
1、热量矫正工艺规范, 其一目的在于, 经由针对产品的矫正进程把控以及产品损伤修补进程把控, 以此来保证产品加工质量符合规定要求。其二范围是, 此程序适用于钢结构产品的矫正进程把控以及损伤修补进程把控。其三职责方面, 首先生技部担负编制矫正工艺举措以及修补举措的责任。其次质管部负责矫正进程的质量检验以及监督工作。最后生产班组负责矫正工艺的施行以及质量的控制。4. 参考程序文件中, 属于业主文件及图纸的是4.1 , 关于施工过程控制程序的是4.2 , 涉及不合格品控制程序的是4.3 , 钢结构工程施工质量验收规范是4.4 -2001。程序方面 ;针对矫正这点 ;其分为机械矫正和火焰矫正这两种方法。其中机械校正 ;它又采用矫正机 、压力机 、千斤顶以及自制的螺旋丝杠等方式 , 也能够。
2、运用锤击办法, 然而矫正之际不准直接锤击, 应当具备垫板之类起保护作用的举措;5.1.1.2在机械矫正之前, 把构件上面的所有杂物清扫得干干净净, 将与压辊相接触的焊缝焊点打磨得平平整整;5.1.1.3当碳素结构钢处于环境温度比-16还低、低合金结构钢处于环境温度比-12还低的时候, 不应该开展冷矫正以及冷弯曲;5.1.1.4焊接H型钢采用的机械校正方法主要是对翼缘板的角变形予以矫正,在专门的翼缘矫正机那儿, 借着机械力做到反复的强制性校正, 直至角变形量契合标准才停止。在翼缘板厚度超过30mm的情形下, 通常会要求进行往返若干次校正, 且每次校正是12mm的量。当进行机械校正之时, 能够借助压力机依照构件实际出现的变形状况直接开展校正。焊接H型钢的矫正原理图如下为, 5.1.2对应的又是火焰矫正, 5.1.2.1当中所讲的火焰矫正时, 一般会使用氧气以及已炔用于矫正。
3、或许是丙烷气体, 工具通常运用矫正专门用的等压式焊炬。5.1.2.2对于出现变形的热矫正大多采用中性氧化焰, 也就是氧气与乙炔体积比为: L是1.1至1.4, 要是打算让钢材产生均匀收缩从而达成矫正变形的目标, 一般能够用L为1.1至1.2的中性焰, 要是想凭借钢材沿厚度方向温度分布不均匀进而产生不均匀收缩来实现矫正变形的目的之时, 可以用L为1.3至1.4的氧化焰较快地给钢材表面加热, 中性焰适宜矫正厚的钢板, 对于10mm以下的钢板则需采用氧化焰。5.一二三点, 针对厚度于三十毫米之上的钢板, 运用碳化焰(L1)缓缓加热, 用以渐渐“烤透”钢板, 防止钢板表面温度甚高然而内部温度却相对较低的现象出现。五点一二四点, 低碳钢与低合金钢在火焰加热矫正之际, 加热。
4、900不应被超过, 温度。此后, 低合金钢于火焰加热矫正后应自然冷却。矫正温度需恰当, 在尽量不使钢材受不利干扰的同时, 还要尽可能提升矫正变形的效率。针对低碳钢热矫正, 加热温度应不高于780;针对低合金钢热矫正, 其温度要控制在720左右;针对经过热处理的钢材, 原则上不能进行热矫正, 由于加热矫正后会使热处理的作用丧失, 若必须加热矫正, 其温度控制在600左右, 最高不应超过650。5.1.2.5火焰矫正, 需依据构件的变形情形来判断, 进而明确加热的位置以及确定加热的顺序, 火焰矫正期间, 其加热的温度不适合设置过高, 要是过高的话就会致使金属变得脆弱, 还会对冲击韧性产生影响, 其加热温度得把控在900以下, 最低可到300左右。5.1.2.6针对热矫正的高温要进行严格的控制, 除了运用颜色去辨别之外。
