
当号超过矫正机负荷能力, 或者构件形式不适于采用机械校正时, 采用火焰矫正。
(1)钢材受热, 其以 12×103(℃)的线影胀率向各方向伸长, 因周围受热处物体限制, 受热物体受到压缩, 冷却时比原来长度减少, 收缩后的长度比未受热的有所缩短, 这种特性为火焰矫正提供可能, 用此法矫正时, 在适当位置对构件进行火焰加热, 构件冷却时产生很大冷缩应力, 达到矫正变形目的。
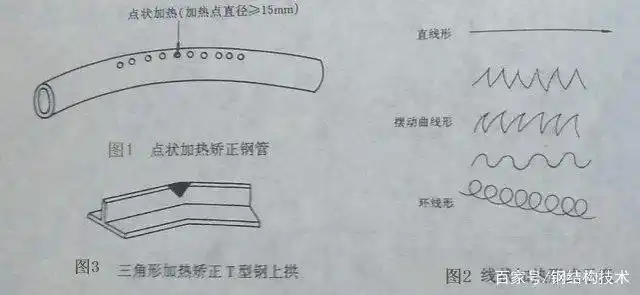
(2)火焰矫正常见运用方式以及温度把控, 火焰矫正常用的加热方式存在点状加热、线状加热以及三角形加热这三种, 点状加热依照结构特性与变形情形, 能够加热一点或者多个点, 线状加热之际, 火焰顺着直线移动或者同时在宽度方向开展横向摆动, 宽度通常大概是钢材厚度的0.5至2倍, 大多运用在变形量比较大或者刚性较强的结构, 三角形加热的收缩量相对较大, 常常用于矫正厚度较大、刚性较强的构件的弯曲变形。为点状加热矫正的实例及示意图的是图1, 为线状加热矫正的实例及示意图的是图2, 而图3呢, 是为三角形加热矫正的实例及示意图。

低碳钢的热矫正加热温度通常是600 – 900℃, 普通低合金钢的热矫正加热温度一般也是600 – 900℃, 800~900℃属于热塑性变形的理想温度, 然而加热温度不能超过900℃。要是加热温度再高, 就会致使钢材内部组织出现变化, 晶粒会长大, 材质会变差。低碳钢塑性良好, 当收缩应力超过屈服点时会随即产生变形进而引起应力重分配, 不会产生较大问题。但中碳钢会因为变形而产生裂纹, 所以中碳钢一般不采用火焰矫正。普通低合金结构钢在加热矫正之后应缓慢冷却。
(3)火焰矫正所使用的工具, 火焰娇正当中烤枪所具备的技术, 烤枪能够加长混合管以此来改善劳动条件。
K – 73H 自动线状加热机, 主要用于焊接后的钢板各种变形修整, 还用于钢板的弯曲加工, 它同以往手工作业相较, 更能获取均匀加工特性, 工作时间被大幅度缩短了。
(4)关于三种火焰, 其存在着最高温度。射吸式焊矩借助氧与乙炔混合气体, 在点燃之后会燃烧进而产生火焰。通过调节氧和乙炔的混合比例, 能够获取三种具备不同性质的火焰。而且此三种火焰, 它们的氧、乙炔体积比例以及所能达到的最高温度, 在(表一)中有所呈现。
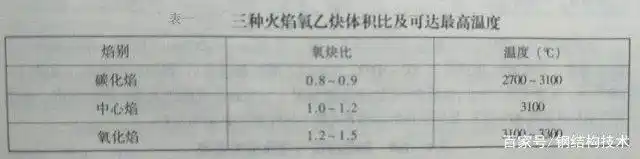
因乙炔未完全燃烧而形成的碳化焰, 容易致使钢材产生碳化现象, 尤其是对于处于熔化状态的钢材, 有着添加碳质的作用。在这种火焰处于正当时的情况时, 应当尽可能地避免采用。
针对于那些变形程度比较大的部位所进行的矫正, 其要求加热的深度要超过5mm, 这样一来就需要采用较慢的加热速度, 在这种情况下适宜运用中心焰来施行矫正才比较恰当。

