
从选材开始, 历经设计, 经由具体加工, 直至检验, 这一牵涉多个步骤的历程, 便是钣金机箱的加工规范所涵盖的完整流程。为能使您迅速知晓其中核心要点, 您能够参照如下表格去了解主要规范框架:
规范类别 核心要点与关注重点
对于材料与设计规范这方面, 存在材料选择的情况, 像冷轧板、不锈钢这类就是材料选择范畴, 还有板材厚度要保持一致性, 设计展开需具备合理性, 并且要进行公差控制, 比如像GB/T 15055这种情况。
核心的加工工艺规范有着, 下料这一环节(包含激光或者数冲方式), 折弯环节(控制圆角半径), 焊接环节(关注焊缝质量), 其他连接的方式(涉及压铆又或是抽孔), 表面处理方面(涵盖喷涂以及电镀)。
针对质量检验以及验收规范, 外观方面要求平整且不存在损伤, 尺寸以及形位公差方面, 具体涵盖平面度与垂直度, 装配以及功能方面, 要求间隙合适且插拔顺畅, 焊接专项检查方面, 需确保无虚焊裂纹。
存在特殊结构, 还有新兴工艺, 其中包括卡嵌式结构, 此为高精度折弯与拼焊, 还存在工艺复合, 其作用是减少工序, 另外还有数字化与自动化。
材料与设计规范
材料选用方面, 常常会用到冷轧钢板、不锈钢板等, 其有着强度上佳、在刚性这个方面表现好的要求, 并且表面要平平整整不存在任何缺陷状况, 此外, 板材的厚度一般是处于6mm之下。
设计原则:
展开合理:设计展开图时要考虑省料和加工便利性。
厚度一致:这是钣金件的显著特征。

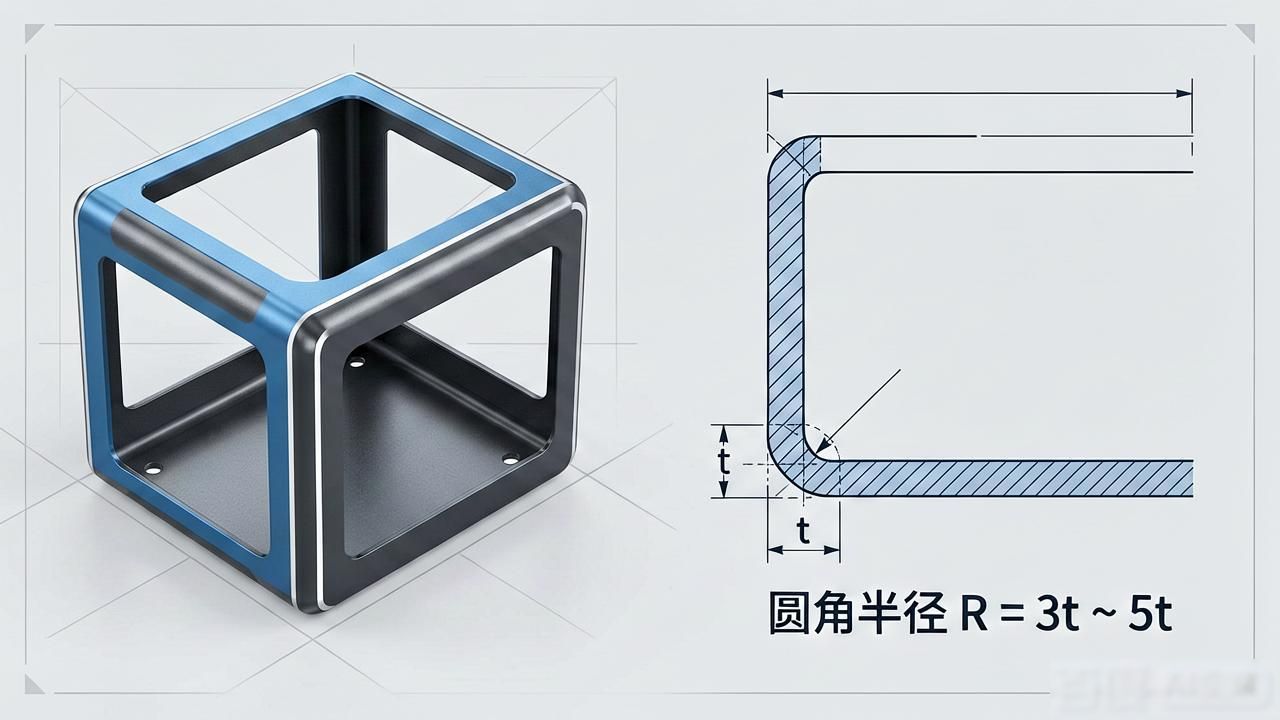
