

1、对火焰矫正目的来说, 是要去了解火焰矫正的原理以及特点, 而其难点在于火焰矫正的方法。其原理是基于利用金属进行局部加热之后所产生的塑性变形, 以此来抵消原本存在的变形, 进而达成矫正的目的。在进行火焰矫正之时, 需要针对变形钢材或者构件纤维较长之处的金属开展有规律的火焰集中加热, 并且要达到一定的温度, 从而让该部分金属获取到不可逆的压缩性变形。当冷却之后, 会对周围的材料产生拉应力, 使得变形得以矫正。大家都知道, 金属材料具备热胀冷缩的特性, 当对其进行局部加热时, 处于被加热处的材料, 因受热开始膨胀, 然而鉴于周围温度较低, 所以这种膨胀受到了阻碍, 在这个时候, 加热处的金属承受着压缩应力, 待到加热温度到达某一程度时, 压缩应力超出了屈服极限, 进而产生了少量的压缩塑性变形, 当停止对其进行加热之后, 金属便开始冷却缩短。

2、它的结果是加热之处的金属纤维相较于原先的要短, 所以进而产生了全新的变形。火焰矫正其实就是借助金属局部受热之后所引发的新的变形去矫正原本的变形。所以说, 知晓火焰局部受热之际所引发的变形规律, 乃是掌握火焰矫正的关键所在。火焰矫正能够获取相当颇为大的矫正力, 其矫正效果显著明显。火焰矫正的特点有着, 它不但应用于钢材, 而且更多的是用以矫正不同尺寸以及不同形式的各种各样钢结构的变形。火焰矫正的设备简单简易, 方法灵活多变, 操作方便便利。2、金属结构在制造期间时出现的各类变形矫正里, 有着用途广泛的特性, 比如船舶, 车辆, 重型机架, 大型容器, 梁的矫正等等方面都会用到。;.73火焰矫正这种方式, 会消耗存有部分塑性储备的金属材料, 针对特别重要的结构, 塑性或者脆性非常差的材料就得慎重去使用。2、特性表现为有着淬火倾向的。
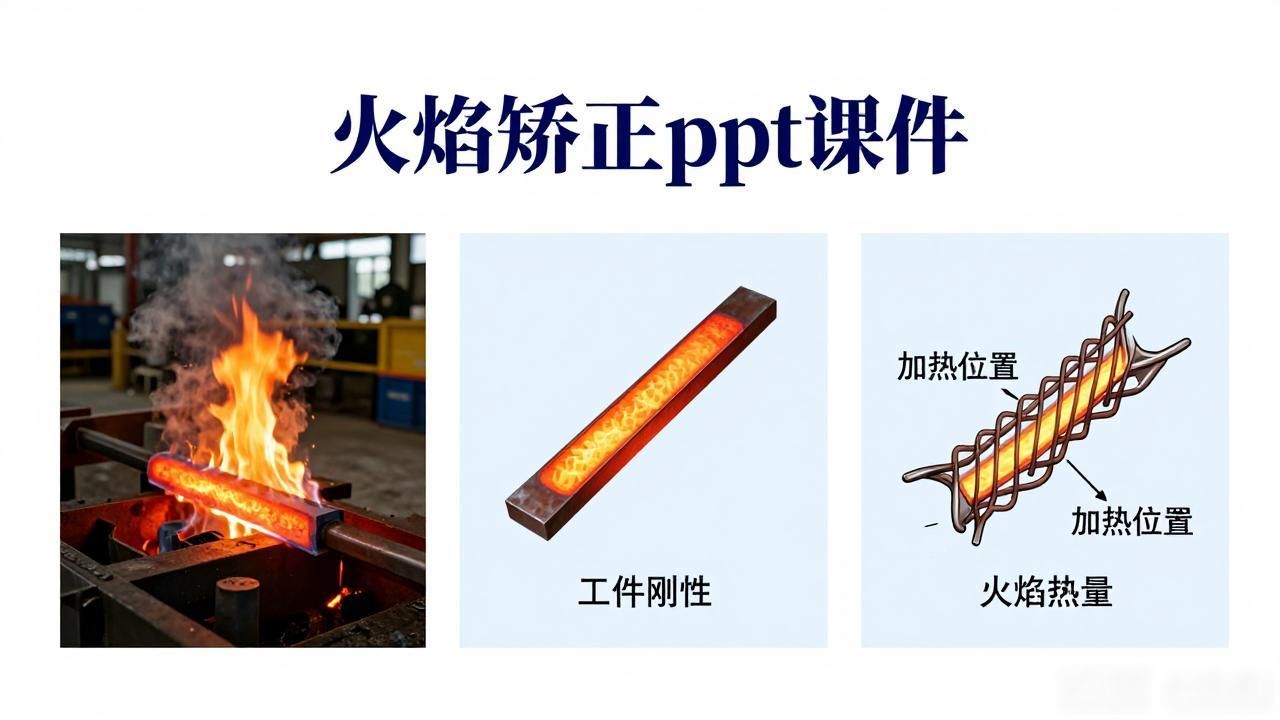
3、对材料而言, 要是采用火焰加热这种方式来处理的话, 那么其后续进行喷水冷却操作就得特别小心谨慎。接下来讲讲影响矫正效果的因素, 当加热的这几个方面, 方式、位置以及火焰的热量都处于同一情况时,所能够获得的矫正变形大小, 是和工件自身的刚性有关系的。首先来说工件的刚性, 工件刚性增强的话, 变形的状况就会变小;反过来讲, 要是刚性变小, 那么变形就会越大。再提及加热位置, 因为加热之后的金属冷却的时候都是会收缩的, 所以通常总是会把加热位置选择在金属那些纤维比较长的、需要收缩的部位。之后说火焰热量, 运用不一样的火焰热量来进行加热, 便能得到不一样的矫正变形能力。若火焰热量欠缺, 加热时长较为久, 会致使工件之上的温度梯度有所降低, 进而让加热之处与周围金属的温差变小, 最终使得矫正效果下降。火焰矫正获取的矫正能力跟加热面积成正比例关系。金属达到热塑状态的面积越大, 所得到的矫正力也就越大。故而, 工件的刚性。;.114加热面积。
