

南非车、机车等变流器箱体涉及设计范畴, 其皆为应用钣金结构焊接而成, 因焊接致使变形, 侧板组件矫正成为生产中必不可少的环节, 生产里颇为常用的工艺方法是火焰矫正, 火焰矫正针对焊接引发的箱体变形具备显著效果, 然而要是矫正时温度、时间以及方向把控失准, 将会致使箱体报废, 该文章着重探讨了将钣金理论与生产实践相互结合的薄板火焰矫正方法。
1.概述
把小于6.0mm的板材一般称作薄板, 铆焊车间常用的板材是1.5至4.0mm。板材处于平整状态时, 产生变形后能用手工锤展法或者滚板机矫平法让其变得平整;然而已经组焊到箱体结构上的钣金件, 鉴于焊接引发的鼓包、凹陷等变形, 因受箱体结构件的限制故而没法使用锤展和滚板机矫平了。锤展法会致使钢板面积扩大, 箱体结构上的薄板, 因受框架四周限制无法向周围扩展, 若强制扩展某一部分, 只会让薄板纤维长的那部分纤维变得更长, 进而使变形加剧。火焰矫正能使较长的板料纤维收缩, 且不受箱体形状限制, 所以箱体上的薄板变形适宜采用点状火焰矫正法来矫正。
2.火焰矫正法
(1)钢材质弯曲不平处, 火焰矫正乃是借火焰局部加热来矫正。金属材料具热胀冷缩特性, 局部加热时, 被加热处材料受热膨胀, 因周围温度低, 膨胀受阻碍, 此时加热处金属受压缩应力, 加热温度达600至700℃时, 压缩应力超屈服极限, 产生压缩塑性变形。停止加热, 金属冷却缩短, 加热处金属纤维比原先短, 产生新变形, 此即火焰矫正原理。火焰矫正乃是借助金属局部受热之后所引出的新的那种变形来矫正原本的变形。所以, 知晓火焰局部受热之际所引发的变形规律, 这是掌握火焰矫正的关键所在。
火焰矫正之时, 需让因加热所生成的变形, 与原本的变形方向相反, 如此方可抵消起初的变形。火焰矫正进行加热时所使用的热源, 一般会采用氧乙炔焰, 其温度颇高, 加热的速度较快, 乃是火焰矫正最为首要的热源。
(2)火焰矫正有着加热方式、火焰矫正的效果取决于火焰加热的位置以及火焰的热量、不同的加热位置能够矫正不同方向的变形、加热位置要选在加热位置较长的部位也就是材料弯曲部分的外侧、要是加热位置不对不但起不到应有的矫正效果反而会产生新的变形与原有的变形叠加变形将更严重。
火焰矫正加热存在点状加热、线状加热以及三角形加热这三种方式, 点状加热, 即加热区域为呈圆环状的点, 其加热点直径越大, 加热区域收缩力越大, 加热点直径随板厚增大而增大, 通常用于薄板矫正, 线状加热是火焰沿一定方向作直线运动且同时作横向摆动, 以此形成有一定宽度的条状加热区, 线状加热时, 横向收缩大于纵向收缩, 其收缩量随加热区宽度增加而增加, 一般用于厚板的矫正。火焰摆动来进行三角形加热, 会使得加热区域呈现为三角形 , 由于三角形加热有着面积大的特点 , 所以收缩量同样大 , 这种方法大多被用于校正厚板以及刚性较大构件的变形 , 就比如型钢以及焊接梁的弯曲变形。
对于车间所生产的变流器箱体而言, 这些均属于薄板钣金结构, 其一般厚度处于1.5至3.0mm的范围, 在运输以及制造的过程当中, 薄钢板极其容易出现变形, 其变形的形式存在钢板中部凸起或者边缘呈现波浪形等情况, 在矫正钢板中部凸起这种变形之际, 可先行把钢板放置到平台之上, 借助夹具将钢板的四周进行压紧(参照图1所示), 而后采用点状加热法对凸起的周围予以加热, 加热点的直径大概应当在10mm左右, 为了让热矫正期间所产生的收缩能够均匀, 我们需要对加热点的大小加以控制并使其均匀分布, 所以我们要准备一些相应的工具。