采取这样的圆角设计, 要回避过小的折弯圆角半径, 以此防止材料炸裂这种情况出现。拉伸件的圆角半径存在具体的规范要求, 像底部的圆角半径, 适宜处在板厚的3到5倍这个范围之间。
公差的标准是, 没有标注公差的情况之下, 通常会去参考GB/T 一百五十零五十五杠两千零七的m级的那个标准。
核心加工工艺规范
材料制作: 主要方式是数控冲床以及激光切割, 条件是尺寸要求精确无误, 切割面不存在过多的毛刺。
折弯:
核心是控制折弯圆角半径和防止变形。
折弯后,折弯部位两侧允许有板厚约15% 的鼓起。
焊接:
常见方法有电弧焊、气焊等。
关键要求是, 焊缝要牢固且均匀, 不存在虚焊、裂纹以及焊穿等这类缺陷;焊接完成之后, 需要进行打磨使其平整, 还要清除焊渣飞溅物;对于重要部件, 焊接之后要消除应力, 以此来防止变形。
其他连接与成型:
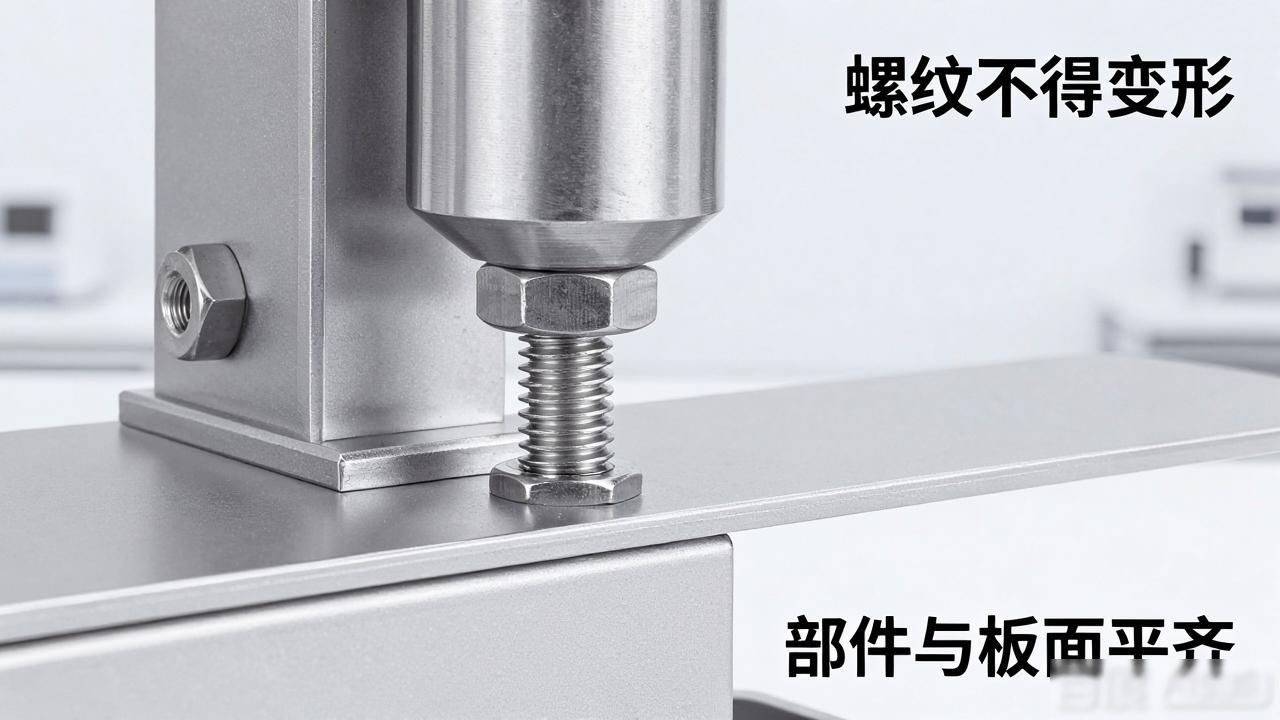
压铆:压入螺母、螺钉后,螺纹不得变形,部件应与板面平齐。
针对特定功能, 会用到抽孔、压筋 , 抽孔的时候(也就是翻边时)这个方向是需要留意的 并且 通过压筋能够让刚性得以增加。
表层处理涵盖了诸如喷涂、电镀等方式。在进行处理以前, 务必要保证表面处于清洁状态。完成喷涂之后, 其色泽应当呈现出均匀的态势, 不存在漏涂以及气泡的情况。
质量检验与验收规范
其验收环节, 是处于末期阶段, 且是最为关键重要的一环, 而检验所获取的结果, 一般是以产品最终抵达之地所呈现出的结果作为依据的。
