

精密钢管定位套加工工艺
机械系统里, 精密钢管定位套属于核心定位与导向部件, 精密机床、液压系统、航空航天设备等高端装备领域广泛将其应用, 它的加工质量可以直接决定整机的装配精度, 也能决定运行稳定性, 还能决定使用寿命。本工艺有着核心原则, 那就是“精准适配、分步精控、应力平衡”, 它结合了精密钢管材质特点以及定位套很高的精度要求, 最后形成了全流程工艺体系, 这个体系涵盖了前期准备、分阶段加工、热处理强化、精度校准以及质量检验几方面, 在此情形下确保产品尺寸精度达IT5 – IT7级, 并且表面粗糙度Ra≤0.4μm, 从而满足严苛工况使用需求。
一、工艺前期准备
前期准备乃是保障加工精度得以实现的根基所在, 其核心内里包含着图纸解析这一环节, 还涵盖材质选型以及毛坯预处理这两个方面, 另外也包括设备工装配置这一重要内容, 总共涉及三大环节, 并且需要达成“需求能够精准转化, 加工条件实现最优匹配”这样的目标。
(一)图纸与工艺需求解析
最先要完成对于设计图纸的全方位解读, 进而明确核心技术指标, 其中尺寸精度方面, 要确认内外圆直径公差, 一般来说这个公差范围是±0.01到±0.02mm, 还要确认台阶端面与轴线的垂直度, 其垂直度要求是≤0.02mm, 同时还有圆柱度等形位公差;在表面质量上, 要着重核查内外圆粗糙度要求,并且明确是不是允许划痕、毛刺等缺陷;对于性能要求, 要确认承载载荷、工作介质, 比如腐蚀环境、高温环境, 以及运动特性, 像是高速旋转或者往复运动, 以此为材质选型以及工艺规划提供依据。此外, 依据批量生产的要求, 对工序集成方案进行优化, 通过降低装夹的次数, 以此来把控精度累积所产生的误差。
(二)材质选型与毛坯预处理
1. 对于材质选型这项工作而言, 是要依据定位套的工况之需求, 去挑选适配的精密钢管材质, 以此来保证力学性能这方面以及耐腐蚀性这方面, 还有加工兼容性这方面能够达成匹配的情况, 常常会被使用的材质以及适配的场景是像下面这样的:

2. 毛坯预处理, 首先, 是表面清理, 要通过喷砂、酸洗或者机械抛光这类方式, 把钢管表面的氧化皮、油污以及毛刺给去除, 以此来防止杂质对装夹精度以及切削质量造成影响;其次是尺寸核查, 得用卡尺、千分尺用来检测钢管的外径、内径以及壁厚均匀性, 而且偏差要小于等于0.05mm, 把超差毛坯给剔除掉;最后是预热处理, 要依据材质特性来实施针对性处理, 就像45#钢进行正火处理得到HB150到200来提升切削性能, 正火能细化晶粒, 304不锈钢进行固溶处理来提升耐腐蚀性。
(三)设备与工装刀具配置
1. 设备选型方面, 要选用那种高精度数控车床,像FANUC 0i、828D系统这种, 要求主轴处的径向跳动要小于等于0.005mm, 导轨的定位精度要小于等于0.01mm/, 以此来保证设备精度能够满足加工所需的要求;在精加工阶段可搭配珩磨机、磨床这种设备来提升表面质量以及尺寸精度。
