排序


2026年域控制器CNC加工精度优化方案与厂家选择指南
2026年域控制器CNC加工精度优化方案与厂家选择指南从2011年我刚入行算起,国内能做汽车电子外壳精加工的厂,一只手数得过来。那时候大家普遍觉得“能铣出来就行”,没人跟你谈±0

钢结构构件加工之火焰矫正(实务操作)
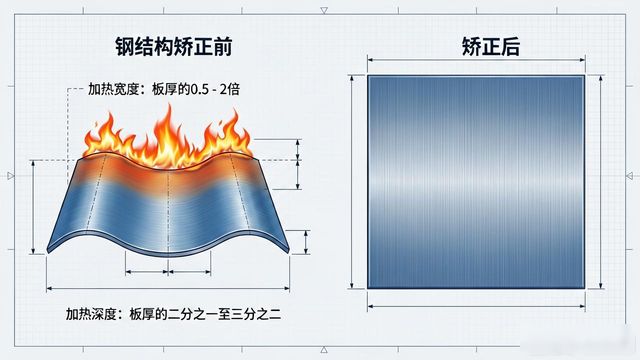
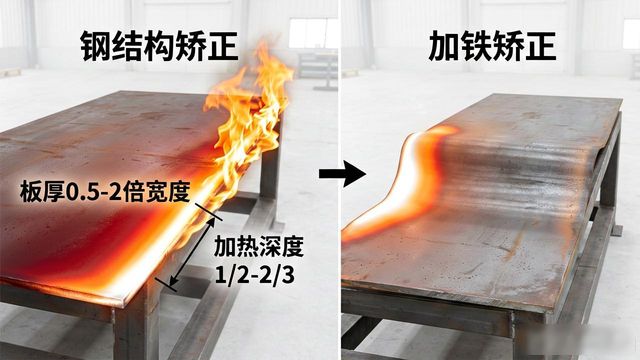
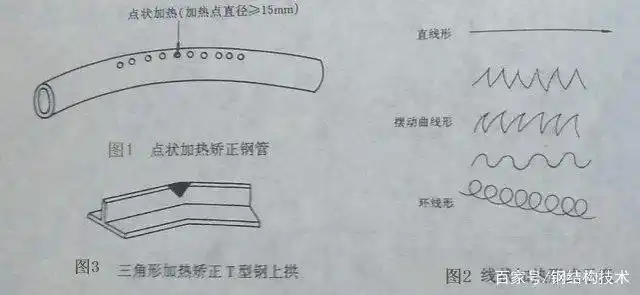
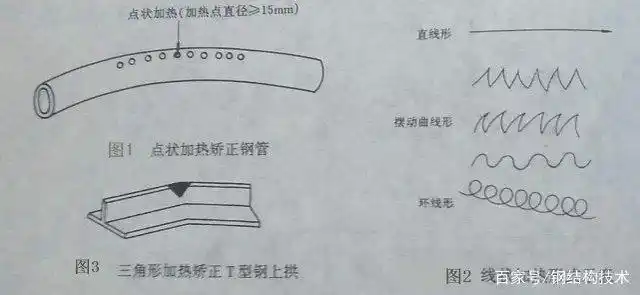
号超过矫正机负荷能力或构件形式不适于采用机械校正时,采用火焰矫正。(1)火焰矫正的原理钢材受热以12×103(℃)的线影胀率向各方向伸长。由于周围受热处物体的限制

浅析大型储罐罐底焊接工艺【赶紧收藏】
底层壁板 与边板连接角焊缝的纵向收缩造成罐底周围边长的缩短而引起罐底边缘板径向收缩,该焊缝又是双面角焊缝 ,焊接截面大,焊缝长,焊接收缩变形大,通常收缩量为5~15mm

钢结构构件加工之火焰矫正(实务操作)
号超过矫正机负荷能力或构件形式不适于采用机械校正时,采用火焰矫正。(1)火焰矫正的原理钢材受热以12×103(℃)的线影胀率向各方向伸长。由于周围受热处物体的限制