针对变形较小的部位实施矫正, 其要求加热深度小于5mm, 这种情况下那就需要较快的加热速度, 而在这时要用氧化焰来进行矫正。
(5)火焰矫正加热状态会给矫正效果带来影响, 火焰矫正的关键, 是火焰对钢材做局部加热后钢材的变形规律。影响火焰矫正效果的因素主要包含火焰加热位置, 对, 关于加热部位选定要挑选在钢材弯曲处可是其纤维急需缩短的地方, 通常来说, 位于弯曲处向外凸的地方, 还有宽度、长度、大小、温度等等多种, 其中加热位置的确定得选在钢材弯曲处其纤维需缩短的部位。
进行矫形的钢板, 其加热面积涵盖了加热线的宽度、点的直径以及三角形的面积大小等维度, 这其中的加热面积对于矫正变形拥有某种能力, 而侧加热的确能够促使其有着变为趋直的弯曲状态, 对于这种矫正变形能力的大小有着显著影响 , 针对同一厚度的钢板而言, 其加热线越宽, 那么钢板弯曲量越大 , 一般来讲, 加热线宽度与弯曲量呈现出成正比的关系 , 加热线宽度处于板厚的0.5至2倍周边的范围。
在所允许的火焰矫正温度范围以内, 针对烯正的变形能力而言, 钢材的加热温度, 一般情况下是这样 , 一般来说是这样子。
温度越高的时候, 矫正变形的能力就会越大。针对100mm(直径)的圆钢, 在其处于中间, 以不一样的温度进行加热, 其加热的温度, 与冷却之后的圆钢, 加热温度与矫正变形的能力呈现出成正比的关系。

火焰矫正控制效效果的重要一环是加热深度, 给10mm厚的钢板在居中位置对20mm宽度作直线加热, 加热温度为70℃, 在对其施以不同加热深度后, 钢板在不同加热深度情形下与弯曲量呈曲线关系, 加热深度通常控制在钢材厚度的4%以下, 若采用三角形加热方式则为构件宽度的44%左右, 加热深度一般较难测量, 大多靠经验判断。
要是一次加热没能达成矫正效果, 那就得进行第二次加热, 其加热温度应当稍微高于前一次, 不然同样不会有效果。热矫正的加温次数跟升温是成正比例的, 每重复一回都必须提升一回温度才会有成效, 然而钢材温度超过 900℃往上, 那么材料性能就会变脆, 进而影响使用性能, 所以, 同一部位加热矫正不能超过两次。
经过热矫正之后的冷却方式同样是相当关键的, 比如说在空气中进行缓慢冷却的情况下, 被加热区域的钢材韧性基本上不会下降, 然而要是采用浇水骤冷的方式, 那么被加热区域就会出现明显的脆化现象。所以呀, 热矫正完成之后应该进行缓慢冷却, 绝对不能够用水来进行骤冷。

(6)火焰矫正有着工艺规程, 要开展火焰矫正操作, 就得遵循一定的工艺规程, 按照工艺规程来进行操作。
先做好矫正之前的准备工作, 接着检查氧气、乙炔、工具以及设备的状况, 随后挑选出合适的焊矩, 再挑选出合适的焊嘴。

②知晓矫正件的材质, 以及它的塑性、结构特性、刚性, 还有技术条件以及装配关系等, 探寻出变形原因。
③通过目测的方式, 或者借助直尺、粉线等工具, 来开展测量变形尺寸的操作, 然后明确变形的大小, 并且对变形的类别进行分析。
第四步, 要确定加热的位置, 以及加热的顺序, 还得考虑是不是需要加大外力, 一般而言呢, 得先去矫正那个刚性比较大的方向, 还有变形比较大的部位。
要确定加热范围, 还要确定加热温度, 以及深度。通常来说, 对于那种变形大的大工件, 它的加热温度是600℃到800℃ , 而焊接件的矫正加热温度是700℃到800℃。
首先, 要对矫正质量展开检查, 接着呢, 针对那些没能达到质量要求的范围, 要进行再次的火焰矫正。然后, 如果矫正量过大的话, 应当在反方向实施火焰矫正, 一直到符合技术要求为止。
⑦一般的部件经过矫正后在通常情况下是不需要进行退火处理的, 然而对于那些有着专门技术规定的矫正后的部件而言, 是需要做退火处理操作的, 其目的在于消除矫正所产生的应力。焊接而成的部件的退火温度一般是为650℃。
(7)火焰矫正实例。
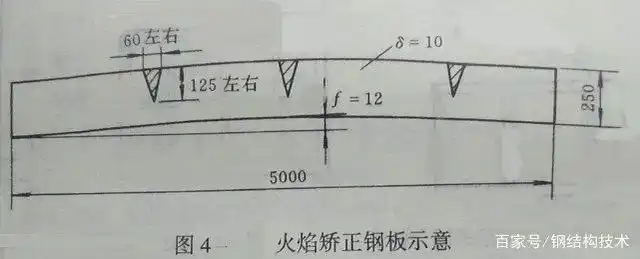
1)一钢板弯曲情况如(图4)所示,试用火焰矫正。
方法1: 对3个三角形进行集中加热, 这个加热的范围呢, 是要抵达铜板宽度的中心部位, 而且每一处的边缘位置都要去取。
它的宽度是60mmn, 加热所用的温度选取的是9O℃ , 冷却之后进行观察 , 要是存在不足的情况 , 在两个间距的中间位置再次加热2处 , 按照残余变形量的大小对加热区的宽度予以调节。
方法2: 在中间3至4米长度那儿, 均匀地加热其隆起的边缘, 烤枪按呈螺旋形状的走向运转, 宽度大概30毫米, 看到就移动。这时鉴于受热的面积小, 冷却比较快, 很快能够见到矫正的成效。不过因为钢板容易出现平面之外的挠曲, 适宜在反面同样烤制1回。