图1 南非车变流器箱体侧板组件火焰矫正夹紧
(3)火焰矫正的顺序, 是采用点状方法对凸起的周围实施加热, 加热的那种情形如图2所展示那样。线状加热法是从中间凸起的两边作为起始去加热, 随后渐渐往凸起处聚合。要是钢板四边呈现出波浪一样的变形, 能够运用前面讲的相同方式来矫正, 也就是把钢板放置于平台之上, 用夹具将三边牢牢夹住, 如此波浪形的变形就全都集中到另一边, 接着用线状加热办法先从凸起两侧较为平的部位开头, 再朝着凸起的部位聚合, 加热的顺序如图3所呈现的样子。
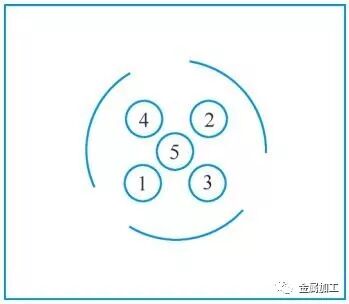
图2 点状加热顺序
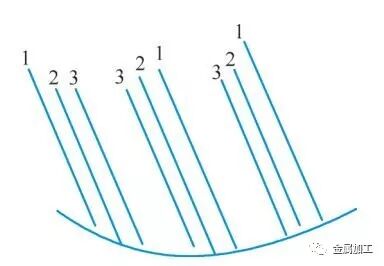
图3 线状加热顺序
注:1、2、3、为加热顺序
加热线的长度处在板宽的二分之一至三分之一之间, 加热线的距离依据凸起的高度来确定, 凸起越高, 变形也就越大, 距离就应当越近, 通常是五十至二百毫米, 要是第一次加热之后依旧不平, 那么就进行第二次加热矫正, 然而加热的位置要与第一次加热错开。
比如说, 点状加热法主要是被用于平面薄板的变形处理, 就如同图4所展示的那样。经过图4一系列的线状加热调平操作后, 鼓包变形的区域, 鼓包马上就消失不见了, 而且平面度也达到了相应要求。再比如, 线状加热法普遍用于横梁的变形处理上, 如图5所示的情形。随着图5一系列线状加热调平工作的完成, 横梁变形了的区域, 平面度就达到了预先设计好的要求。
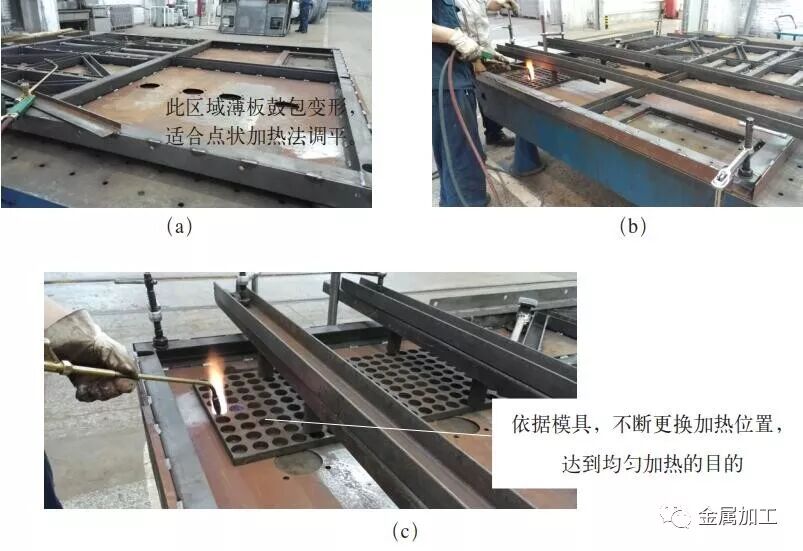
图 4
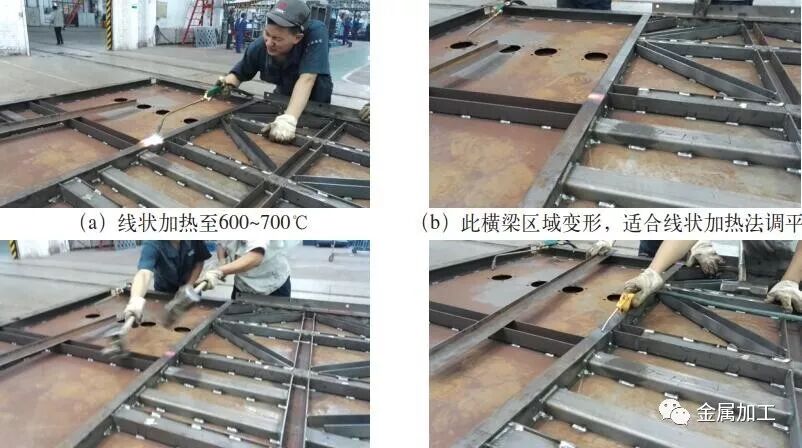
图 5

