首页
火焰矫正
行业资讯
钣金展开
铆工工具
焊接符号
坡口类型
登录
注册
找回密码
首页
火焰矫正
行业资讯
钣金展开
铆工工具
焊接符号
坡口类型
登录
注册
找回密码
变形控制
共4篇
排序
更新
浏览
点赞
评论
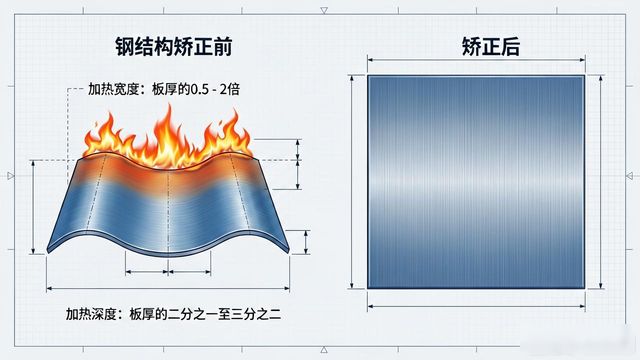
钢结构矫正规范
热矫正工艺规范1. 目的通过对产品的矫正过程控制与产品损伤修补过程控制,以确保产品加工质量符合要求。2. 范围本程序适用于钢结构产品的矫正过程控制及损伤修补过程控制。3
火焰矫正
mgll
5天前
0
32
13
钢结构矫正规范
热矫正工艺规范1. 目的通过对产品的矫正过程控制与产品损伤修补过程控制,以确保产品加工质量符合要求。2. 范围本程序适用于钢结构产品的矫正过程控制及损伤修补过程控制。3
火焰矫正
mgll
6天前
0
42
8
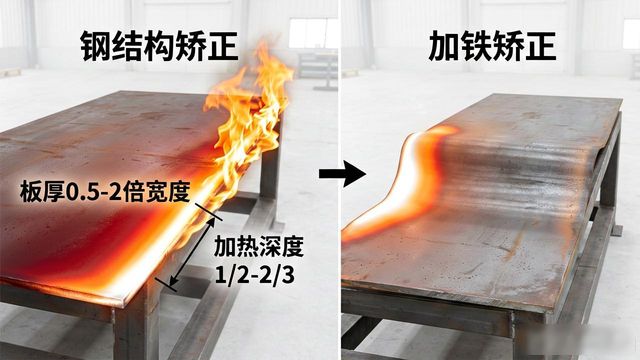
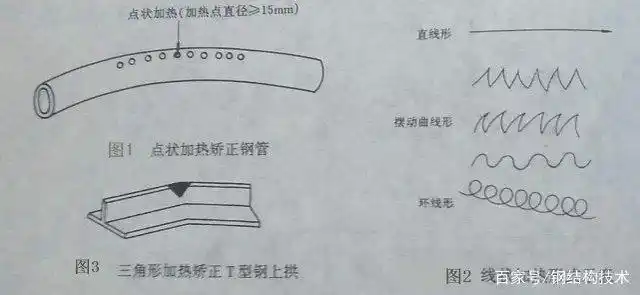
钢结构构件加工之火焰矫正(实务操作)
号超过矫正机负荷能力或构件形式不适于采用机械校正时,采用火焰矫正。(1)火焰矫正的原理钢材受热以12×103(℃)的线影胀率向各方向伸长。由于周围受热处物体的限制
火焰矫正
mgll
5天前
0
46
8
更多“ 火焰矫正的效果,只取决于火焰加热的位置和火焰的热量没有直接…”相关的问题
火焰矫正的效果,只取决于火焰加热的位置和火焰的热量没有直接关系。 ()
火焰矫正
mgll
4小时前
0
21
6
本站同款主题模板
zibll子比主题是一款漂亮优雅的网站主题模板,功能强大,配置简单。
查看详情
发布文章
创建话题
创建版块
发布帖子
在手机上浏览此页面
登录
没有账号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有账号,立即登录
设置用户名
设置密码
重复密码
注册