即可打印输出。
5、可调用画展开图

这是当下世界上极为流行的绘图软件, 它能够跟各类数控设备相衔接。这款软件处于展开图界面之时, 能够直接开启2002至2009版本的软件, 于该软件当中绘制出对应的展开图并且加以标注, 展开图的轮廓线属于多段线, 曲线部分全都拟合成为光滑的弧线, 能够输出至数控切割机进行下料, 达成钣金下料的自动化操作。它还能够在CAD上开展二次绘图, 依照用户的标准和习惯输出所需要的图纸。
6、展开图有两种标注方式
为满足各类用户的需求, 展开图的数据存在两种标注形式。其一乃是传统的长度标注方式, 利于人工在板材上直接进行下料操作;其二则是坐标标注手段, 于展开图上选取某一点作为原点构建直角坐标系, 每一个下料点都依靠文本文件标注该点坐标, 便于输入至各类绘图软件里, 且能够减少积累误差。
7、加边功能
给用户提供便利以咬边形式来加工金属构件起见, 增添了加边功能, 于坐标标注展开图状态时, 轻点“加边”按钮, 于弹出的窗口内选“与边线垂直增加宽度”, 填进所需增多的折边宽度以及起始、结束坐标序号, 再点击“确认”便能得到加边之后的展开图。倘若要对加边数据予以修改, 能够选择“恢复原来坐标值”, 接着点击“确认”按钮, 使之恢复成原来的展开图, 而后再度重复前面所选以及输入参数的动作, 便能够获取新的加边展开图。每一个构件能够输入10段加边曲线, 用以满足不同构件的需求。
在CAD版本这事方面, 要是针对加边的曲线, 有需进行圆滑连接的情况, 那么还能够输入需拟合的曲线序号, 经过拟合之后的曲线, 是由多段圆弧相互光滑连接而成的, 而要是存在不进行拟合的线段, 其点与点之间呈现的是直线连接。
8、有相交方式的选择
为便利用户的各类加工及输入参数习惯, 特意增添了一些选择功能, 用以减少对接焊缝宽度借此提高构件加工精度, 针对相交构件, 存在“插入”以及“骑马”这两种相交方式可供选择, 对于圆管对接构件, 则有“板材中径”与“修正半径”这两种计算方式能够选择。
9、有板材下料和成品管下料方式的选择
加工圆管类构件时, 有的用户会在板材上进行下料操作, 随后借助卷板机, 把钢板卷制成圆管, 而有的用户则是在事先已经卷制好的圆管上, 或者购买的成品圆管上, 利用样板下料, 此后再包裹于圆管之上开始画线下料。为了能够适应不同用户所提出的要求, 软件针对全部的圆管类构件, 增添了“板材下料”以及“成品管下料”这两个可供选择的按钮, 供客户依据不同的要求去进行选择。
10、其它功能
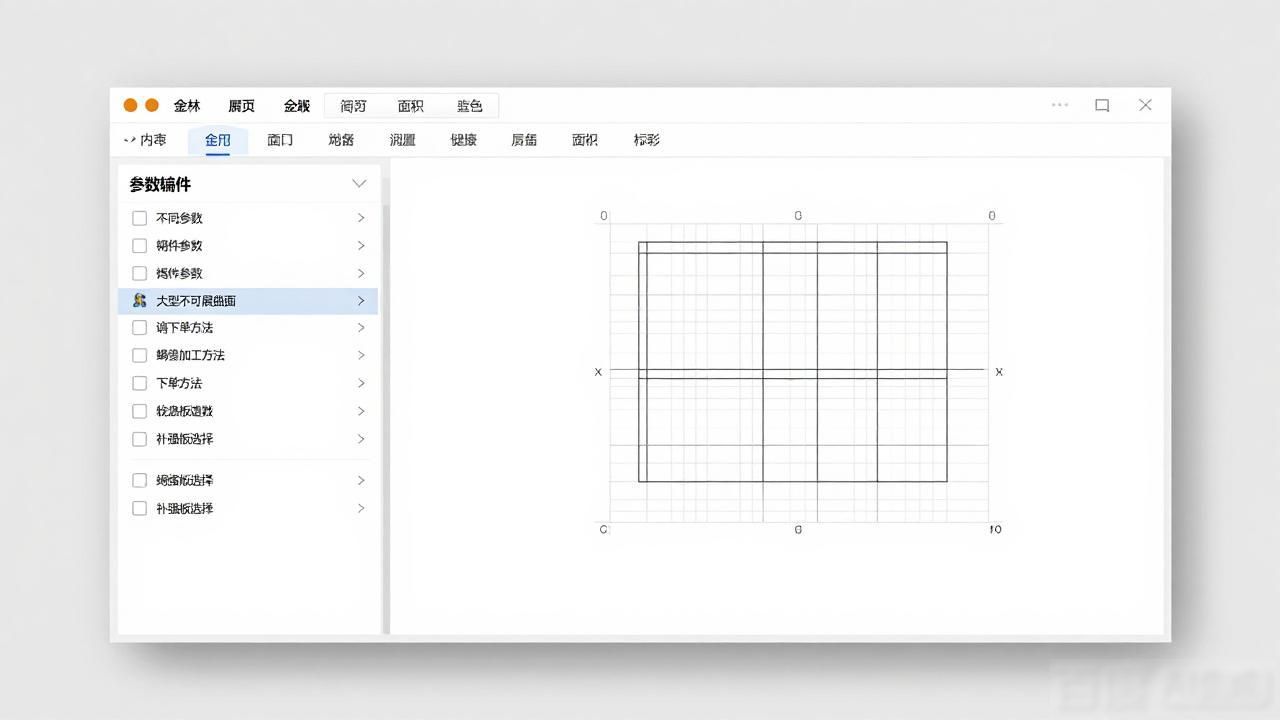
软件设有旨在方便用户计算用料、核算成本, 进而计算展开图面积的功能, 此功能在坐标图上方, 会显示当前展开图的面积。对于部分构件, 鉴于客户的不同要求, 以及同一种构件的不同做法, 分别设置了不同的参数输入方法, 还有大型不可展曲面的不同下料方法、各种蜗壳的不同加工方法, 以及有无补强板等功能的选择, 这能够适应不同客户的各种需求。上述各种选择框存放于输入参数界面的左下方, 烦请各用户留意选择后再进行绘图操作, 以防出现展开图不符合要求的状况。