4、如果变形越大, 那么加热的总面积也就应当越大。在必要的时候能够多次进行加热, 不过位置要错开。金属冷却的速度, 对于矫正效果并没有明显的影响。火焰加热之时, 要是浇水急冷能够提高矫正的效率, 这种方法就被称作水火矫正, 它应用于低碳钢以及低合金钢。水冷能够缩短重复加热的时间间隔。用火焰在工件上面做圆环状移动, 均匀地加热使其成为圆点状, 依据需要能够加热一点或者多点。多点加热呈现出梅花状。看, 图1的点状加热, 14型材或者管材大多呈现直线排列的状态。加热的直径会随着板厚的增大而增大起来, 不过一般来说不会小于15mm。点之间的距离是随变形增大而减小的, 一般的情形是在。还要注意, 152条的线状加热下, 火焰沿着一定的方向做直线移动, 并且同时还要做横向摆动, 这样做的目的在于形成具有一定宽度的条状加。
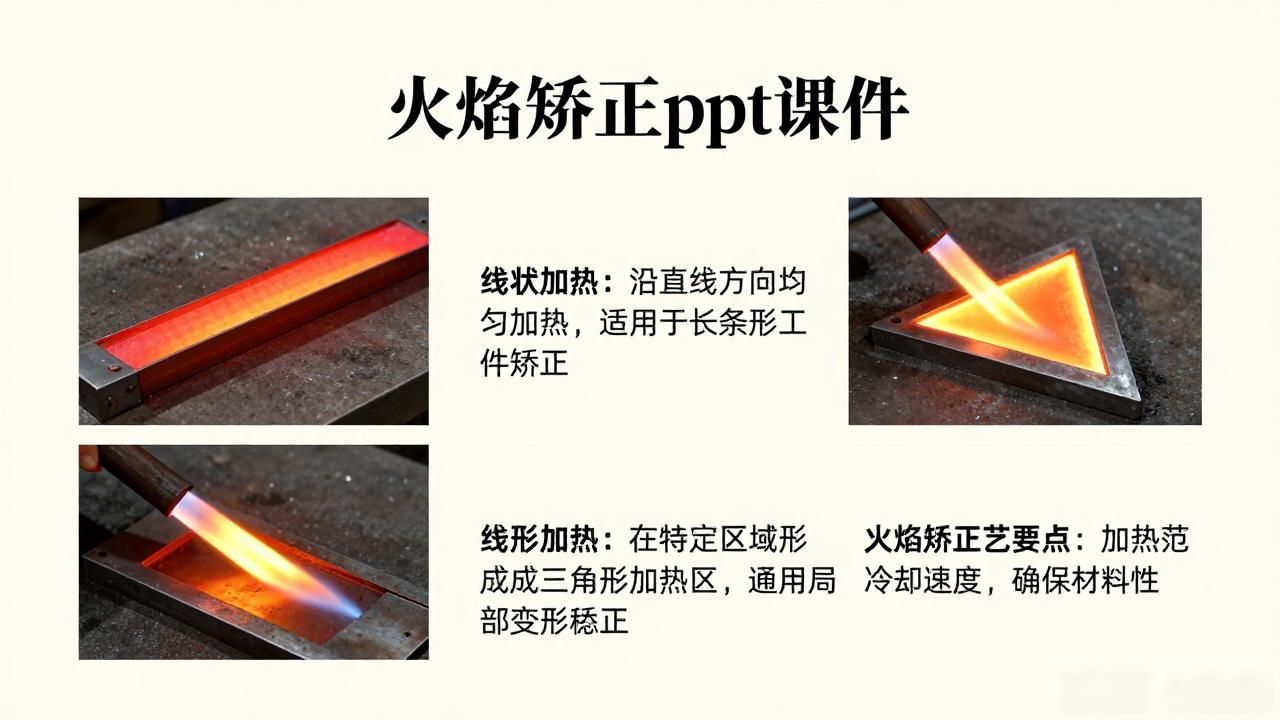
5、热区, 162 线状加热。横向收缩比纵向收缩大, 其收缩量会跟着加热区宽度的增大而提升。加热区宽度一般是区板厚的 0.5 至 2.0 倍那样, 大概是如此。加热线的长度以及距离要依据工件和变形情形来确定。线状加热大多用于矫正刚性和变形较大的结构。173三角形加热, 把火焰摆动, 让加热区成为三角形。183三角形加热, 三角形加热时, 越靠近板边, 收缩就越大。三角形的顶角约为 30, 高度应当是腹板高度的 1/2 至 1/3。四、火焰矫正的工艺要领, 要了解结构的材料, 及其具有的特点, 要分析结构变形呈现出的特点, 要采用中性火焰, 要考虑矫正因素所产生的影响, 掌握变形规律, 减少工作量, 保证质量, 可同时对结构施加外力。总之, 火焰矫正操作灵活多变, 不存在固定的模式, 操作者应借助实践来掌握其变形规律, 积累经验, 如此才能取得较好的矫正效果。;.21小结: 其一, 是火焰矫正的原理以及特点, 其二, 为影响矫正效果的因素, 其三, 乃火焰矫正的加热方式, 其四, 是火焰矫正的工艺要领。作业: P18第9题1? 、第10题、第11题以及第12题。













暂无评论内容