5、矫正人员必须得运用红外线测温仪来开展监测工作, 质管部的质检员需要不定时地针对现场矫正温度实施监督检查。钢材表面存在着颜色以及与之对应的温度情况, 分别是: 深褐红色有着对应温度, 樱红色有着对应温度, 褐红色有着对应温度, 淡樱红色有着对应温度, 暗樱红色有着对应温度, 亮樱红色有着对应温度, 深樱红色有着对应温度, 桔黄色有着对应温度。对于热矫正而言, 同一个部位的加热矫正通常不会超过2次, 要将其加热到适宜的温度。5.1.2.7热矫正方法如下, 热矫正方法包含点状加热、线状加热、三角加热, a.具体而言, 点状加热利用加热圆点的收缩达成矫正变形的目的, 通常用于矫正板料的凹凸变形、折皱变形以及圆管的弯曲变形, b. 线状加热又分成直线加热、环形线加。

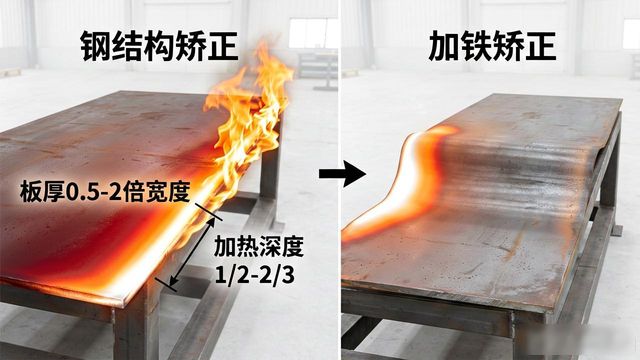
6、热, 存在曲线加热这三种基本形式。线状加热常常运用氧化焰, 致使钢板在厚度方向上温度分布出现不均衡状况, 在横向收缩之际, 构件会产生角变形, 以此达成矫正原本角变形的目标。线状加热的宽度不适合太大, 通常选取板厚约0.52倍左右, 加热钢板的深度为板厚的1/2至2/3。这种加热方法主要用于矫正角变形, 也被用于弯曲变形、畸变形、扭曲变形等的矫正。钢材处于加热线处时且处于冷却进程里, 其横向收缩情形大于纵向收缩状况, 于此情形下也能够采用中性焰缓缓地对钢材实施加热, 以此达成使加热深度尽可能增大的目的, 借助钢材的横向均匀收缩来矫正其变形, 加热带的宽度越大之时, 横向伸缩的幅度也就越大, 然而为了确保矫正的综合质量得以保障, 针对中等厚度的钢板而言, 一般情况下不要超过15mm。几种常见的线性加热加热示意图如下所示。(1)折皱变形热矫正平行线加热三角形加热上。
7、图所展示的是, 钢板与两条加劲肋焊接完毕后, 其在边缘位置出现的折皱变形情况。通常会运用中性焰, 按照平行线法或者三角形法来实施加热矫正操作。要是采用两种方法进行综合矫正, 那么效果将会更佳一些。平行线加热的位置如同图中所示, 需要从凸起的两侧入手, 渐渐朝着最高处聚拢, 绝对不可以先从凸起的最高处开始加热。加热深度等同于板的厚度, 加热线的线宽以及线距是依据变形状况和板厚来确定而定的, 一般情况下线宽会取一个数值, 线距大约为80mm , 加热线的长度同样要依据折皱变形的范围以及图中a的尺寸来确定, 一般是a/3a/2。有种构件, 其折皱变形较小, 通常会拿平行线加热法当作主要形式, 然而, 存在另一种构件, 它的折皱变形较大, 这种构件就要把三角形加热法作为主要形式呢, 在采用三角形加热的时候, 那加热的位置得选在凸起的两边才行, 而且加热达到的深度是板的厚度, 折皱变形情况一般大多是在较薄的钢板发生, 那样是不适合采用的。
8、对于大三角形加热, 通常会采用等腰三角形, 其顶角是30, 腰长呢在80mm左右, 要是只用三角形这唯一的一种加热方法, 那么三角形的顶角能够适当减小一些, 腰长也能够适当增大一些, 而且三角形的布置得均匀, 一次不能太多, 一般在每1m的范围内, 1至3个是比较合适的。要是一次矫正达不到要求, 就可以再根据实际情况酌情增加。(2)针对T字梁焊接后翼板冒出的角变形, 其角变形热矫正加热有着特定要求, 加热线加热位置在翼板腹板处, 就如同上面所展示的那样。矫正期间, 要运用氧化焰于翼板凸面与焊缝相对应之地实施线状加热, 其加热深度处于板厚度的1/2至2/3范围, 加热线的宽度通常为翼板厚度的0.5至2倍(这是常取的数值)。要是一次矫正未能达成效果, 能够再次展开矫正操作。如此这般的线状加热, 在冷却以后, 会致使翼板在厚度方向引发不均匀的横向收缩, 进而让原本存在的角变形得以矫正。这里说的是厚板的相关情况。
