
排序

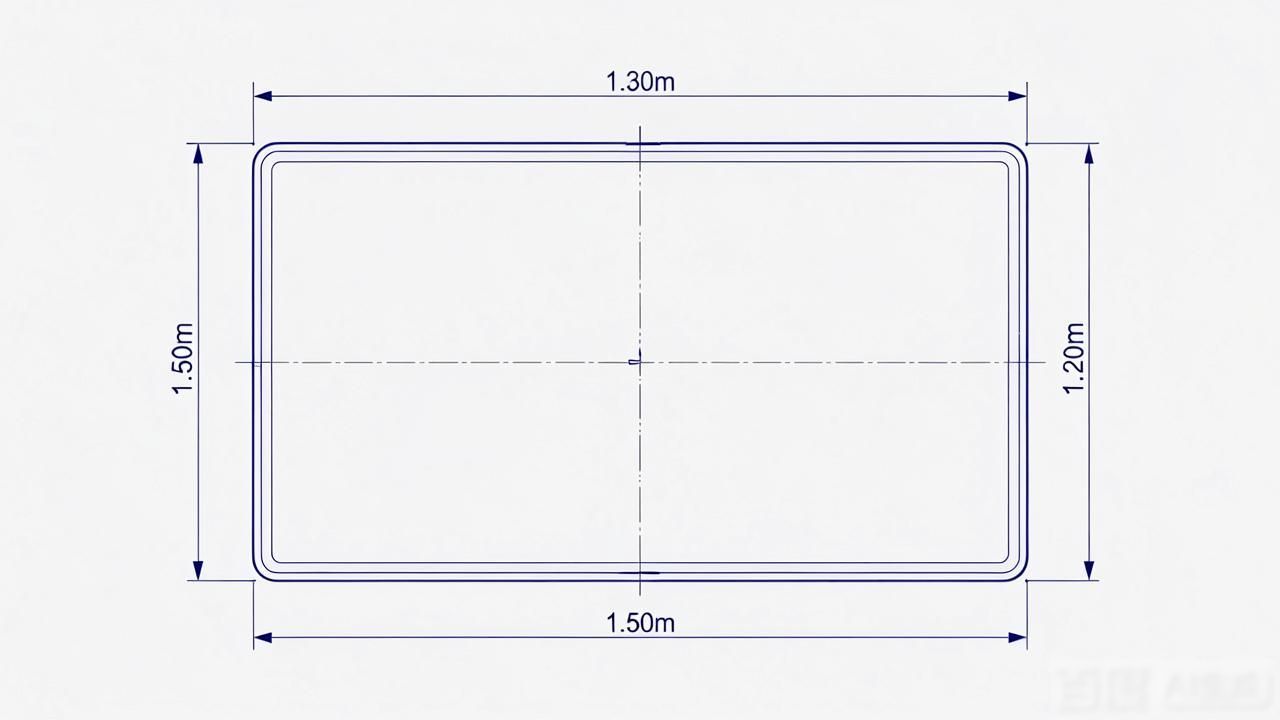
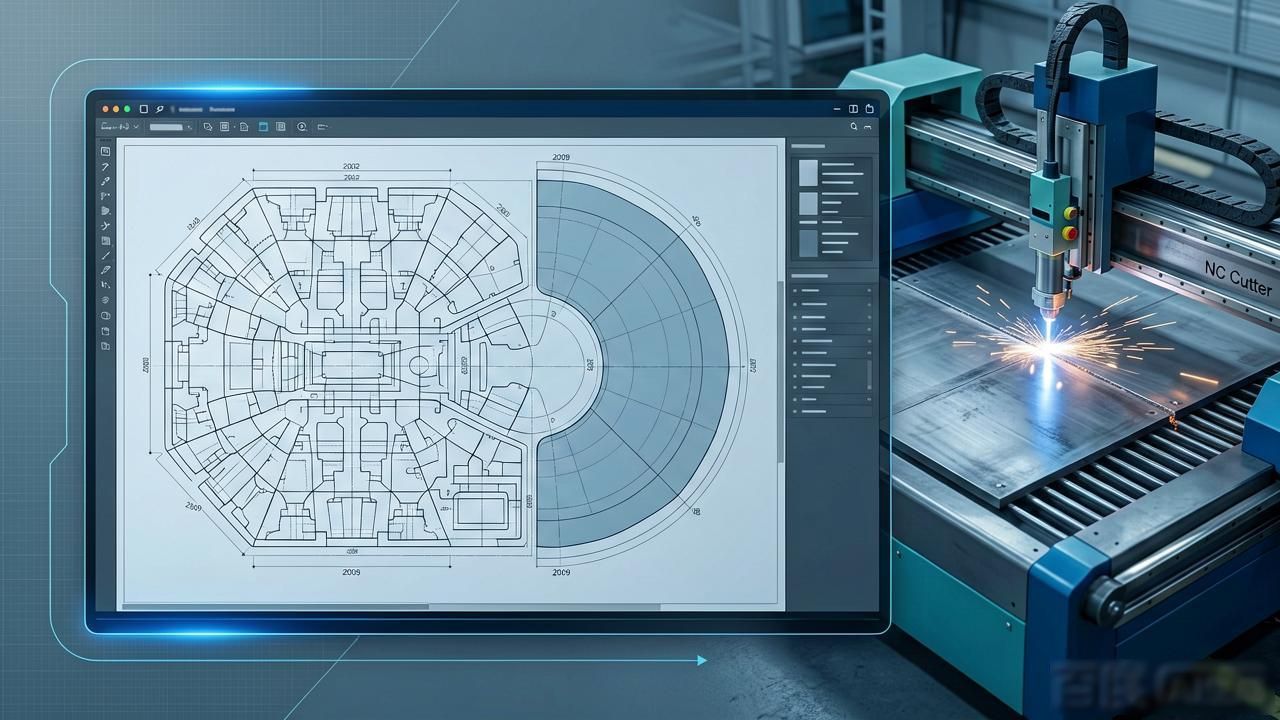
一张图看懂钣金加工全流程:从图纸到成品的旅程
一张图看懂钣金加工全流程:从图纸到成品的旅程一张平整的金属板材,经过一系列精密而有序的蜕变,最终成为我们生活中随处可见的机箱、机柜或复杂构件,这背后的旅程远比想象中严谨。
齐乐手板|钣金工艺解析:特点、流程与常用材料
