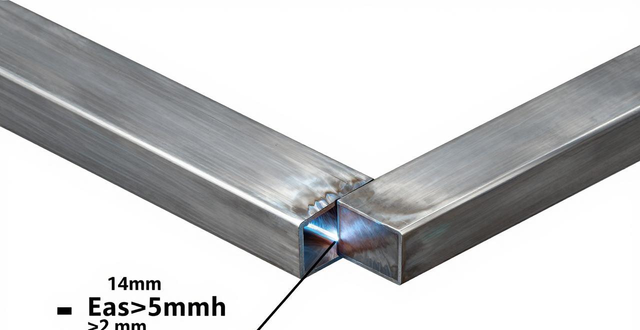


1、 1. 所有进行对接的焊缝,其表面所处位置不得比母材更低,并且和母材之间应当借助圆滑而实现过渡。2. (t视作对接之处较薄那一块板的厚度)。3. 当板的厚度超过14mm的时候,应当在接头的地方开出坡口,坡口所具有的深度不可以小于5mm,在反面通过碳弧气刨进行清根之后,焊缝的宽度依照下面的表格,焊缝多余出来的高度是1~2mm。4. 所有属于对接的焊缝都应该形成得均匀 ,焊缝需要达到平直这样的要求,接头处在宽度方向出现的错位要小于2mm。6. 对接接头在长度方向的不平度应当被控制在。7. 经过打磨之后的焊缝需要同原本就存在的焊缝维持一致。对接焊缝允许偏差值如下表所示,板厚度方面,6至8时,坡口间隙为0至2,焊缝宽度是10至12,焊缝高度为1至2;10至12时,坡口间隙为1至2,焊缝宽度是12至14,焊缝高度为2至3;12至14时,坡口间隙为1至2,焊缝宽度是14至16,焊缝高度为3至4;14至16时,坡口间隙为3至4,焊缝宽度是14至18,焊缝高度为1至2;18至22时,坡口间隙为3至5,焊缝宽度是18至24,焊缝高度为1至2。生产部于2016年3月7日告知,其一,组立前务必要详细核对所运用的材料尺寸;其二,点焊尺寸以及焊点之间的距离应当均匀布局,且焊点大小不可超越要求的焊角高度(t乘以75%,t为腹板厚度);其三,须控制好变截面腹板对接缝隙处的平面度。4、 翼板对接的焊缝之处,跟腹板对接的焊缝那里,应当是平直的。5、翼板对接的焊缝跟腹板对接的焊缝,二者之间所具有的距离,应当与验收规范的要求相契合(——、在进行装配以前,需要对所有的半成品开展详细的核对工作,看看是否跟料单数据保持一致。2、在这个整体的装配过程里,其中的重点的地方、难点的关键、复杂的部位,比如:节点、孔、角度、连接孔,是否跟料单相互符合。3、要准确无误地去核对详查几何尺寸,从而确保处在允许偏差范围之内。4、装配顺序方法的合理程度,应当符合验收规范的要求,比如说,吊车梁、钢梁是不可以下挠的,首要的是要考虑起拱,还要先去检查H钢的起拱方向。5、坡口间隙的加工必须严格按照焊接工艺来操作,不能够随便进行改变,以此来防止构件出现较大的变形。6、要严格把控柱构件的长度、角度尺寸,从而保证现场安装能够顺利进行。7、法兰板宽度方向的倾斜应当控制在。&法兰板长度方向的倾斜应当控制在。9、法兰板的平面度应当控制在1mm以内,而且只允许凹进。10、对于法兰板而言,其装配位置的偏心情况,应当被控制在2mm范围之内。11、针对所有主构件上所具备的附件,它们的定位尺寸需要被控制在3mm范围之内。特别需要指明的是,所有附件上孔中心的定位尺寸,是应当得到严格控制的。12、构件整体意义上的长度,应当被控制在+~-。13、。14、。15、。16、柱脚底板的平面度,应当被控制在。17、要对构件组装之后孔距的允许偏差,进行严格控制~。18、钢梁以及吊车梁,其整体长度是不可以出现下挠现象的。19、切割过后所产生的毛刺以及切割渣,必须要清理得干干净净句号。行车粱公差标准方面:一是拱度的要求,上拱度需要被控制在5mm范围以内,不可以出现下挠的情况;接着,侧弯应掌控在5mm范围之中;然后,翼缘板不平度要控制在每米范围2mm之内;随后,行车粱整体长度应限制在0~ -5mm范围里;再之后,与轨道接触面的倾斜度应予以控制;最后,安装孔中心距偏差不得大于2mm。生产部于2016年3月7日。二氧化碳气体保护焊工艺要求为:焊工要挑选合理的焊接顺序,从而将构件变形程度降低到最小。2、因板材厚度存在差异,故而要选用与之相匹配的不同工艺参数及焊角大小。其中,焊角控制要求为:最薄板的75%。第三,需坚决杜绝出现漏焊、缺焊的情况,尤其是收弧、起弧的位置,包角焊务必不能遗漏。第四,所有会对焊缝外观质量造成影响的缺陷都应当进行彻底整改,特别是表面焊渣飞溅这类情况。第五,不管是对接焊接还是角接焊缝,都要与母材实现圆滑过渡。第六,焊缝的外形以及内在质量都必须相符于图纸或者标准要求。第七,焊接后的檩托板在横向、纵向都不可以出现倾斜。