9、均匀弯曲热矫正, 有这样一种情况, 厚板在板面以外出现了均匀弯曲变形, 此变形在图中有所展示, 其矫正方法与前面所讲的角变形的矫正方法大体呈现相同态势。采用氧化焰, 在弯起的凸面最高点附近进行线状加热, 加热深度对应板厚的1/2至2/3, 加热线的宽度是板厚的0.5至2倍, 要是一次加热矫正未能达成效果, 能够在两侧附近接着加热, 只是加热线的宽度需逐步变小, 以此避免矫正过量。加热线(4)针对畸变形的热矫正加热线就如同箱形构件畸变形的示意图所昭示的那样。原本呈矩形的箱形断面转变为平行四边形。端断面BACD出现变形情况后, A、C 的原本直角转变成了钝角, 至于B、D却是变成了锐角, 而处于对角线下的是BDAC。当进行矫正操作时, 针对箱体四条棱处的腹板采用氧化火焰加热方式, 其中呈现为变为锐角状态的(就如同图中的B、D之处)需要在箱体的外侧展开加热, 变成钝角的(就像图中所示的A、C)则要在箱体的内侧实施加热, 加热线。
10、于焊缝边缘附近之处, 宽度通常是腹板厚度的1.5倍数, 深度属腹板厚度的1/22/3范畴, 长度乃构件变形那部分全部的长度。在针对腹板予以加热以后, 要是依旧存在变形情况, 还能够在内侧以及外侧线状加热呈箱形的盖板情形之下, 它的原则跟加热腹板的处于条形状的折线状的线是一样的。(5)展现图示诸如板件扭曲热矫正这种情况的, 是绘出板条AB、CD扭曲出现变形的示意描绘之图, 要是把它放置于平台之上, 那么A点跟C点会朝着上面往上翘起。进行矫正时, 采用氧化焰在线状加热的方式于凸面开展操作, 加热线跟板条长边所形夹角通常是4 5(具体方向参照图示), 加热线的宽度一般是板条厚度的12倍, 加热深度为板条厚度的1/2到2/3, 矫正起始于板条中部, 朝着两端逐步推进。此方法的原理在于让板条冷却之后生成新的角变形, 能够同原有的扭曲变形相互抵销, 不过可能会残留像图示那样的弯曲变形,此时可借助三角加热法再行处理。
11、有一步是用于矫正弯曲变形的。而在矫正扭曲变形这个过程当中, 要是加热一次并不能完成矫正, 是能够再次进行加热矫正的, 不过需要留意, 加热线所处的位置不可以重复。加热线(6)箱形构件的扭曲加热线加热线呈现出来的样子就如同图示那样, 是箱形构件a、a1、B、B1、C、C1、D、D1扭曲变形的示意 如果把它放置在平台之上 那么a和B1点就会朝着上方翘起 矫正的时候 在腹板b、b1、c、c1外侧使用氧化焰线状加热 加热线的方向就如同图示那样 矫正的起始点是从腹板的两端 然后逐步朝着中间迈进的。加热线宽度是腹板厚度有十二倍那么多, 加热深度是腹板厚度的二三分之第一个二分之一, 在箱形构件上板D、C、C1、D1外侧同样用氧化焰线状加热矫正, 加热线方向如图示那般, 加热线宽度以及加热深度同腹板一样, 与此同时按照同样原则与方法针对腹板A、A1、D1、。