(4)用于火焰矫正的工具, 火焰矫正所依据使用的工具有, 焊炬, 氧气瓶, 乙炔气瓶, 减压阀, 平尺, 木锤以及盛水器具, 除此之外, 依据需要自己制作适宜的垫板(平板), 加热压板, 压梁以及夹具等。
被用于加热的压板, 是运用20mm厚的普通钢板制作而成的, 在该板上面钻出台阶孔, 其中加热孔的 为15mm , 而上面大小为f35mm的孔是工艺孔, 加热孔的尺寸大小能够对加热点的大小起到控制作用, 孔与孔相互之间的间距是50mm , 通过这样的方式就能够确保加热点实现均匀分布。压板能够依据加热部位的大小来制作成不同的尺寸, 在使用期间选取与之相匹配尺寸的加热压板。有时候, 矫正的部位焊接有零部件, 在制作加热压板时能够在上面开设缺口用来避开零部件, 这对于压紧加热压板是有利的。其形状如同图6以及图7所示那样。
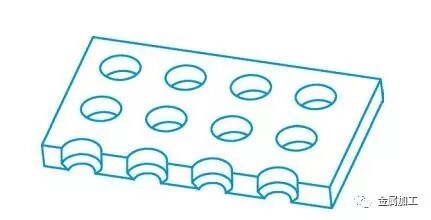
图6 加热压板剖开

图7 加热压板实物
压梁的位置处于夹具与加热压板之间, 它具备这样的功能, 即在夹具夹力作用下, 能够向加热压板施加均匀且平稳的压力, 除此之外, 它还可起到防止火焰矫正时夹具不被火焰烤伤的作用, 它的制作高度处于80至100毫米之间, 它的长度依据矫正工件的大小来确定, 它的形状如同图8所展示的那样。
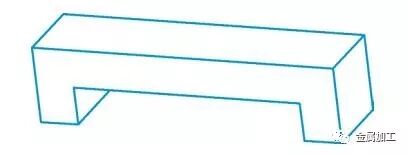
图8 压梁示意
(5)火焰矫正办法, 不一样的情形运用不一样的矫正办法, 存在两种情形, 其一是板面上未曾焊接别的物件, 其二是板面上焊有物件。第一种情形的矫正办法, 就是要把薄板需矫正的面贴于垫板或者平台上, 而后把加热压板压在工件的变形位置, 在上面放置压梁, 接着用两个夹具从左右两端夹紧压梁, 拧动夹具, 致使加热压板牢牢地压在工件上面, 让薄板变形部位被强制压平。在进行操作时, 要让加热压板与工件以及垫板彼此紧密贴合, 不存在任何间隙, 只有如此才可以对火焰加热之后薄板收缩的流向予以控制, 进而达成理想的矫正成效。装夹的示意情形于图9呈现。
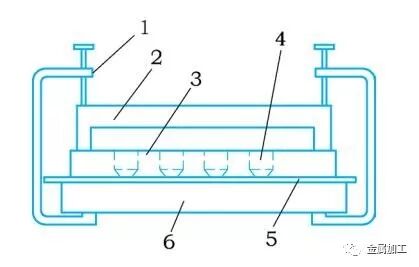
图9 火焰矫正装夹示意
1—夹具 2—压梁 3—加热压板
4—加热孔 5—薄板 6—垫板

是在加热压板之上开个缺口, 以此避免焊接物件的情形之下而进行施压, 当作第二种情况的矫正办法。要是矫正部位形状繁杂, 能够运用两件或者几件加热压板用来压紧进行矫正。把焊炬点燃, 将加热火焰调节成中性焰, 于加热压板之上的加热孔内加热, 而期间加热时焊炬并非垂直于工件表面, 而是大约呈倾斜10°, 致使火焰返回并不直接对焊炬进行烧烤。加热温度处于600至800℃之内, 如果温度不足, 矫正效果便不显著, 要是温度过高, 就会使得矫正工件的表面被熔化、工件被烧透或者留下烧坑。好后加热,迅速移开焊枪, 浇冷水冷却, 完成一个加热孔, 再换另一个加热孔加热矫正, 加热点密度依工件变形程度定, 一般隔孔加热, 如此加热点在孔定位下分布均匀, 收缩亦均匀, 矫正效果颇佳, 矫正完待稍冷却, 拆掉夹具、加热压板等, 擦掉板料上水滴防生锈, 用平尺测其矫正效果, 若还有误差, 可用木锤直接轻拍矫正, 多次矫正后, 加热压板或会变形, 应及时调平再用。要注意垫板应该始终是平整的。
3.结语
公司持续对国外机车车辆技术做引进、提升这一动作, 火焰矫正工艺在钣金结构件里被广泛应用, 对变形部位加以合理的夹紧操作, 并进行均匀分布的点状加热, 钣金结构箱体质量得以显著提高。像公司当下生产的南非车2Q267、2Q403都广泛运用了此工艺, 能确保箱体表面质量呈现美观状态, 平面度完全契合图样要求。
本期文章最初刊载于《金属加工(热加工)》之中的焊接与切割板块, 时间为2016年, 具体是第24期, 页码范围是54至56页, 作者含有冯伟等人。











暂无评论内容