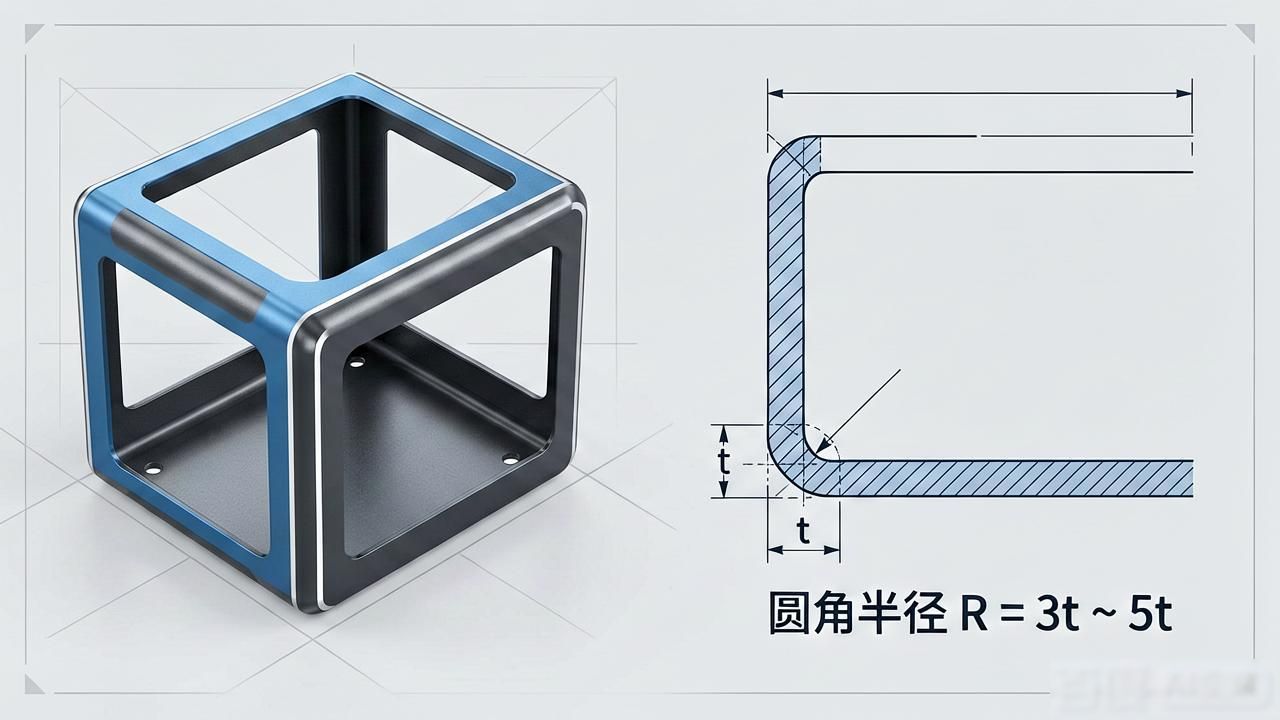
钣金,是对金属薄板(通常厚度在6mm以下)进行剪、冲、折、焊等冷加工,以制成所需手板或零件的工艺总称。它是现代制造业中应用最广、成本最低、灵活性最高的成型方式之一
金林钣金展开软件v1.3c破解版 最新免费版
金林钣金展开软件破解版是一款非常专业的下料软件。这款金林钣金展开软件完美破解版解决了现场放大样和人工计算的繁杂和误差,可提高工作效率和精度,降低劳动强度和生产成本