12、对D以及盖板A、B、B1、A1进行加热矫正, 由于致使箱形构件产生扭曲变形的因素繁杂多样, 因而经前述矫正之后, 或许仍旧留存或者再度出现某些其它的变形情况, 于是能够再依据实际情形进而采取矫正措施。以上所讲述的乃是针对几种基本形式的变形普遍运用的加热矫正法子, 然而在实际生产进程当中, 并非仅有单一形式的变形, 更多情形则是存在两种或者两种以上形式的综合变形, 面对这些复杂的变形状况, 需要按照实际情形选用恰当的方法来展开加热矫正, 其遵循的原则以及步骤可参见热矫正的步骤。热矫正变形之际, 会有几名工人一同操作, 如此能够获取较好的效果, 对于拥有相互制约的零件所构成的构件而言, 在行矫正之时, 更应当有几名工人彼此配合, 并且一同以从相应位置加热的方式来开展矫正。某些变形幅度较大且刚性颇为大的构件, 单单依靠热矫正存在困难之际, 还能够同时借助外力予以配合, 借助辅助工具, 于构件。
13、使用拉、压、撑、顶、打等各类方法于 适当部位, 或者把构件某部位进行垫起或使之悬空, 借此让构件变形能够得到矫正。需特别留意的是, 力千万不可过用太大, 否则恐怕会对构件造成 损伤情况会出现。矫枉过正这种状态发生现象 应尽量躲避勿使其存在c. 三角加热 一般常规性呈现为等腰三角形的形状模样, 在构件矫正弯曲变形 方面用途较为广泛。在弯曲构件 凸侧位置予以加热活动, 三角形的 底边处于弯曲面凸侧边缘地带, 顶点处于弯曲面的凹侧区域地方, 顶角 一般通常设定为3060 范围数值区间, 其大小要依据构件尺寸以及变形的具体实际情况来判断决定。这种用于钢板的加热方式, 就厚度方向而言, 有着均匀收缩要求, 故而加热深度应该是钢板的整个厚度, 适宜使用中性焰。鉴于三角形加热的时候面积比较大,所以收缩量同样较大, 因此常常被应用于矫正多种类型的型材, 以及厚度更厚、刚性更强构件的弯曲、变形矫正工作, 有时候也会将其用于矫正折皱变形还有翘曲变形, 下面是几种常见的三角加热示意图示例展示: 其一是板条。
14、对马刀形弯曲的矫正要进行热矫正, 针对三角形那样的水平收缩, 在弯曲的凸面加热实现矫正, 就像板条在板平面内弯曲变形, 也就是通常所说的马刀形弯曲, 矫正时常用中性焰来加热, 在弯曲凸侧弄成三角形加热, 加热深度要和板厚一样, 三角形分布得跟变形契合, 一般而言板条中部加热得适当多些, 每米范围有1至2个, 端部则逐渐减少, 三角形大小依据板条尺寸以及变形具体情形来定, 一般它的腰长大概是板条宽度的1/3。(2)给型钢热矫正弯曲时采用三角形加热, 如图所示的角钢弯曲变形示意图那样, 对于型材弯曲使之发生变形这种情况, 通常运用三角形加热方法予以矫正, 不管型钢朝着哪一方面发生弯曲情形, 三角形的顶点位置在弯曲形成的凹面那一侧, 三角形的底边置于弯曲呈现凸面一侧的边缘部位上, 利用中性火焰来实施加热, 加热所达深度是翼缘的厚度值, 一般来讲, 在线材的中部把三角形布置使之适当多一些数量, 端部位子。
15、少一些, 这得依据变形的具体情形来确定 , 所加热三角形的大小得依据变形程度来定 , 一般而言三角形的高度为型钢宽度的 1 / 5、2 / 3。(3)T 形钢以及箱型件弯曲热矫正三角形加热, 三角形加热正如上图(a)所展示的是 T 形构件焊后出现的上拱弯曲变形, 矫正的方法参照上面提到的型钢弯曲的矫正, 采用三角形加热法对竖板施加加热矫正便可以了。箱形构件出现的是上拱弯曲变形, 针对此变形矫正时, 用中性焰的情形下, 是在上盖板进行线状加热呵。其中, 加热深度是上盖板的厚度。而加热带的宽度, 则大约是上盖板厚度的2倍。与此同时, 在两腹板上方开展三角形加热, 加热最好是在有隔板的地方进行, 目的在于提高矫正效率以及质量。这里加热深度是腹板厚度, 加热三角形的高度能够取腹板高度的1/6至2/5。要是加热一次矫正不成功, 那么还可以继续进行加热。5.1。