【菜单命令】
于金林钣金展开软件里, 各个窗体上方的头一栏是菜单栏, 第二栏是命令按钮栏, 用鼠标左键去点击便可进入该功能的状态。各菜单按钮的主要功能以及使用方法是这样的:
1、《类型》-返回类型选择窗体。
2、《项目》-返回当前类型的项目选择窗体。
3、《软件说明》-钣金展开软件的产品概述和总体说明。
4、《帮助》-即本窗体,软件操作功能的说明。
5、《展开图例》-显示展开图例窗体。
6、《参数设置》, 其作用是让参数设置窗体得以显示, 在此对图纸号进行设定, 即进行屏幕显示时的图纸号设定、保存图形时的图纸号设定以及输出时的图纸号设定, 同时还要完成其他打印数的设定。
7、在名为《退出》的软件中, 于类型选择那个窗体进行点击操作时, 便会出现退出软件的情况, 而在其他的窗体那儿点击后呢, 则会返回到类型选择的那个窗体。
8、绘画窗体之中, 当点击返回参数输入窗体之时, 能够再次输入参数, 此为《输入参数》。
9、放大, 将当前项目的图形予以放大, 所放大之后的比例, 于标题栏的比例栏里面进行显示。
10、使得当前所属项目的图形被缩小了, 缩小之后产生的这个比例, 会在标题栏那儿的比例栏里进行展现。
11、《字号加》当中增大图形所作标注文字的字号大小, 每当点击一回增长一个字号数值, 其所能达到的最大字号数目情形为20号。
12、使《字号 -》达成减少图形标注文字字号的效果, 每点击一回就减掉一个字号, 其最小的字号是 8 号。
13、《间隔 +》, 于有些展开图里头, 点按这个按钮能够让尺寸标定间隔更往大处增加。
14、用于部分展开图的《间隔 -》, 点击这个按钮, 能够达成使尺寸标注间隔变小的效果。
15、‘全屏绘图’, 构件图或者展开图呈现为全屏展示的情形, 能干啥, 可以针对图形实施放大缩小的操作, 还能够调整图形标注文字的字号, 以及搞标注线间隔的调整, 这个图形, 它能够放大到3倍屏幕宽与高度的程度, 对于处于图形之上的状况, 按住鼠标左键的话就能够拖动图形, 这方便用来对着图形进行放大之后的观察。放置于图形之外地带, 按住鼠标左键那就能拖动图形背景, 要是图形数量多于一张的时候, 就能够同时去移动所有的图形。处在这个状态下, 是不存在标题栏的, 并且没办法做到插入文字的操作。
16、可显示当前构件图实形尺寸的《实形绘图》, 能于标题栏输入文字, 能在图纸任意处插入及编辑文字, 能对图形进行放大缩小操作, 能调整图形标注文字字号大小, 能更改标注线间隔距离, 在图形上按住鼠标左键时可拖动图形, 于图形外按住鼠标左键时可拖动整张图纸。
17、《构件图》, 它能显示依据输入参数自动生成的当下的构件图, 要是对于图形的大小、位置、字号等方面不满意, 那么可以进行适当的调整。
18、《展开图1》至《展开图3》, 呈现出依据输入参数自动生成当下各个展开图的情况, 钣金构件的不同展开图数量不同, 最少是一个, 最多为三个。
19、〈插入文字〉, 于〈实形绘图〉模式里, 轻点〈插入文字〉按钮, 进而步入插入文字情形, 此刻总图无法移动, 各个图形既无法放大, 亦无法移动。





暂无评论内容