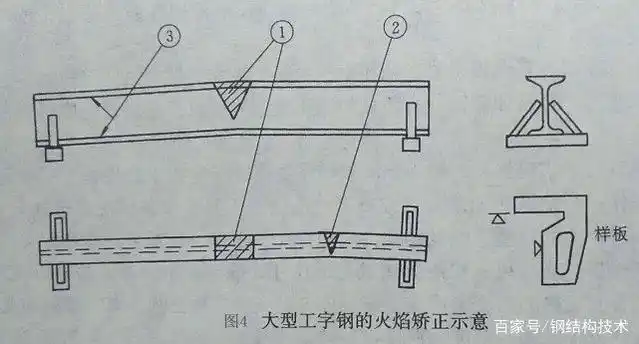
2)大型工字钢60d, 长度为6m, 运用火焰来矫正它上下方向的弯曲, 及左右方向的弯曲, 还有上下翼缘与腹板之间存在的不垂直情况。
被矫正的方式是这样的: 首先要把两端给架好, 然后对①处进行烘烤, 以此来校正它上下的弯曲状况。在这个时候最少也得使用两支烤枪, 从而使得整个。
使其垂直, 将图5中阴影部分全部加热, 要加热至700℃以上, 之后冷却, 接着观察其变形情况,看是否达到要求, 要是达不到要求, 那就再烤一次。等达到要求后, 再烤②处, 目的是以这种方式矫正其水平弯曲。等水平和垂直弯曲矫正完毕, 才可以烤③处, 用来矫正其翼板不垂直于腹板这种状况, 方法是见红就往前走, 进行烤制, 烤完全长或者局部, 之后冷却, 再观察, 然后用样板进行检查, 间隙不超过规定就行。
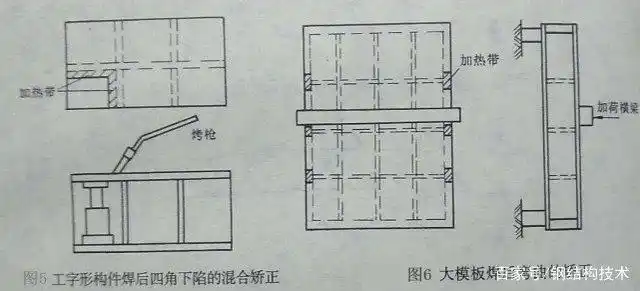
3)工字形构件焊后四角下陷的混合矫正(图6)。
4)大模板焊后弯曲的矫正(图7)
5)斗轮机的斗轮臂需要搞矫正(如图7)。是在焊接之后, 右端出现了向内收缩的情况, 收缩的幅度大概是30mm, 要借助左右旋丝杠来把它顶出去。
以后,在影线部分烤红,冷却后即达到要求。
6)针对用于模拟的吊车梁, 在焊接之后出现失稳状况, 并且整体呈现翘曲现象, 并对此进行矫正(参考图8), 焊接之后整个的翘曲程度达到了80mm以上。对其中原因展开详细分析, 并明晰是由于腹板的厚度较薄所导致, 同时焊缝数量较多, 相对而言翼缘板的收缩量较少, 所以因此而产生了较大的内应力。
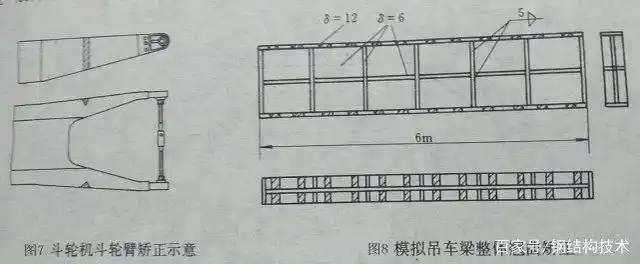
矫正的方式做法是, 把梁放置成水平状态, 把上翼缘以及下翼缘的影线部分, 用火烤至发红, 待其冷却之后因为内应力下降从而变得平整。













暂无评论内容