16、2.8 热矫正的程序, a. 对于变形构件, 要进行分析和调查, 将构件放置在平台上, 了解构件产生了哪些基本形式的变形, 注意分析是临时弹性变形, 还是永久性塑性变形, 对于较大且刚性较弱的构件, 应用足够支撑点, 还要考虑日照、温度等因素对变形的影响, 避免造成假象。其次, 要分析引起变形的原因, 因只有明确原因, 才好进行矫正。特别是对复杂构件的综合性变形, 更应予以足够重视。首先, 需测量变形量之大小, 旨在做到心中存有“数”, 缘由在于仅凭借视觉予以判断极易致使错觉产生进而给矫正带来困难。其次, 在对于构件的变形有了明晰的认知之后, 要依据变形的具体情形确定恰当的矫正顺序, 一般而言其原则是: 倘若针对某一种变形实施矫正, 能够让其他的变形。

17、若情况趋向于简化以及明确, 或许能够降低对其他变形予以矫正时的约束力, 那么, 应当最先矫正这种变形, 当然,最先矫正的那种变形, 也不应当受到其他变形过大的约束力。不然的话, 那就随后矫正这种变形, 构件的各个部分一直都是相互牵连并且相互制约的, 比如说刚开始矫正的第一种变形, 在矫正完成之后可能会使得尚未矫正的第二种变形的约束力有所减少, 但是当第一种变形矫正到一定程度之后, 很有可能又会受到第二种变形的制约, 这个时候就应当暂且放下第一种变形, 转而矫正第二种变形。一般来讲, 不大可能先把一种变形全然矫正完毕以后再去矫正别的变形。应当将矫正变形视作一个整体的工作体系, 不能够简单化、机械化。比如说箱形构件, 要是既存在扭曲变形, 又存在向一侧弯曲的旁弯变形时, 那就应当先矫正扭曲变形进而矫正旁弯变形。不然的话, 倘若先矫。
18、正在进行旁弯矫正时, 由于存在扭曲现象, 这使得矫正变得较为困难, 即便旁弯被矫正过来了, 然而在矫正扭曲的过程中, 又会出现新的旁弯情况。又如, T字构件在焊接之后, 通常会出现角变形以及上拱变形, 有时还会产生旁弯, 综合考虑整体情况, 矫正的先后顺序是, 先要矫正角变形, 接着矫正上拱弯曲变形, 最后矫正旁弯变形。当然, 最后等到矫正旁弯变形之后,有可能会再次引发一些上拱以及其他变形。一般来讲, 这种变形不会太大, 再次进行矫正即可。当构件一块儿出现整体变形以及局部变形之际, 按原则来讲应当先去矫正整体变形, 而后矫正后桥正局部变。然而, 要是先对对矫正局部变形对于整体的矫正显著地显现出有利的状况时, 那就务必要先去矫正局部变形。就像是对于属于局部变形的角变形常常先给予矫正, 而对凹凸变形则通常留在最后进行矫正, 折皱变形可以依据具体情形或者在前面或者于的情况下将先矫正的例子都是有的。c.确定加热的部位。