对于外观进行检查时, 其表面应当是平滑的, 不存在锈蚀情况, 没有划伤现象, 也没有明显的变形状况, 并且喷涂的色泽是均匀的。
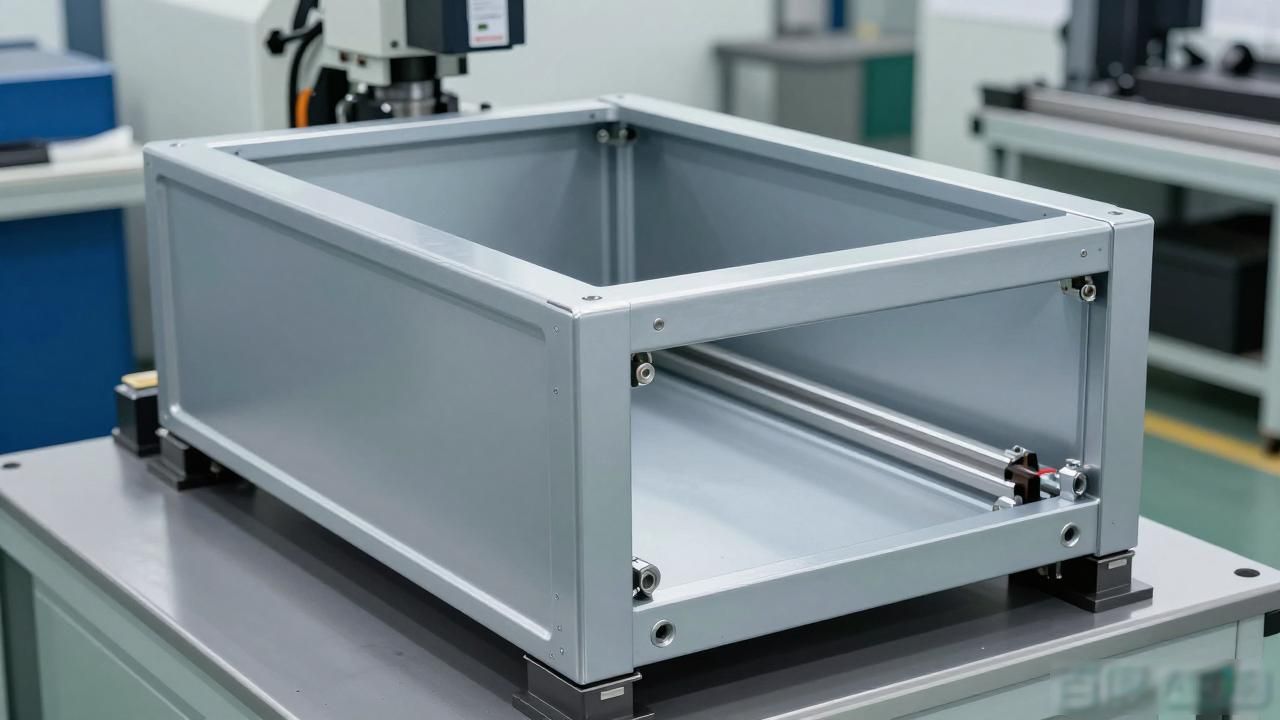
尺寸与形位公差:这是检验重点,常用要求例如:
箱体底面及其他侧面平面度 ≤1mm。
箱体前后/左右立面相对底面的垂直度 ≤1mm。
面板相关平行度、垂直度通常要求 ≤0.5mm。
装配与功能检查:
面板装入应垂直端正。
插箱、导轨等装入拔出应顺畅,安装后稳固无松动。
焊接专项检查:检查有无裂纹、气孔、咬边等缺陷,并确认强度。
特殊结构与新兴工艺
卡嵌式结构啊, 是设计格外紧凑的那种, 它不需要或极少用螺丝的, 严丝合缝的保证靠的是高精度折弯以及拼焊了。
工艺发展趋向, 着重于工艺的复合情况, 像是激光切割跟折弯融合为一体的那种, 强调设计的标准化, 并且推动着生产朝着自动化以及数字化的方向逐步前进。
给你的建议
为了确保加工质量,除了上述规范,你还可以注意:
设计阶段的沟通, 于正式开展加工之前, 把设计图纸拿去和加工方做工艺评审能防止好多后续出现的问题。
确保关键等级清晰: 于图纸之上, 确切地标记出那些对于产品功能而言, 具备至关重要作用的关键尺寸以及特征, 从而在进行加工以及检验操作时重点予以关注。
考虑进行样机制作, 针对新设计的机箱, 或者结构复杂且要求高的机箱而言, 建议首先制作原型样机, 以此来验证设计, 验证装配, 验证功能。












暂无评论内容