2. 工装夹具, 要依据定位套壁厚以及长度来挑选适配的夹具, 当中壁厚≥2mm时选用弹性胀套夹具, 此夹具装夹精度能达到0.01mm以内, 壁厚<2mm的薄壁件则采用软爪夹具, 需在接触面垫0.1至0.2mm铜皮以分散装夹力, 装夹力要控制在0.3至0.5MPa, 从而避免塑性变形, 长轴套(长径比>5)要增设弹性辅助支撑, 支撑力控制在0.1至0.2MPa来抑制加工振动。
3. 刀具选型方面, 在粗车阶段的时候, 要选用那种韧性良好、耐冲击的硬质合金刀具, 比如 YG8、YT15 ;在精车阶段呢, 要选用 TiAlN 涂层刀具或者 PCD 金刚石刀具, 以此来提升切削精度以及表面质量;对于内孔加工刀具而言, 需要匹配孔径尺寸, 还要控制刀杆伸出长度, 也就是不超过直径的 3 倍, 进而提升刚性避免振动。
二、核心加工流程
秉持“先粗后精、分步去量、应力释放”这一原则, 把加工流程划分成粗加工阶段, 再是半精加工阶段, 接着还有中间热处理阶段, 最后为精加工阶段, 达成效率跟精度的平衡。
(一)粗加工
关键目的在于高效率地去除绝大部分加工余量, 其中留出0.2至0.3毫米作为精加工余量, 以此为后续加工创建基础, 运用数控车削手段, 一次性达成外圆、内孔以及端面的粗加工, 校正毛坯在几何形状方面的误差, 像是直线度、圆度。其切削参数运用“大进给、中转速”这一策略, 对于45#钢而言, 其切削速度处于120至150m/min的范围, 进给量在0.15至0.3mm/r之间, 切削深度为1至2mm;而304不锈钢鉴于其导热性较差, 切削速度下降至60至100m/min, 进给量是0.1至0.15mm/r, 切削深度为0.5至1mm, 通过搭配极压切削液来达成降温润滑的目的, 防止出现粘刀的情况。在加工完毕之后要检查尺寸精度以及形状误差, 保证符合半精加工的相关要求。
(二)半精加工
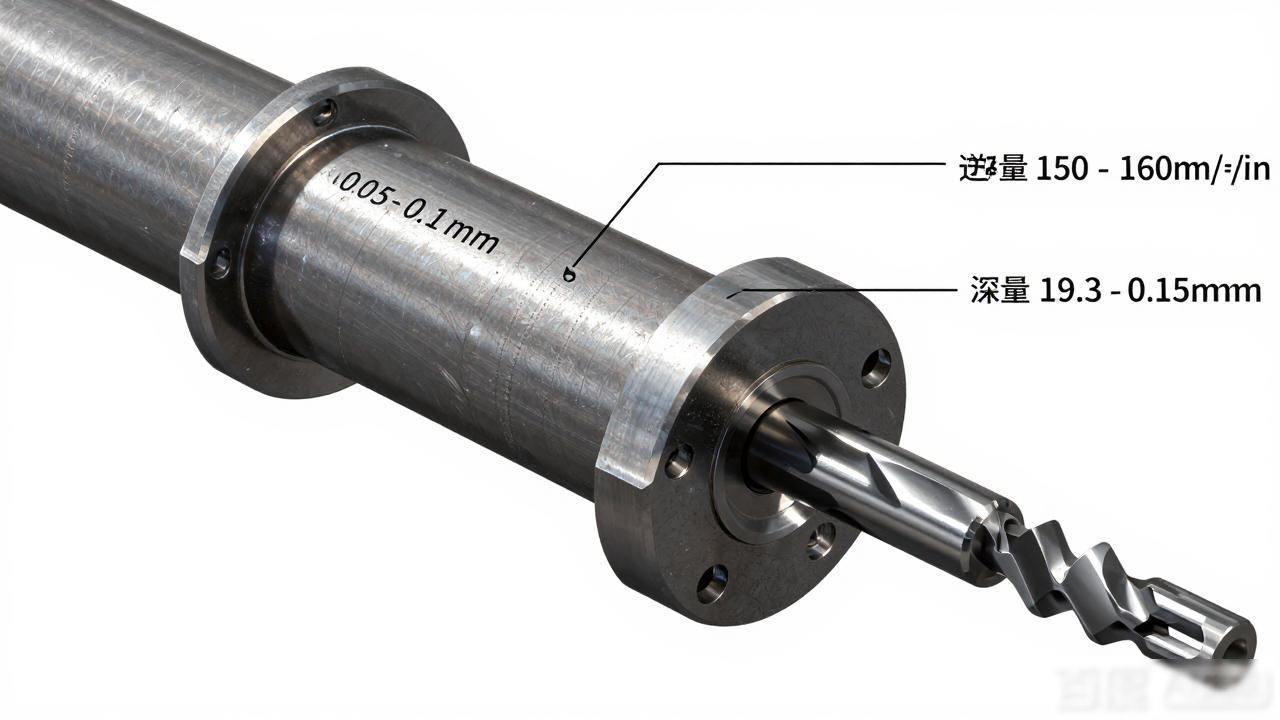
着重修正粗加工所产生的形状偏差, 将关键特征(像台阶、倒角)予以细化, 留出0.05 – 0.1mm的精车余量。切削参数比试粗加工稍微优化些: 45#钢的切削速度为150 – 160m/min, 进给量是0.1 – 0.15mm/r, 切削深度为0.3 – 0.5mm;凭借微调刀具路径, 去控制同轴度误差, 保证加工表面不存在明显刀痕。半加工完毕后对工件开展清洗, 把切削残留清除掉, 为热处理以及精加工做好准备。
(三)中间热处理
其核心目的在于将粗加工后残留的应力予以消除, 进而促使材质具备更高的硬度、更强的耐磨性能以及更出色的尺寸稳定性, 以此防止在后续的加工过程中出现变形的情况, 依据材质所具有的特性挑选热处理工艺:
对经过热处理的工件开展外观检查, 去确认不存在裂纹、变形这类缺陷, 在有必要的情形下实施校直处理。
(四)精加工
核心目标在于保障最终的尺寸精度以及表面质量, 运用“高转速、小进给、小切削深度”这种精车策略, 启用数控车床的G96恒线速度功能, 以此确保不同直径的部位切削速度均匀。切削参数方面, TiAlN涂层刀具的切削速度是150至250m/min, 进给量为0.02至0.05mm/r(薄壁件降至0.01至0.03mm/r), 切削深度是0.05至0.1mm;针对复杂结构(像内螺纹、内沟槽)采用复合成型刀具或者专用刀具, 从而减少换刀次数以及加工误差。要是表面粗糙度所要求达到的数值是 Ra 小于或等于 0.4 微米, 那么在精车之后就需要增添珩磨这一工序, 利用珩磨头与工件之间的相对运动来使表面精细划分, 进而修正圆度以及圆柱度方面存在的误差。
三、后续处理与质量检验
(一)后续表面处理

要依据工况的不同需求来施行表面强化或者防腐处理: 其一, 是进行发黑处理, 这种处理能够增强防锈的能力, 并且还能提升其外观的美观程度;其二, 是镀铬处理, 它可以提高表面的硬度以及耐磨性, 同时还能降低摩擦系数;其三, 是无电解镀镍, 此处理能在内孔形成均匀的镀层, 进而提升防腐性能, 以适配高精度装配的场景;其四, 是渗氮处理, 该处理能够提升表面硬度以及疲劳强度, 适用于重载耐磨的需求。
(二)全项质量检验
1. 借助千分尺、内径百分表、投影仪等装置开展尺寸精度检验, 对内外圆直径、壁厚、台阶尺寸等予以检测, 以保证达至公差要求, 再运用百分表检测同轴度、垂直度等形位公差, 而误差要施行并控制在设计范畴中。
2. 对于表面质量检验, 做法是, 利用粗糙度仪来检测表面粗糙度, 要求达到Ra≤0.4μm, 然后, 通过目视或者依靠放大镜去查看表面, 确保不存在划痕、毛刺以及积屑瘤等方面的缺陷, 要是进行批量生产的话, 能够委托第三方来开展渗透检测, 以此排查表面微观裂纹。
3. 对于力学性能检验而言, 要进行抽样检测硬度, 像HRC、HB这种, 以此来保证相符于热处理工艺所提出的要求, 在重载工况的情况下, 还需要另外检测抗拉强度、冲击韧性等指标。
4. 开展装配验证工作, 针对成品实施试装配操作, 检查其与配合部件的契合程度, 保证定位精确无误, 运动过程流畅顺滑, 不存在卡滞状况。
四、关键工艺要点与注意事项
经由上述全流程工艺控制, 能够达成精密钢管定位套的高精度、高稳定性加工产出, 以契合不同高端装备领域的定位与导向需求。在实际生产期间, 需要结合具体产品规格、工况条件以及批量需求,进一步优化工艺参数与工序配置, 以此平衡加工效率与产品质量。













暂无评论内容