19、存在较多影响热效果的因素, 诸如位以及方位, 其中加热的位置算一主要因素, 若是不同的加热位置, 便能够促成矫治诸多不同情况的变形, 一旦加热位置出现不恰当情形, 不但不能达成预期目的, 甚至有时会致使结果出现相反状况。通常能够依照上述所讲的原则方法针对不同的变形类型构件来确定具体的加热位置以及矫正方法。应尽可能防止于同一地方反反复复地进行加热,不然的话, 不但会对钢材组织造成不利的影响成效, 而且矫正的效果也会十分明显地降低减弱, 给出展现的下式是当处于同一位置重复进行加热矫正时, 加热的次数与矫正量双方关系的经验公式式子。式子当中: S表达的是每次重复加热而后促使引发引起的收缩量数量;表达的是初次加热以后促使引发引起的收缩量数量;n表示的是重重加热的次数数量数额。在加热位置位置地方允许可以进行选择挑拣的情形下状况时, 应尽可能避开关键极为重要的部位而挑选选取次要并非关键重要的位置部位, 这样做能够避免防止热矫正之后引发引起的全新的变形现象问题。
20、因构件关键尺寸或是螺栓孔有变化, 而前面已然提及, 由数名工人于构件不同部位同步加热, 能够大幅削减彼此间束缚之力 这利于加热部位冷却时的收缩利于显著提升矫正效果箱子形态这类钢结构作整, 那矫正需小心翼翼让矫正工作量降到更低以免引发出棘手问题须依据钢结构质地和变形位置钢材厚薄并结合构件变形具体情形来确定所采用的火焰与加热温度加热时务必将温升抑制于620之下。e.为做好矫正的准备工作, 要进行与热矫正相关的准备事宜, 这主要涵盖检查所需用到的设备, 查看其是否合乎规定, 还要检查工具, 确认其是否合规, 另外检查气体等情况, 判断是否具备矫正条件, 需查看减压器有无故障之处, 审视压力表是否准确无误, 核查瓶阀是否存在漏气现象, 查看焊矩有无漏气及堵塞状况, 检查氧气和乙炔气的压力是否处于合适状态。
21、5.3矫正及修整内容如下, 第一温度计及其其他辅助工具是否完备等, 5.3.1热矫正情况下, 钢材的加热温度需检测, 温度符合规定需求要保证, 矫正时的分量过度需要予以预防工作, 第一次矫正实施后, 矫正产生的后续效果要观察留意, 5.3.2只有历经构件完全冷却的阶段, 热矫正作业的效果才可着手检查工作, 5.3.3倘若某项构件对热矫正的实施造成困难之时, 矫正作业应当和机械矫正共同组合来完成。5.3.4, 针对矫正过程里的凹面亦或是损伤情况, 包括划痕深度超出标准的部位, 由生产技术部依照标准来制定相应的措施。并且, 由质管部依据修补措施的要求, 对班组开展指导监督以及检查工作。5.3.5, 当采用焊接修补方式时, 班组应严谨地执行我厂的焊接工艺规程以及焊接程序。5.3.6, 热矫正不合格品按照不合品控制程序里的有关规定予以处理。5.4矫正后的相关检查, 5.4.1, 历经热矫正的变形构件或者零件, 要等待完全冷却之后才能够进行检查以及测量。5.在平台之上开展4.2检查, 所借助的有能够用于测量的大平尺、直角尺、粉线、塞规、钢尺、水平仪以及经纬仪等测量用具和量具, 按照各个位置尺寸所需要求来施行有关检查。经过5.4.3那种矫正之后的钢材其表明, 断不可存有明显可见的凹面或者是损伤情况, 划痕深度于深度方面来讲是绝对不能超过0.5mm这一数值, 并且无论如何是不应该大于该钢材厚度出现负的允许偏差之后1/2这一比例数值的, 5.4.3之中所提及的钢板矫正之后允许有着偏差而这一相关内容呈现于下面这个表格之中: 项 目允许偏差钢板的局部平面度(于1m范围之内) 5.4., 对于H型钢、T型钢、箱型件而言对应的旁弯、弯曲、扭曲这些方面均要符合各个项目所制定的标准规定。













暂无评论内容