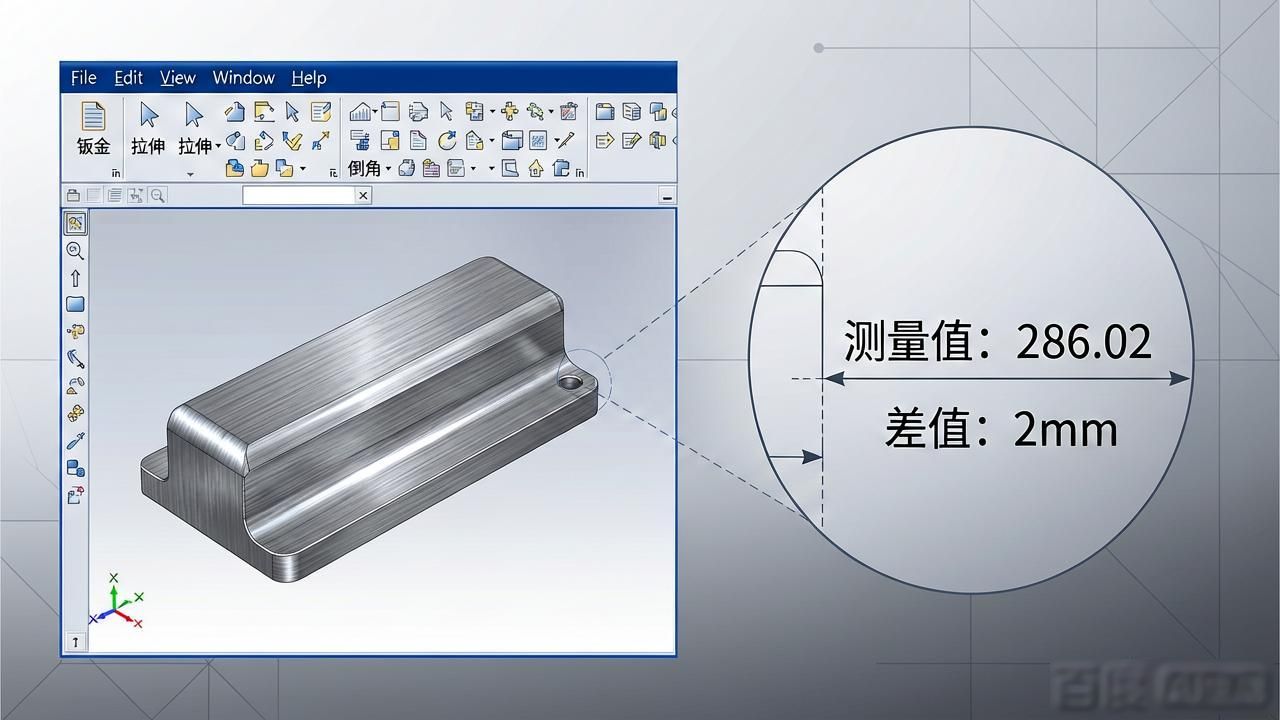
UG NX钣金展开尺寸不准?这折弯展开计算原理你知道吗?
有学员在使用UG钣金模块中的展开命令对钣金产品做下料图时,发现软件展开的尺寸和手工计算的尺寸对不上,这是什么原因呢?就拿卷圆来说,一般我们计算的话
玩转中望3D | 钣金展开图自动生成秘籍!
你想要精准地表达板料的折弯过程,同时确定最佳材料下料尺寸吗?在中望3D的帮助下,这一切变得轻而易举。通过本课程的学习,您将掌握如何利用中望3D自动生成钣金展开图
